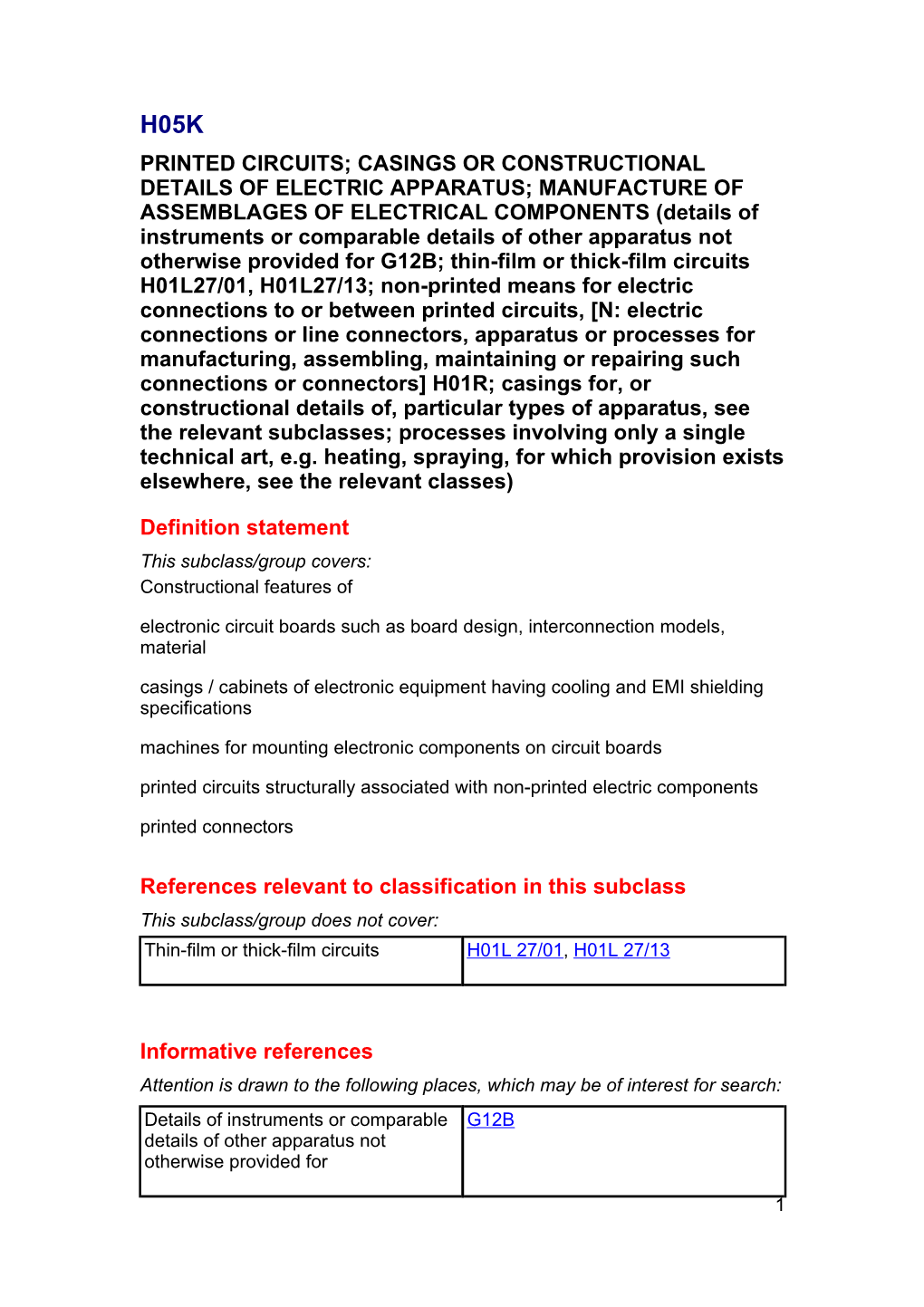
Printed Circuits; Casings Or Constructional Details Of
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Development of Printed Circuit Board Technology Embedding Active and Passive Devices for E-Function Module
Development of Printed Circuit Board Technology Embedding Active and Passive Devices for e-Function Module Noboru Fujimaki Kiyoshi Koike Kazuhiro Takami Sigeyuki Ogata Hiroshi Iinaga Background shortening of signal wirings between circuits, reduction of damping resistors and elimination of characteristic Higher functionality of today’s portable devices impedance controls. Embedded component module demands smaller, lighter and thinner electronic boards have been adopted for higher functionality of components. Looking at the evolution of package video cameras and miniaturizing wireless communication miniaturization from the flat structure (System in Package: devices. It is expected the use will spread to a wider SiP) -> silicon chip stack structure (Chip on Chip: CoC) -> range of areas including automotive, consumer products, package stack structure (Package on Package: PoP) -> Si industrial equipment and infrastructure equipment. To through chip contact structure, the technology has gone meet these needs, a technology to package and embed from two-dimensional to three-dimensional packaging the various components and LSI will be required. This achieving high density packages. The trends in printed article discusses the method of embedding components, circuit boards and their packaging are shown in Figure 1. soldering technology, production method, reliability and Among the printed circuit boards, the three-dimensional case examples of the embedded component module integrated printed circuit board (hereafter referred to as board. “embedded component module board”) is attracting great attention. Integrating components into embedded component module boards Component embedding enables passive components (1) Embedding active components to be positioned directly beneath the LSI mounted There are two methods of embedding active on the surface providing electrical benefits such as components. -

Utilising Commercially Fabricated Printed Circuit Boards As an Electrochemical Biosensing Platform
micromachines Article Utilising Commercially Fabricated Printed Circuit Boards as an Electrochemical Biosensing Platform Uroš Zupanˇciˇc,Joshua Rainbow , Pedro Estrela and Despina Moschou * Centre for Biosensors, Bioelectronics and Biodevices (C3Bio), Department of Electronic & Electrical Engineering, University of Bath, Claverton Down, Bath BA2 7AY, UK; [email protected] (U.Z.); [email protected] (J.R.); [email protected] (P.E.) * Correspondence: [email protected]; Tel.: +44-(0)-1225-383245 Abstract: Printed circuit boards (PCBs) offer a promising platform for the development of electronics- assisted biomedical diagnostic sensors and microsystems. The long-standing industrial basis offers distinctive advantages for cost-effective, reproducible, and easily integrated sample-in-answer-out diagnostic microsystems. Nonetheless, the commercial techniques used in the fabrication of PCBs produce various contaminants potentially degrading severely their stability and repeatability in electrochemical sensing applications. Herein, we analyse for the first time such critical technological considerations, allowing the exploitation of commercial PCB platforms as reliable electrochemical sensing platforms. The presented electrochemical and physical characterisation data reveal clear evidence of both organic and inorganic sensing electrode surface contaminants, which can be removed using various pre-cleaning techniques. We demonstrate that, following such pre-treatment rules, PCB-based electrodes can be reliably fabricated for sensitive electrochemical -
Best Practices for Board Layout of Motor Drivers
Application Report SLVA959A–November 2018–Revised January 2019 Best Practices for Board Layout of Motor Drivers .................................................................................................................. Motor Drive Business Unit ABSTRACT PCB design of motor drive systems is not trivial and requires special considerations and techniques to achieve the best performance. Power efficiency, high-speed switching frequency, low-noise jitter, and compact board design are few primary factors that designers must consider when laying out a motor drive system. Texas Instruments' DRV devices are ideal for such type of systems because they are highly integrated and well-equipped with protection circuitry. The goal of this application report is to highlight the primary factors of a motor drive layout when using a DRV device and provide a best practice guideline for a high performance solution that reduces thermal stress, optimizes efficiency, and minimizes noise in a motor drive application. Contents 1 Grounding Optimization ..................................................................................................... 3 2 Thermal Overview ........................................................................................................... 7 3 Vias........................................................................................................................... 11 4 General Routing Techniques ............................................................................................. 14 5 Bulk and Bypass -

An Analysis of the Metal Finds from the Ninth-Century Metalworking
Western Michigan University ScholarWorks at WMU Master's Theses Graduate College 8-2017 An Analysis of the Metal Finds from the Ninth-Century Metalworking Site at Bamburgh Castle in the Context of Ferrous and Non-Ferrous Metalworking in Middle- and Late-Saxon England Julie Polcrack Follow this and additional works at: https://scholarworks.wmich.edu/masters_theses Part of the Medieval History Commons Recommended Citation Polcrack, Julie, "An Analysis of the Metal Finds from the Ninth-Century Metalworking Site at Bamburgh Castle in the Context of Ferrous and Non-Ferrous Metalworking in Middle- and Late-Saxon England" (2017). Master's Theses. 1510. https://scholarworks.wmich.edu/masters_theses/1510 This Masters Thesis-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Master's Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected]. AN ANALYSIS OF THE METAL FINDS FROM THE NINTH-CENTURY METALWORKING SITE AT BAMBURGH CASTLE IN THE CONTEXT OF FERROUS AND NON-FERROUS METALWORKING IN MIDDLE- AND LATE-SAXON ENGLAND by Julie Polcrack A thesis submitted to the Graduate College in partial fulfillment of the requirements for the degree of Master of Arts The Medieval Institute Western Michigan University August 2017 Thesis Committee: Jana Schulman, Ph.D., Chair Robert Berkhofer, Ph.D. Graeme Young, B.Sc. AN ANALYSIS OF THE METAL FINDS FROM THE NINTH-CENTURY METALWORKING SITE AT BAMBURGH CASTLE IN THE CONTEXT OF FERROUS AND NON-FERROUS METALWORKING IN MIDDLE- AND LATE-SAXON ENGLAND Julie Polcrack, M.A. -

Integrated Media Solutions Connecting Metalworking Buyers and Sellers PRINT ONLINE EMAIL EVENTS
MEDia GUIDE Integrated Media Solutions Connecting Metalworking Buyers and Sellers PRINT ONLINE EMAIL EVENTS mmsonline.com Integrated Media Solutions Connecting Metalworking Buyers and Sellers Profile of the Manufacturing Technology Buyer • Uses at least 5 media types to find work-related information • Looks for product or process solutions at least once a month • Values technology and service more than price • Is college educated and technically minded • Carries a laptop computer and smartphone • Is around 50 years old • Initiates contact with vendors 6915 Valley Avenue Cincinnati, OH 45244-3029 U.S.A. 513-527-8000 • 800-950-8020 Fax: 513-527-8801 mmsonline.com BUYING CYCLE Modern Machine Shop serves prospects at each stage of the buying cycle. Industrial Equipment Buying Cycle AWARENESS RESEARCH CONSIDERATION VENDOR SELECTION The market actively This market segment Prospects have Final comparison of consumes push media knows they have an immediate requirements, known alternatives. to learn about things interest in certain topics and are actively seeking they did not know. and technologies to act solutions. STAGES upon in the future. PUSH MEDIA is the PUSH MEDIA still With the prospect now in Brand impression is the best means to introduce dominates, but the control of the information largest influence in final new products and segment is more focused. gathering process, PULL purchasing decision. establish brand, which MEDIA becomes most is essential in the later Trade Magazines important. Brand is a primary Industry Websites stages of -

MAT 253 Operating Manual - Rev
MAT 253 OPERATING MANUAL Issue 04/2002 Ident. No. 114 9090 Thermo Finnigan MAT GmbH Postfach 1401 62 28088 Bremen Germany Reparatur-Begleitkarte*) Repair-Covering Letter Absender: Geräte-Type: Despachter: Instrument Type: __________________________________ _________________________________ __________________________________ Service-Nr.: Service No Sie erhalten zur Reparatur unter unserer Bestell-Nr.: You receive for repair under our order no.: Festgestellte Mängel oder deren Auswirkung: Established defect or its effect: Bitte detaillierte Angaben machen / Please specify in detail Ein Austauschteil haben wir erhalten unter Kommissions-Nr.: An exchange part already received with commission no.: Ja/Yes Nein/No Die Anlage ist außer Funktion The system is out of function Ja/Yes Nein/No Durch die nachfolgende Unterschrift By signing this document I am/ we are certifying bestätige(n) ich /wir, daß die o.g. Teile frei von that the a. m. parts are free from hazardous gesundheitsschädlichen Stoffen sind, bzw. vor materials. In case the parts have been used for ihrer Einsendung an Thermo Finnigan MAT the analysis of hazardous substances I/we dekontaminiert wurden, falls die Teile mit attest that the parts have been decontaminated giftigen Stoffen in Verbindung gekommen sind. before sending them to Thermo Finnigan MAT. __________________________________ _________________________________ Datum / date Unterschrift / signature *) Bitte vollständig ausfüllen / Please fill in completely MAT 253 O P E R A T I N G M A N U A L TABLE OF CONTENTS 1 GETTING -

Series Catalog
Conductive Polymer Aluminum Electrolytic Capacitors Surface Mount Type CY,SY series [Guaranteed at 85 ℃] Features ● Endurance 85 ℃ 2000 h ● Product height (3.0 mm max.) ● High ripple current (5100 mA rms to 6300 mA rms max.) ● RoHS compliance, Halogen free Specifications Series CY / SY Category temp. range –55 ℃ to +85 ℃ Rated voltage range 4.0 V, 6.3V Nominal cap. range 330 μF to 470 μF Capacitance tolerance ±20 % (120 Hz / +20 ℃) DC leakage current I ≦ 0.1 CV (μA) 2 minutes Dissipation factor (tan δ) ≦ 0.06 (120 Hz / + 20 ℃) Surge voltage (V) Rated voltage × 1.25 (15 ℃ to 35 ℃) +85 ℃ 2000 h, rated voltage applied Capacitance change Within ±20 % of the initial value Endurance Dissipation factor (tan δ) ≦ 2 times of the initial limit DC leakage current ≦ 3 times of the initial limit +60 ℃, 90 % RH, 500 h, No-applied voltage Capacitance change of 4.0 V 6.3 V Damp heat initial measurd value +60 %, –20 % +50 %, –20 % (Steady state) Dissipation factor (tan δ) ≦ 2 times of the initial limit DC leakage current Within the initial limit Marking Dimensions (not to scale) Capacitance (μF) Polarity bar (Positive) ⊖ ⊕ H P P L W1 W2 Lot No. W2 R. voltage code R. voltage code Unit:V 単位:mm g 4.0 Series L±0.2 W1±0.2 W2±0.1 H±0.2 P±0.3 j 6.3 CY / SY 7.3 4.3 2.4 2.8 1.3 ✽ Externals of figure are the reference. Design and specifications are each subject to change without notice. Ask factory for the current technical specifications before purchase and/or use. -

UAI Sheet Metal Fabrication
Precision in Sheet Metal Fabrication Your Single Strategic Source • Solutions Based Engineering Support • Serial Production Metal Fabrication • Automated Manufacturing • Certified eldingW • State of the Art Powder Paint Capabilities • Assembly & Validation Made in ISO 9001:2008 A Name Synonymous with Quality UAI has built a solid reputation as a preferred designer, manufacturer, powder coater, assembler and Tier One OEM supplier of certified metal tanks, trailers, skids and steel metal products crafted to stringent [ISO-9001:2008] quality standards. We are constantly finding new ways to go beyond fabrication, to become a true integrated business partner to our valued OEM customers. Our growing list of loyal customers, many of which are world class OEM Fortune 100 manufacturers across numerous industries, verifies UAI’s performance and commitment to 100% product quality, 100% on-time delivery and expert design support. Manufacturing Horsepower Welding Painting Our qualified engineers and • Laser Cutting • All welders are internally AWS • Twin large capacity 6 stage skilled craftsmen work • 6-Axis Plasma Cutting D1.1 & D1.3 certified. Other pre-treatment & wash within a 250,000+ square • 40’ Automatic Drill-Line AWS certifications as required with nano-ceramic sealer foot facility, utilizing ISO • Shearing • Internal Certified Welding • Automated dry off and cure 9001 certified processes • Forming Instructors • Internal paint capability and lean manufacturing • Punching • Lean 6 Sigma black & means complete control of principles to give customers • CNC Machining green belts on staff quality, lead-time and costs both the uncompromising • AWS Certified Welding • Flexible robotic welding • Paint options achieve from quality and the globally • Robotic Welding systems 1,000 hrs. -

Conventional Deep Drawing Vs Incremental Deep Drawing
MED, JNTUH August 2018 CONVENTIONAL DEEP DRAWING VS INCREMENTAL DEEP DRAWING A. Chennakesava Reddy Professor, Department of Mechanical Engineering JNTUH College of Engineering, Hyderabad 1. Conventional Deep Drawing Process: Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. It is thus a shape transformation process with material retention. The process is considered "deep" drawing when the depth of the drawn part exceeds its diameter. This is achieved by redrawing the part through a series of dies. The flange region (sheet metal in the die shoulder area) experiences a radial drawing stress and a tangential compressive stress due to the material retention property. These compressive stresses (hoop stresses) result in flange wrinkles (wrinkles of the first order). Wrinkles can be prevented by using a blank holder, the function of which is to facilitate controlled material flow into the die radius. Figure 1: Example of deep drawn part. Figure 2: Conventional deep drawing process. The total drawing load consists of the ideal forming load and an additional component to compensate for friction in the contacting areas of the flange region and bending forces as well as unbending forces at the die radius. The forming load is transferred from the punch radius through the drawn part wall into the deformation region (sheet metal flange). In the drawn part wall, which is in contact with the punch, the hoop strain is zero whereby the plane strain condition is reached. In reality, mostly the strain condition is only approximately plane. -

SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING by SOLDERING OR WELDING; CUTTING by APPLYING HEAT LOCALLY, E.G
B23K CPC COOPERATIVE PATENT CLASSIFICATION B PERFORMING OPERATIONS; TRANSPORTING (NOTES omitted) SHAPING B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR (NOTES omitted) B23K SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM (making metal-coated products by extruding metal B21C 23/22; building up linings or coverings by casting B22D 19/08; casting by dipping B22D 23/04; manufacture of composite layers by sintering metal powder B22F 7/00; arrangements on machine tools for copying or controlling B23Q; covering metals or covering materials with metals, not otherwise provided for C23C; burners F23D) NOTES 1. This subclass covers also electric circuits specially adapted for the purposes covered by the title of the subclass. 2. In this subclass, the following term is used with the meaning indicated: • "soldering" means uniting metals using solder and applying heat without melting either of the parts to be united WARNINGS 1. The following IPC groups are not in the CPC scheme. The subject matter for these IPC groups is classified in the following CPC groups: B23K 35/04 - B23K 35/20 covered by B23K 35/0205 - B23K 35/0294 B23K 35/363 covered by B23K 35/3601 - B23K 35/3618 2. In this subclass non-limiting references (in the sense of paragraph 39 of the Guide to the IPC) may still be displayed in the scheme. Soldering, e.g. brazing, or unsoldering (essentially requiring the use 1/018 . Unsoldering; Removal of melted solder or other of welding machines or welding equipment, see the relevant groups residues for the welding machines or welding equipment) 1/06 . -

Virtual Manufacturing on the Web: Extrusion Die Design
VIRTUAL MANUFACTURING ON THE WEB: EXTRUSION DIE DESIGN A Thesis Presented to The Faculty of the Fritz J. and Dolores H. Russ College of Engineering and Technology Ohio University In Partial Fulfillment Of the Requirement for the Degree Master of Science Sripada Shivananda August 1998 Acknowledgment I wish to express my sincere thanks to my advisor, Dr. Bhavin Mehta, for his valuable advice and providing me with the information and the facilities required for the thesis. I would also like to thank my wife for her constant encouragement and support during the completion of this thesis. Sripada Shivananda August 1998 Table of Contents Table of Contents ........................................................................................................ i List of Figures .............................................................................................................. iv List of Tables ......................................................................................................................v INTRODUCTION ..............................................................................................................1 1.1 Overview ................................................................................................................1 1.2 Internet ..................................................................................................................2 1.3 Virtual Manufacturing .........................................................................................2 1.4 Virtual Reality .......................................................................................................4 -

Under the Direction of Dr. Gracious Ngaile)
ABSTRACT LOWRIE, JAMES BALLANFONTE. Development of a Micro-Tube Hydroforming System. (Under the direction of Dr. Gracious Ngaile). The rising demand for small parts with complex shapes for micro-electrical mechanical systems (MEMS) and medical applications has caused researchers to focus on metal forming as a possible way to mass produce miniature components. Studies into the miniaturization of macro-scale metal forming processes have mainly been focused in the sheet metal and extrusion fields and only a few researchers have attempted to take on the problem of miniaturizing the tube hydroforming process. The research that has been done into micro- tube hydroforming has been limited to simple expansion studies and no researchers have yet been able to combine axial feeding of the ends of the micro-tubular blank with simultaneous expansion of the tube. This has significantly reduced the complexity of the micro-parts which can be created using the tube hydroforming system. Combining material feed and expansion must be accomplished in order to create a micro-tube hydroforming process which is capable of producing metallic components with complex tubular geometries. The major objective of the research presented in this thesis is the development of a micro- tube hydroforming system which is capable supplying both axial feed and expansion to the tube simultaneously. This was accomplished by first breaking down the concepts of the conventional hydroforming tooling so that they could be analyzed for problems when being scaled down. Once the problems with the conventional tooling and the basic needs of the hydroforming system were established, the information was used to develop a new form a hydroforming tooling, called floating die tooling, which could apply both material feed and expansion to tubular blanks.