The Foundation of Proper Saw Sharpening
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

FIG. 7001 Flexible Coupling
COUPLINGS FIG. 7001 Flexible Coupling The Gruvlok® Fig. 7001 Coupling forms a flexible grooved end pipe joint connection with the versatility for a wide range of applications. Services include mechanical and plumbing, process piping, mining and oil field piping, and many others. The coupling design supplies optimum strength for working pressures to 1000 PSl (69 bar) without excessive casting weight. The flexible design eases pipe and equipment installation while providing the designed-in benefit of reducing pipeline noise and vibration transmission without the addition of special components. To ease coupling handling and assembly and to assure consistent quality, sizes 1" through 14" couplings have two 180° segment housings, 16" have three 120˚ segment housings, and 18" through 24" sizes have four 90° segment housings, while the 28" O.D. and 30" O.D. For Listings/Approval Details and Limitations, visit our website at www.anvilintl.com or couplings have six 60° segment housings. The 28" O.D. and 30" O.D. are weld-ring couplings. contact an Anvil® Sales Representative. MATERIAL SPECIFICATIONS BOLTS: q Grade “T” Nitrile (Orange color code) SAE J429, Grade 5, Zinc Electroplated -20°F to 180°F (Service Temperature Range)(-29°C to 82°C) ISO 898-1, Class 8.8, Zinc Electroplated followed by a Yellow Chromate Dip Recommended for petroleum applications. Air with oil vapors and HEAVY HEX NUTS: vegetable and mineral oils. ASTM A563, Grade A, Zinc Electroplated NOT FOR USE IN HOT WATER OR HOT AIR ISO 898-2, Class 8.8, Zinc Electroplated followed by a Yellow Chromate Dip q Grade “O” Fluoro-Elastomer (Blue color code) HARDWARE KITS: Size Range: 1" - 12" (C style only) 3 20°F to 300°F (Service Temperature Range)(-29°C to 149°C) q 304 Stainless Steel (available in sizes up to /4") Kit includes: (2) Bolts per ASTM A193, Grade B8 and Recommended for high temperature resistance to oxidizing acids, (2) Heavy Hex Nuts per ASTM A194, Grade 8. -

Water Hammer Arrestors Materials Water Hammer Arrestor Should Be Selected
Sizing and Placement Rule 1 covers multiple fixture branch lines which do not exceed 20 feet length. Series 15M2 Explanation - Fixture unit sizing and selection table is used to Water Hammer Arrestor select the required PDI unit (water hammer arrestor). For Commercial/Residential Systems Riser Up to 20' Rule 1 Typical Branch Line Rule 2 covers multiple fixture branch lines which exceed 20 feet As shown above, it has been established that the preferred location in length. for the water hammer arrestor is at the end of the branch line between Explanation - Fixture unit sizing and selection table is used to the last two fixtures served. select the required PDI unit (water hammer arrestor). The sum of The location of the water hammer arrestor shown above applies to the fixture unit rating of units X and Y shall be equal to or greater branch lines that do not exceed 20 feet in length, from the start of the than the demand of the branches. horizontal branch line to the last fixture supply on this branch line. When the branch line exceeds the 20 foot length, an additional water Over 20' hammer arrestor should be used. This practice is best defined by two Rule 2 Features rules which have been established to cover the placement of water • NPT solid hex brass adapter or solder end connection hammer arrestors. for easy installation 15M2 • Approved for installation with no access panel required 15M2S • May be installed in new or existing plumbing systems with a standard pipe tee vertically, horizontally or at any angle • PDI Listed (PDI WH201) • Maintenance free – unit piston is the only moving part Selection for Long Piping Runs Sizing Table • Air pre-load is 60 psi (4.2 bar) Pre-charged The majority of sizing and selection applications will involve single and For Water Pressures up to 65psi Air Chamber multiple fixture branch lines. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications
Utah State University DigitalCommons@USU Space Dynamics Lab Publications Space Dynamics Lab 1-1-2013 Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications T. Newsander B. Crowther G. Gubbels R. Senden Follow this and additional works at: https://digitalcommons.usu.edu/sdl_pubs Recommended Citation Newsander, T.; Crowther, B.; Gubbels, G.; and Senden, R., "Aluminum Alloy AA-6061 and RSA-6061 Heat Treatment for Large Mirror Applications" (2013). Space Dynamics Lab Publications. Paper 102. https://digitalcommons.usu.edu/sdl_pubs/102 This Article is brought to you for free and open access by the Space Dynamics Lab at DigitalCommons@USU. It has been accepted for inclusion in Space Dynamics Lab Publications by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Aluminum alloy AA-6061 and RSA-6061 heat treatment for large mirror applications T. Newswandera, B. Crowthera, G. Gubbelsb, R. Sendenb aSpace Dynamics Laboratory, 1695 North Research Park Way, North Logan, UT 84341;bRSP Technology, Metaalpark 2, 9936 BV, Delfzijl, The Netherlands ABSTRACT Aluminum mirrors and telescopes can be built to perform well if the material is processed correctly and can be relatively low cost and short schedule. However, the difficulty of making high quality aluminum telescopes increases as the size increases, starting with uniform heat treatment through the thickness of large mirror substrates. A risk reduction effort was started to build and test a ½ meter diameter super polished aluminum mirror. Material selection, the heat treatment process and stabilization are the first critical steps to building a successful mirror. In this study, large aluminum blanks of both conventional AA-6061 per AMS-A-22771 and RSA AA-6061 were built, heat treated and stress relieved. -

Discuss Ways for the Beginning Blacksmith to Start Forging Metal
Digital Demo Outline Objective: Discuss ways for the beginning blacksmith to start forging metal. Talk about strategies for tooling up: Where and how to find an anvil and anvil alternatives, hammers, tongs and forges. Discuss other shop tools that are the most necessary to get started. Do a short demo on the basics for moving the metal. Blacksmithing has a long tradition with many ways to reach the same goal. The information I’m sharing here is based on my own journey into blacksmithing and watching many beginners get started and seeing their challenges and frustrations. How do you want to approach blacksmithing? Do you want to gain experience by making your own tools or would you rather get to forging metal? Something in between? It’s good to think about this and form a game plan. It’s super easy to get bogged down in the process of making tools when all you really want to do is move hot metal. On the other hand, tons of great experience can be gained by making one’s own tools. -Outline of the basic starter kit.- •First hammer, selecting for size and shape. Handle modifications, Head modifications. •Anvil alternatives. Finding a “real” anvil, new vs. used, a big block of steel, section of railroad track and mounting on a stand. Using a ball bearing to show rebound test and a hammer for ring test. •What size tongs to buy and where. 3/8” square, ½” square, ¾” square. Why square and not round. •Forge: Propane or coal? Build or buy? With this class we will focus on propane because it is the easiest to get started with. -
Library BGOP ID Title Author B090 the Abcs of Blacksmithing Fridolin
library BGOP ID Title Author B090 The ABCs of Blacksmithing Fridolin Wolf B095 Agricultural Engineering in Development J. B. Stokes Advanced Blacksmithing:A Training Manual B097 Albert Pauley : Sculptural Adornment Renwick Gallery B098 Alfred Habermann - Blacksmith and Designer Peter Elgass B100 American Blacksmithing Holstrom & Holford B105 The American Hearth Barons&Card B105.5 American Indian Tomahawks Harold L. Peterson B106 An Introduction to Ironwork Marian Campbell B107 Anvils in America Richard A. Postman B107.2 The Anvil's Ring - 10th Anniversary The Anvil's Ring Issue - Patternbook for Artsmiths B107.3 Architectural Ironwork Dona Z. Meilach B107.4 The Armoire and His Craft - From Charles Ffoulkes the XIth to the XVIth Century B107.5 Art Deco Decorative Ironwork Henri Clouzot B107.6 Art Deco Ornamental Ironwork Henri Martine B107.8 Art Nouveau Decorative Ironwork Theodore Menten B108 Art from the Fire Julius Hoffmann B110 The Art of Blacksmithing Alex Bealer B112 The Art of Wrought Metalwork Otto Schmirler for House and Garden B113 The Artist Blacksmith - Design and Techniques Peter Parkinson B114 The Backyard Blacksmith Lorelei Sims B115 Basic Blacksmithing: A Training Manual J. B. Stokes B115.3 Basic Blacksmithing - An introduction to Harries&Heer toolmaking. Companion of B118.3 B115.5 Beautiful Iron - The Pursuit of Excellence Francis Whitaker B116.1 Best of the Hammer - Volume 1 Brian D. Flax B116.2 Best of the Hammer - Volume 2 Brian D. Flax B116.3 Best of the Hammer - Volume 3 Brian D. Flax B116.4 Best of the Hammer - Volume 4 Brian D. Flax B117 The Blacksmith & His Art J.E. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Hammer Drill
