Effects of Jointing on Fragmentation Design and Influence of Joints in Small Scale Testing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -
Jointing Sharpening Now Observe How the Clock
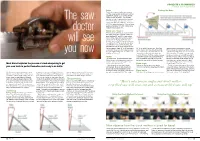
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Jointer Fundamentals Working on the Straight and True by Paul Anthony
Jointer Fundamentals Working on the straight and true By Paul Anthony The jointer belongs to the in a way that speeds up your cut by knives that are set at top trinity of stock-dressing machines woodworking while ensuring dead center to the height of that also includes the tablesaw accuracy and quality of cut. the outfeed table, as shown in and thickness planer. Of those, it’s Before we get started, Figure 1. The outfeed table probably the most misunderstood. it’s important to note that a supports the cut surface as Although its job is simple– jointer–more so than most other the remainder of the board machines–must be precisely is jointed. This is why it’s so stock–the tool frustrates many tuned to work properly. If you’ve important that the tables are woodworkersstraightening andbecause flattening jointing been experiencing snipe or parallel to each other. If they’re consistent problems getting not, or if the knives are set However, when set up and used too high or low, a straight cut properly,requires aa certainjointer willfinesse. do its job check out my “Jointer Tune-up” won’t result. To eliminate or articlestraight in edges issue and#28 faces, or online first minimize tear-out, orient the that no other machine can. at woodcraftmagazine.com. workpiece so the knives rotate preciselyI’ll show and you efficiently how to put in athis way With a jointer, a workpiece in the same direction as the remarkable machine to work fed across the infeed table is slope of the grain, as shown. -

Hand Planes Are for Fine Woodworking
GarrettWade White Paper Steel and Wooden Planes In this age of power-driven tools, it’s easy to forget how important hand planes are for fine woodworking. Not only can you usually do better and more careful work with a hand plane, but you can often work much more quickly, because of power tool set-up time. Skill at hand planing is one of the most important abilities of any woodworking craftsman. Experience with hand planes will help you understand exactly what a power tool is doing when you use it for a particular job; an important and subtle appreciation, if one is to achieve consistently good results with power tools. A hand plane is also a far more forgiving tool; experienced woodworkers know that care sacrificed for speed ruins more otherwise good work than anything else. General Tips Here are a few hints about using any plane. First, keep the blade as sharp as possible. Bench stones and honing guides are excellent for this purpose. Secondly, with rare exception, plane with the grain. Look at the side of the stock to see at a glance which way the grain runs. If you don’t work with the grain, you run the danger of catching the grain, lifting chips of wood, and producing a rough surface. Exceptions to this rule are discussed with the applicable plane. When planing end grain, push the plane in one direction to the middle of the board only, then repeat this process going in the other direction. This prevents splitting the board at the edge. -

Sharpening Guide
Woodworking Tool Sharpening Guide Intro. Tools needed. Marker. Grinder and grinding wheels and tool rest. Veritas or oneway Diamond Stones Water stone Oils stones. Strop. Jigs. Grinder jigs Honing guides. Different steels. theory on steels. HSS. A2. D2 O1. Sharpening Theory Establish Geometry then polish chase the burr Different geos. Straight blades. Straight blades with a profiled edge. Curved blades. Different grinds. Convex, straight, concave/hollow grind, talk about Japanese chisels. Establish geometry Shape on grinder. If reshaping or badly knicked edge. Point tool directly at center to get geo. Talk about angles. 30 is ideal. Polish/chase burr. Straight blades. Planes Chisels Spokeshave Drawknife Straight blades with curved profiles. molding plane blanks. Curved Blades Carving gouges Scorp Spoon knifes. Turning tools File Sharpening Hand saw Plane makers float Auger bits Card scraper From: http://www.sharpeningsupplies.com/Sharpening-Stone- Grit-Chart-W21.aspx From: http://www.sharpeningsupplies.com/Difference- in-Sharpening-Stone-Materials-W51.aspx Understanding The Differences In Materials The three most common types of sharpening stones are oil stones, water stones, and diamond stones. Each of these stones has its own advantages that can help users achieve their sharpening goals. Oil Stones Oil stones are the traditional Western stones that many people grew up using. These stones are made from one of three materials (Novaculite, Aluminum Oxide, or Silicon Carbide) and use oil for swarf (metal filing) removal. The most traditional oil stones are natural stones made from Novaculite. These natural stones are quarried in Arkansas and processed to make what we call Arkansas Stones. These stones are separated into different grades related to the density and the finish a stone produces on a blade. -
Northeastern Loggers Handrook
./ NORTHEASTERN LOGGERS HANDROOK U. S. Deportment of Agricnitnre Hondbook No. 6 r L ii- ^ y ,^--i==â crk ■^ --> v-'/C'^ ¿'x'&So, Âfy % zr. j*' i-.nif.*- -^«L- V^ UNITED STATES DEPARTMENT OF AGRICULTURE AGRICULTURE HANDBOOK NO. 6 JANUARY 1951 NORTHEASTERN LOGGERS' HANDBOOK by FRED C. SIMMONS, logging specialist NORTHEASTERN FOREST EXPERIMENT STATION FOREST SERVICE UNITED STATES GOVERNMENT PRINTING OFFICE - - - WASHINGTON, D. C, 1951 For sale by the Superintendent of Documents, Washington, D. C. Price 75 cents Preface THOSE who want to be successful in any line of work or business must learn the tricks of the trade one way or another. For most occupations there is a wealth of published information that explains how the job can best be done without taking too many knocks in the hard school of experience. For logging, however, there has been no ade- quate source of information that could be understood and used by the man who actually does the work in the woods. This NORTHEASTERN LOGGERS' HANDBOOK brings to- gether what the young or inexperienced woodsman needs to know about the care and use of logging tools and about the best of the old and new devices and techniques for logging under the conditions existing in the northeastern part of the United States. Emphasis has been given to the matter of workers' safety because the accident rate in logging is much higher than it should be. Sections of the handbook have previously been circulated in a pre- liminary edition. Scores of suggestions have been made to the author by logging operators, equipment manufacturers, and professional forest- ers. -

Woodworking Glossary
Woodworking Glossary Abrasives Any substance such as aluminum oxide, silicon carbide, garnet, emery, flint or similar materials that is used to abrade or sand wood, steel or other materials. Substances such as India, Arkansas, crystolon, silicon carbide and waterstones used to sharpen steel edged tools are included. Alternating Grain Direction The process of gluing-up or laminating wood for project components with alternating pieces having the grain running perpendicular to one another (as opposed to parallel). Usually, this practice is enlisted to provide superior strength in a project that is expected to be under stress. It is also used occasionally for decorative purposes. Bevel An angular edge on a piece of stock, usually running from the top or face surface to the adjacent edge or the opposing (bottom) surface. In most cases, bevels are formed for joinery, but are also occasionally used for decorative purposes. Chamfer A slight angular edge that is formed on a piece of stock for decorative purposes or to eliminate sharp corners. Chamfers are similar to bevels but are less pronounced and do not go all the way from one surface to another. Compound Cutting The act of cutting out a project or project component (usually with a bandsaw) to create a three-dimensional or “sculpted” shape. This is accomplished by cutting one profile, taping scraps back in place, and rotating the workpiece to cut a second profile, usually 90° to the first. Compound Miter A combination miter and bevel cut. Generally a compound miter is used in building shadow box picture frames and similar projects where angled or “deep set” project sides are desired. -

Crosscut Saw Manual
UUnitednited SStatestates DepartmentDepartment ofof AAgriculturegriculture rosscutrosscut SSaaw FForestorest SServiceervice C TTeecchnologyhnology & DDevelopmentevelopment PProgramrogram ManualManual 77100100 EEngineeringngineering 22300300 RRecreationecreation JJuunnee 11977977 RRev.ev. DDecemberecember 22003003 77771-2508-MTDC771-2508-MTDC United States Department of Agriculture Forest Service United States Department of Agriculture Technology & rosscutrosscut SSaaw Forest Service C Development Technology & Program Development Program ManualManual 7100 Engineering 7100 Engineering 2300 Recreation 2300 Recreation June 1977 Rev. December 2003 June 1977 7771-2508-MTDC Rev. December 2003 7771-2508-MTDC Warren Miller (retired) Moose Creek Ranger District Nez Perce National Forest USDA Forest Service Technology and Development Program Missoula, MT June 1977 Revised December 2003 The Forest Service, United States Department of Agriculture (USDA), has developed this information for the guidance of its employees, its contractors, and its cooperating Federal and State agencies, and is not responsible for the interpretation or use of this information by anyone except its own employees. The use of trade, firm, or corporation names in this document is for the information and convenience of the reader, and does not constitute an endorsement by the Department of any product or service to the exclusion of others that may be suitable. The U.S. Department of Agriculture (USDA) prohibits discrimination in all its programs and activities on the basis of race, color, national origin, sex, religion, age, disability, political beliefs, sexual orientation, or marital or family status. (Not all prohibited bases apply to all programs.) Persons with disabilities who require alternative means for communication of program information (Braille, large print, audiotape, etc.) should contact USDA’s TARGET Center at (202) 720-2600 (voice and TDD). -

18Th-Century Six-Board Chest
WTAUNTON’S 18 th-Century Six-Board Chest A project plan for building a sturdy chest For more FREE ©2009 The Taunton Press project plans from Build an Oak Bookcase S m i pS eu lt, dr yW o kr b e n c h From Getting Started in Woodworking, Season 2 Simple,From Sturdy Getting Started inWorkbench Woodworking, Season 2 o u c a n t h a n k M i k e P e k o v i c hBY , AS Fine Woodworking Fine Woodworking’s art direc A CHRISTI Ytor, for designing this simple but From Getting Startedstylish bookcase. in Woodworking, He took a straightfor Season 2 A ward form--an oak bookcase with dado N A BYA CHRISTI-AS and rabbet joints--and added nice pro- A N A BYportions ASA and CHRISTI elegant curves. A N A - We agreed that screws would reinforce his workbench is easy and the joints nicely, and that gave us a de- inexpensive to build, yet is sturdy and sign option on the sides. Choose oak T LUMBER, HAR versatileplugs, and align the grain carefully, andDWARE D ANSUPP enough for any woodworker. 4 LIESLIS T his workbench is easy and inexpensiveThe basethe plugs isLU disappear.MBER, HAR MakeDWARE 8-ft.-longthem from AN Da2x4s, SUPP kiln-driedLIES LIST construction lumber (4x contrasting wood, like walnut,2 and the Tto build, yet is sturdy and versatile4s and 2x4s), joined4 8-ft.-long 2x4s,8-ft.-long kiln-dried 4x4s, kiln-dried rows of plugs add a nice design feature simply with long bolts and s 1 4x8 sheet of MDF Enjoy our entire site enough for any woodworker. -
Assembly & Installation Instructions For: Benchcrafted Crisscross Solo
Assembly & Installation Instructions For: Benchcrafted Crisscross Solo & Retro Install a Crisscross with any leg vise hardware, begin here or Benchcrafted Glide M & Glide C Install a Glide M or Glide C, begin on page 12 Copyright, Benchcrafted 2017 Version: March 2017 Crisscross Contents: Pictured items in bold Quantity Description 2 Crisscross arms 1 pivot pin 3 snap rings (one extra) 2 8” mounting pins (Solo only) 2 2-1/2” mounting pins (Retro only) 2 iron mounting brackets (Retro only) 4 5/16” x 1-1/4” cap screws (Retro only) Crisscross Crisscross 2 1-3/4” steel bearing plates Solo Retro 2 #8 wood screws Unpacking your Crisscross: Some parts are heavy. Be careful as you unpack and handle them. Also be aware that although we make every effort to ease all edges, being cast and machined parts you may encounter a sharp egde or burr. If you do, ease it with some fine abrasive paper or a fine file. Some components may have a rust prevent tive oil applied. You may want to remove this oil before installing the vise. Wipe it off with a paper towel. This will leave a light film of oil on the parts that will help prevent rust and keep the parts moving smoothly. ATTENTION! Read and understand these instructions COMPLETELY AND THOROUGHLY before starting the installation or cutting into your bench. This includes instal- lation of both Crisscross Solo and Retro, and the Troubleshooting sections. We highly recommend that you NOT begin installation without the Crisscross and all vise hardware in your possession. -

Sticks & Stones Stock Catalog
Quick Index Table of Contents 1 Sharpening Stones 3 Made in USA Abrasive Stone Solutions Tool Room & Die Files 9 Polishing Stones 15 Machine Tool Stones 18 Dressing Sticks 19 Abrasive Products Rubbing Bricks 20 General Catalog Large Abrasive Files 21 Version: 2016.1 Jointer Stones 23 Honing Equipment 25 Mounted Points 29 Terms & Conditions 35 Rapp Industrial Sales 724 789-7853 [email protected] Table of Contents SHARPENING STONES Aluminum Oxide Bench Sharpening Stones............ 3 Silicon Carbide Bench Sharpening Stones.............. 4 Hard Arkansas Files.............................................. 5 Arkansas Bench Sharpening Stones....................... 6 Cutlery and Kitchen Sharpeners and Systems......... 7 Axe Stones, Gouge Stone, and Finishing Sticks...... 8 TOOL ROOM & DIE FINISHING STONES Square Files........................................................ 9 Triangle Files....................................................... 10 Round Files.......................................................... 11 Half Round Files................................................... 12 Round Edge Slip Stones........................................ 13 Specialty Shape and Silversmiths’ Stones............... 14 Table of Contents of Table POLISHING STONES Polishing and Finishing Stones .............................. 15 1 Includes EDM Stones, Moldmaker Stones, Diemakers Stones, Ruby Stones and General Polishers Metal Polishing.................................................... 17 Cotton Fiber and Rubber Abrasive MACHINE TOOL STONES............................................ -

Handwork the Only Hand Tools I Really Need from Milling and Layout to Fitting Joints and Smoothing, This Tidy Kit Does It All
handwork The only hand tools I really need FROM MILLING AND LAYOUT TO FITTING JOINTS AND SMOOTHING, THIS TIDY KIT DOES IT ALL BY GARRETT HACK am fortunate to teach woodworking classes around the United States, in Canada, and in faraway places such as Japan and Germany. I learned early on that I need my own tools with me when I teach, ones that I know well and that are dependable, perfectly tuned, and sharp. Through the years, I’ve worked to minimize Ithe number of tools in my kit. It has to be complete enough to build a whole project, yet light enough to carry through airports and on buses and trains. Although I am still fine-tuning my kit—replacing a tool with a lighter version, for example—it’s proven to be lean and capable of a wide range of work. When it comes to hand tools, this kit contains all I need. Garrett Hack is a contributing editor. COPYRIGHT 2017 by The Taunton Press, Inc. Copying and distribution of this article is not permitted. • Fine Woodworking #265 - Tools & Shops Winter 2018 LOW-ANGLE JACK PLANE AND EXTRA BLADE Good for everything from jointing stock to smoothing and shooting. The extra blade is cambered for smoothing. PLANES AND SCRAPERS CARD SCRAPERS Choosing planes to include in the kit was tough, because they should be few AND BURNISHER in number but able to perform a wide variety of work. A jack plane and two Card scrapers level block planes can handle just about any planing task outside of joinery, and a surfaces and clean shoulder plane gets the job done there.