Hammer Drill 15 mm (9/16”) MODEL HP1501 004187 DOUBLE INSULATION INSTRUCTION MANUAL WARNING: For your personal safety, READ and UNDERSTAND before using. SAVE THESE INSTRUCTIONS FOR FUTURE REFERENCE. SPECIFICATIONS Model HP1501 Concrete 15 mm (9/16”) Capacities Steel 13 mm (1/2”) Wood 25 mm (1”) No load speed (RPM) 0 - 2,800/min. Blows per minute 0 - 44,800 Overall length 299 mm (11-3/4”) Net weight 1.7 kg (3.7 lbs) • Manufacturer reserves the right to change specifications without notice. • Specifications may differ from country to country. GENERAL SAFETY RULES USA002-2 (For All Tools) WARNING: Read and understand all instructions. Failure to follow all instructions listed below, may result in electric shock, fire and/or serious personal injury. SAVE THESE INSTRUCTIONS Work Area 3. Keep bystanders, children, and visitors away while operating a power tool. Distrac- 1. Keep your work area clean and well lit. tions can cause you to lose control. Cluttered benches and dark areas invite acci- dents. Electrical Safety 2. Do not operate power tools in explosive 4. Double insulated tools are equipped with atmospheres, such as in the presence of a polarized plug (one blade is wider than flammable liquids, gases, or dust. Power the other.) This plug will fit in a polarized tools create sparks which may ignite the dust outlet only one way. If the plug does not fit or fumes. fully in the outlet, reverse the plug. If it still does not fit, contact a qualified elec- 2 trician to install a polarized outlet. Do not 13. -
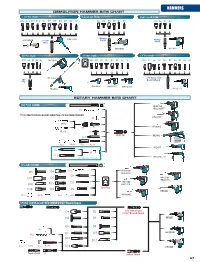
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1 Makita HM1304B HM1810 Large Makita 1-1/8” Small Hex HM1500 HK1810 SDS Plus Shank SDS Max Shank 3/4” Hex Shank D10 D8 D3 D2 D1 HK1820 D9 D7 D6 D5 D4 D3 D2 D1 D16 D11 D9 D7 D6 D5 D4 D3 D2 D1 SDS max HK1820L 3/4” Hex 21/32” SDS Round Shank Plus HM0860C HM1100C HM1202C HK0500 HM1211B ROTARY HAMMER BITS CHART SDS PLUS SHANK HR3210C R1 HR3210FCT R8 IS ADAPTER WHICH ALLOWS OLDER TOOLS TO USE DEMOLITION BITS R6 HR2811F Metal R3 R2 HR3000C Wood R4 SDS Plus HR2432 D1 R23c R23b R23 R23a HR2455 R9 R8 R10 HR2470F / FT HR160DWA & HR2400 only SDS MAX SHANK D4 R1a HR5210C D5 HR5211C D1 D11 D6 HR4010C SDS HR4011C D2 HR4510C D16 D15 max HR4511C SDS Max D18 D9 D3 HR4002 R24c R24b R24 R24a HR4500C SPLINE SHANK & 3/4” HEX SHANK 21/32” Round Shank D4 D2 3/4” HEX Shank 21/32” Round Shank D5 D3 HR3851 D8 D6 R6 D7 HR4040C R1b D1 D18 D17 R24a R24c R24b R24 D16 HR5000 Taper Shank R5 Spline Shank 67 HAMMERS DEMOLITION HAMMER BITS CHART Demolition Hammer Bits Chart HM1202C, HM1100C, HR3210C/FCT, HM0860C, HR5210C, HR3000C, HR2811F, HR5211C, HR4510C, HM1810C, HM1304B HM1500 HK1810 HR2455, HR2432, Model HR4511C, HR4500C, HR2470F/FT, HK1820, HR4010C, HR4011C, HK0500 HR4002 Ref. No. Description 1-1/8" Hex 3/4" Hex Makita Large Makita Small SDS Plus 3/4" Hex, 21/32" Round SDS Max Hex Shank Size Part No. -

The Leading Manufacturer of Forged Hand and Power Tools Accessories Since 1946
122806_A_AJAX_ATW-lisa 7/17/12 8:20 PM Page 1 The Leading Manufacturer of Forged Hand and Power Tools Accessories Since 1946 TM Phone: 800.323.9129 • Fax: 800.424.2529 122806_A_AJAX_r3.qxp_AJAX 7/25/12 11:59 AM Page 3 Phone: 800.323.9129 • Fax: 800.424.2529 www.ajaxtools.com ZIP GUN CHISELS & ACCESSORIES WELD FLUX CHISELS & ACCESSORIES CHIPPING HAMMER TOOLS & ACCESSORIES BERYLLIUM COPPER SAFETY TOOLS RIVET BUSTER TOOLS & ACCESSORIES PAVING BREAKER TOOLS DRILL STEEL TOOLS ELECTRIC HAMMER TOOLS RIGGER TOOLS HAND TOOLS WEDGES, LINE UP PINS & SCRAPERS DEMOLITION TOOLS TM Wear Safety Goggles 4 122806_A_AJAX_ATW-lisa 7/17/12 8:20 PM Page 5 23⁄8" 3 .495" 111⁄16" .495" 2 ⁄8" 60mm 51⁄64" 15⁄16" 60mm 13⁄4" 17 ⁄32" .485" 44.4mm .580" 15⁄32" .469" 14.7mm .576" .680" .680" .576" 17.2mm 17.2mm .812" .812" 3 3 20.6mm 2 ⁄8" 3⁄8" 13 9 20.6mm 23⁄8" ⁄8" 60.3mm ⁄16" ⁄16" .495" 19⁄32" 29⁄32" 9.5mm 9.5mm 60.3mm 3 4 1⁄2" sq. 1⁄4" 1⁄4" 1 ⁄ " .360" Ø .415" 44.4mm .580" .425" 1 14.7mm Ø .373" .576" 1 ⁄8" .680" 13⁄16" 11⁄8" 13⁄16" 28.5mm 17.2mm 20.6mm 28.5mm 20.6mm 21⁄2" 1 4 21⁄2" 11⁄4" 1 5 1 ⁄ " 3⁄8" 63.5mm 3 1 ⁄4" REF 1 ⁄64" 32mm 63.5mm 32mm ⁄8" .620" 9.5mm 13⁄4" 9.5mm .354" .919" 1" 3⁄8" .375" .610" 44.4mm 13 13 .576" .680" -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole