Beryllium and Beryllium Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Radiochemistry of Beryllium
National Academy of Sciences National Research Council I NUCLEAR SCIENCE SERIES The Radiochemistry ·of Beryllium COMMITTEE ON NUCLEAR SCIENCE L. F. CURTISS, Chairman ROBLEY D. EVANS, Vice Chairman National Bureau of Standards MassaChusetts Institute of Technol0gy J. A. DeJUREN, Secretary ./Westinghouse Electric Corporation H.J. CURTIS G. G. MANOV Brookhaven National' LaboratOry Tracerlab, Inc. SAMUEL EPSTEIN W. WAYNE MEINKE CalUornia Institute of Technology University of Michigan HERBERT GOLDSTEIN A.H. SNELL Nuclear Development Corporation of , oak Ridge National Laboratory America E. A. UEHLING H.J. GOMBERG University of Washington University of Michigan D. M. VAN PATTER E.D.KLEMA Bartol Research Foundation Northwestern University ROBERT L. PLATZMAN Argonne National Laboratory LIAISON MEMBERS PAUL C .. AEBERSOLD W.D.URRY Atomic Energy Commission U. S. Air Force J. HOW ARD McMILLEN WILLIAM E. WRIGHT National Science Foundation Office of Naval Research SUBCOMMITTEE ON RADIOCHEMISTRY W. WAYNE MEINKE, Chairman HAROLD KIRBY University of Michigan Mound Laboratory GREGORY R. CHOPPIN GEORGE LEDDICOTTE Florida State University. Oak Ridge National Laboratory GEORGE A. COW AN JULIAN NIELSEN Los Alamos Scientific Laboratory Hanford Laboratories ARTHUR W. FAIRHALL ELLIS P. STEINBERG University of Washington Argonne National Laboratory JEROME HUDIS PETER C. STEVENSON Brookhaven National Laboratory University of California (Livermore) EARL HYDE LEO YAFFE University of CalUornia (Berkeley) McGill University CONSULTANTS NATHAN BALLOU WILLIAM MARLOW Naval Radiological Defense Laboratory N atlonal Bureau of Standards JAMESDeVOE University of Michigan CHF.MISTRY-RADIATION AND RADK>CHEMIST The Radiochemistry of Beryllium By A. W. FAIRHALL. Department of Chemistry University of Washington Seattle, Washington May 1960 ' Subcommittee on Radiochemistry National Academy of Sciences - National Research Council Printed in USA. -

Measurement of 10Be from Lake Malawi (Africa) Drill Core Sediments and Implications for Geochronology
Palaeogeography, Palaeoclimatology, Palaeoecology 303 (2011) 110–119 Contents lists available at ScienceDirect Palaeogeography, Palaeoclimatology, Palaeoecology journal homepage: www.elsevier.com/locate/palaeo Measurement of 10Be from Lake Malawi (Africa) drill core sediments and implications for geochronology L.R. McHargue a,⁎, A.J.T. Jull b, A. Cohen a a Department of Geosciences, University of Arizona, 1040 E. Fourth Street, Tucson, Arizona 85721, United States b NSF Arizona AMS Laboratory, University of Arizona, 1118 E. Fourth Street, Tucson, Arizona 85721, United States article info abstract Article history: The cosmogenic radionuclide 10Be was measured from drill core sediments from Lake Malawi in order to Received 19 August 2008 help construct a chronology for the study of the tropical paleoclimate in East Africa. Sediment samples were Received in revised form 29 January 2010 taken every 10 m from the core MAL05-1C to 80 m in depth and then from that depth in core MAL05-1B to Accepted 4 February 2010 382 m. Sediment samples were then later taken at a higher resolution of every 2 m from MAL05-1C. They Available online 12 February 2010 were then leached to remove the authigenic fraction, the leachate was processed to separate out the beryllium isotopes, and 10Be was measured at the TAMS Facility at the University of Arizona. The 10Be/9Be Keywords: fi Beryllium-10 pro le from Lake Malawi sediments is similar to those derived from marine sediment cores for the late Cosmogenic radionuclide Pleistocene, and is consistent with the few radiocarbon and OSL IR measurements made from the same core. Lake sediments Nevertheless, a strong correlation between the stable isotope 9Be and the cosmogenic isotope 10Be suggests Lake Malawi that both isotopes have been well mixed before deposition unlike in some marine sediment cores. -

Meteoric Be and Be As Process Tracers in the Environment
Chapter 5 Meteoric 7Be and 10Be as Process Tracers in the Environment James M. Kaste and Mark Baskaran 7 10 Abstract Be (T1/2 ¼ 53 days) and Be (T1/2 ¼ occurring Be isotopes of use to Earth scientists are the 7 1.4 Ma) form via natural cosmogenic reactions in the short-lived Be (T1/2 ¼ 53.1 days) and the longer- 10 atmosphere and are delivered to Earth’s surface by wet lived Be (T1/2 ¼ 1.4 Ma; Nishiizumi et al. 2007). and dry deposition. The distinct source term and near- Because cosmic rays that cause the initial cascade of constant fallout of these radionuclides onto soils, vege- neutrons and protons in the upper atmosphere respon- tation, waters, ice, and sediments makes them valuable sible for the spallation reactions are attenuated by tracers of a wide range of environmental processes the mass of the atmosphere itself, production rates of operating over timescales from weeks to millions of comsogenic Be are three orders of magnitude higher in years. Beryllium tends to form strong bonds with oxygen the stratosphere than they are at sea-level (Masarik and atoms, so 7Be and 10Be adsorb rapidly to organic and Beer 1999, 2009). Most of the production of cosmo- inorganic solid phases in the terrestrial and marine envi- genic Be therefore occurs in the upper atmosphere ronment. Thus, cosmogenic isotopes of beryllium can be (5–30 km), although there is trace, but measurable used to quantify surface age, sediment source, mixing production as oxygen atoms in minerals at the Earth’s rates, and particle residence and transit times in soils, surface are spallated (in situ produced; see Lal 2011, streams, lakes, and the oceans. -

12 Natural Isotopes of Elements Other Than H, C, O
12 NATURAL ISOTOPES OF ELEMENTS OTHER THAN H, C, O In this chapter we are dealing with the less common applications of natural isotopes. Our discussions will be restricted to their origin and isotopic abundances and the main characteristics. Only brief indications are given about possible applications. More details are presented in the other volumes of this series. A few isotopes are mentioned only briefly, as they are of little relevance to water studies. Based on their half-life, the isotopes concerned can be subdivided: 1) stable isotopes of some elements (He, Li, B, N, S, Cl), of which the abundance variations point to certain geochemical and hydrogeological processes, and which can be applied as tracers in the hydrological systems, 2) radioactive isotopes with half-lives exceeding the age of the universe (232Th, 235U, 238U), 3) radioactive isotopes with shorter half-lives, mainly daughter nuclides of the previous catagory of isotopes, 4) radioactive isotopes with shorter half-lives that are of cosmogenic origin, i.e. that are being produced in the atmosphere by interactions of cosmic radiation particles with atmospheric molecules (7Be, 10Be, 26Al, 32Si, 36Cl, 36Ar, 39Ar, 81Kr, 85Kr, 129I) (Lal and Peters, 1967). The isotopes can also be distinguished by their chemical characteristics: 1) the isotopes of noble gases (He, Ar, Kr) play an important role, because of their solubility in water and because of their chemically inert and thus conservative character. Table 12.1 gives the solubility values in water (data from Benson and Krause, 1976); the table also contains the atmospheric concentrations (Andrews, 1992: error in his Eq.4, where Ti/(T1) should read (Ti/T)1); 2) another category consists of the isotopes of elements that are only slightly soluble and have very low concentrations in water under moderate conditions (Be, Al). -
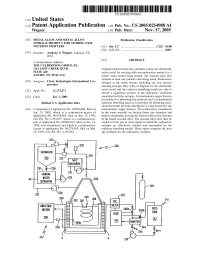
(12) Patent Application Publication (10) Pub. No.: US 2005/0254988A1 Wagner (43) Pub
US 2005O254988A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2005/0254988A1 Wagner (43) Pub. Date: Nov. 17, 2005 (54) METALALLOY AND METALALLOY Publication Classification STORAGE PRODUCT FOR STORING EAST NEUTRON EMITTERS (51) Int. Cl. ................................................. C22C 43/00 (52) U.S. Cl. .................................................................. 420/1 (75) Inventor: Anthony S. Wagner, Lakeway, TX (US) (57) ABSTRACT Correspondence Address: THE CULBERTSON GROUP, PC. 1114 LOST CREEK BLVD. Aliquid reactant metal alloy includes at least one chemically SUTE 420 active metal for reacting with non-radioactive material in a AUSTIN, TX 78746 (US) mixed waste Stream being treated. The reactant alloy also includes at least one radiation absorbing metal. Radioactive (73) Assignee: Clean Technologies International Cor isotopes in the waste Stream, including any fast neutron poration emitting isotopes alloy with, or disperse in, the chemically Appl. No.: 11/173,271 active metal and the radiation absorbing metals are able to (21) absorb a significant portion of the radioactive emissions (22) Filed: Jul. 1, 2005 asSociated with the isotopes. A transmutation target fraction is included for absorbing fast neutrons and a transmutation Related U.S. Application Data emission absorbing fraction is provided for absorbing emis sions that result from the absorption of a fast neutron by the (63) Continuation of application No. 10/059,808, filed on transmutation target fraction. Non-radioactive constituents Jan. 29, 2002, which is a continuation-in-part of in the waste material are broken down into harmless and application No. 09/334,985, filed on Jun. 17, 1999, useful constituents, leaving the alloyed radioactive isotopes now Pat. -

NUCLEAR GEOMETRY: from HYDROGEN to BORON Alexander I
Materials Physics and Mechanics 45 (2020) 132-149 Received: March 11, 2020 NUCLEAR GEOMETRY: FROM HYDROGEN TO BORON Alexander I. Melker St. Petersburg Academy of Sciences on Strength Problems, Peter the Great St. Petersburg Polytechnic University Polytekhnicheskaya 29, 195251, St. Petersburg, Russian Federation e-mail: [email protected] Abstract. Possible ways of nuclear synthesis in the range from hydrogen to boron are studied. The geometric model of these nuclei is suggested. The basis for this model is the analogy 4 4 between tetrahedral fullerene C4 and helium 2He . It is assumed that a nucleus of helium 2He has the form of a tetrahedron, where: 1) All the apices are equivalent and therefore they are protons, 2) Each neutron in a nucleus decomposes into a proton and three negatively charged particles having the charge ⅓ of that of an electron, 3) Interaction of the negative particles creates a special electronic pattern, which symmetry does not coincide with that of protons one, but determines it. On the basis of the postulates, the structure of other nuclei has been designed using geometric modeling. For hydrogen, deuterium, tritium and helium 3, a point, a linear and a plane structure respectively have been obtained. Helium 4 has tetrahedral symmetry. Then there was transition from three-fold symmetry prisms (lithium 6 and 7) to five-fold symmetry (boron 10 and 11) through four-fold one (beryllium 8, 9, 10). The nuclear electron patterns are more complex; their polyhedrons resemble the electron pairs arrangement at the valence shells of molecules. Keywords: beryllium, boron, deuterium, graph representation, helium, hydrogen, lithium, nuclear electron, nuclear geometry 1. -

P4 ATOMIC STRUCTURE Question Practice Class: ______Date: ______
Name: ________________________ P4 ATOMIC STRUCTURE Question Practice Class: ________________________ Date: ________________________ Time: 132 minutes Marks: 129 marks Comments: HIGHER TIER Page 1 of 44 (a) The graph shows how the count rate from a sample containing the radioactive substance 1 cobalt-60 changes with time. (i) What is the range of the count rate shown on the graph? From __________ counts per second to __________ counts per second. (1) (ii) How many years does it take for the count rate to fall from 200 counts per second to 100 counts per second? Time = _________________________ years (1) (iii) What is the half-life of cobalt-60? Half-life = _________________________ years (1) Page 2 of 44 (b) The gamma radiation emitted from a source of cobalt-60 can be used to kill the bacteria on fresh, cooked and frozen foods. Killing the bacteria reduces the risk of food poisoning. The diagram shows how a conveyor belt can be used to move food past a cobalt-60 source. (i) Which one of the following gives a way of increasing the amount of gamma radiation the food receives? Put a tick ( ) in the box next to your answer. Increase the temperature of the cobalt-60 source. Make the conveyor belt move more slowly. Move the cobalt-60 source away from the conveyor belt. (1) (ii) To protect people from the harmful effects of the gamma radiation, the cobalt-60 source has thick metal shielding. Which one of the following metals should be used? Draw a ring around your answer. aluminium copper lead (1) Page 3 of 44 (c) A scientist has compared the vitamin content of food exposed to gamma radiation with food that has not been exposed. -

Static Properties of Neutron-Rich and Proton-Rich Isotopes
Physical Science & Biophysics Journal MEDWIN PUBLISHERS ISSN: 2641-9165 Committed to Create Value for Researchers Static Properties of Neutron-Rich and Proton-Rich Isotopes Zari Binesh* Research Article Department of Nuclear Physics, Faculty of Physics and Nuclear Engineering, Shahrood Volume 4 Issue 2 University of Technology, Shahrood, Iran Received Date: September 28, 2020 Published Date: October 28, 2020 *Corresponding author: Zari Binesh, Department of Nuclear Physics, Faculty of Physics and Nuclear Engineering, Shahrood University of Technology, Shahrood, Iran, Tel: 09102878009; Email: [email protected] Abstract In this paper, we have investigated some static properties of 9Be, 9B, 13C, 13N, 17O, 17F, 21Ne, and 21Na isotopes. The ground state and excited state energy of these isotopes have determined in the relativistic shell model and compared with experimental data. The calculated charge radius of them is in good agreement with experimental results. Keywords: Charge radius; Energy levels Introduction There are two stable isotopes of carbon: 12C and 13C. 13C is used for instance in organic chemistry research, studies Investigating neutron-rich or proton-rich isotopes are into molecular structures, metabolism, food labeling, air one of the interesting subjects in nuclear science. These pollution and climate change. It is also used in breath tests isotopes have some single nucleon out of the closed core in to determine the presence of the helicobacter pylori bacteria shell structure [1]. Determining the energy levels, charge which causes stomach ulcer. 13C can also be used for the radius and other static properties of nuclei, is one of the production of the radioisotope 13N which is a PET isotope useful components to cognition the nuclear structure [2]. -

Measurement of Beryllium in Biological Samples by Accelerator Mass Spectrometry: Applications for Studying Chronic Beryllium Disease
1614 Chem. Res. Toxicol. 2004, 17, 1614-1620 Measurement of Beryllium in Biological Samples by Accelerator Mass Spectrometry: Applications for Studying Chronic Beryllium Disease Marina L. Chiarappa-Zucca,*,† Robert C. Finkel,‡ Roger E. Martinelli,§ Jeffery E. McAninch,| David O. Nelson,⊥ and Kenneth W. Turteltaub⊥ Chemical Biology and Nuclear Division, Center for Accelerator Mass Spectrometry, Environmental Sciences Division, Physics and Advanced Technologies Directorate, and Biology and Biotechnology Research Program, Lawrence Livermore National Laboratory, Livermore, California 94551-0808 Received April 27, 2004 A method using accelerator mass spectrometry (AMS) has been developed for quantifying attomoles of beryllium (Be) in biological samples. This method provides the sensitivity to trace Be in biological samples at very low doses with the purpose of identifying the molecular targets involved in chronic beryllium disease. Proof of the method was tested by administering 0.001, 0.05, 0.5, and 5.0 µgof9Be and 10Be by intraperitoneal injection to male mice and removing the spleen, liver, femurs, blood, lungs, and kidneys after 24 h of exposure. These samples were prepared for AMS analysis by tissue digestion in nitric acid, followed by further organic oxidation with hydrogen peroxide and ammonium persulfate and, last, precipitation of Be with ammonium hydroxide and conversion to beryllium oxide at 800 °C. The 10Be/9Be ratio of the extracted beryllium oxide was measured by AMS, and Be in the original sample was calculated. Results indicate that Be levels were dose-dependent in all tissues and the highest levels were measured in the spleen and liver. The measured 10Be/9Be ratios spanned 4 orders of magnitude, from 10-10 to 10-14, with a detection limit of 3.0 × 10-14, which is equivalent to 0.8 amol of 10Be. -

Of 67 the Diagrams Show Two Different Models of an Atom. 'Plum Pudding'
Q1. The diagrams show two different models of an atom. ‘Plum pudding’ model Model used today (a) The particles labelled ‘Xߣ in the plum pudding model are also included in the model of the atom used today. What are the particles labelled ‘X’ ? _________________________ (1) (b) Scientists decided that the ‘plum pudding’ model was wrong and needed replacing. Which one of the following statements gives a reason for deciding that a scientific model needs replacing? Tick ( ) one box. The model is too simple. The model has been used by scientists for a long time. The model cannot explain the results from a new experiment. (1) (c) The table gives information about the three types of particle that are in the model of the atom used today. Page 1 of 67 Particle Relative mass Relative charge 1 +1 very small –1 1 0 Complete the table by adding the names of the particles. (2) (Total 4 marks) Q2. (a) The diagram represents an atom of beryllium. Use words from the box to label the diagram. electron ion isotope molecule nucleus (2) (b) Use crosses (x) to complete the diagram to show the electronic structure of a magnesium atom. The atomic (proton) number of magnesium is 12. (2) (Total 4 marks) Page 2 of 67 Q3. The diagram represents an atom. Choose words from the list to label the diagram. electron ion neutron nucleus (Total 3 marks) Q4. About 100 years ago a scientist called J. J. Thomson thought that an atom was a ball of positive charge with negative particles stuck inside. -

Nuclear Lattices, Mass and Stability
Open Access Library Journal Nuclear Lattices, Mass and Stability Henry Gu Cao, Zhiliang Cao, Wenan Qiang Northwestern University, Evanston, USA Email: [email protected] Received 20 April 2015; accepted 7 May 2015; published 13 May 2015 Copyright © 2015 by authors and OALib. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract A nucleus has a lattice configuration, a mass, and a half-life. There are many nuclear theories: BCS formalism focuses on Neutron-proton (np) pairing; AB initio calculation uses NCFC model; SEMF uses water drop model. However, the accepted theories give neither précised lattices of lower mass nuclei, nor an accurate calculation of nuclear mass. This paper uses the results of the latest Unified Field Theory (UFT) to derive a lattice configuration for each isotope. We found that a sim- plified BCS formalism can be used to calculate energies of the predicted lattice structure. Fur- thermore, mass calculation results and NMR data can be used to determine the right lattice struc- ture. Our results demonstrate the inseparable relationship among nuclear lattices, mass, and sta- bility. We anticipate that our essay will provide a new method that can predict the lattice of each isotope without the use of advanced mathematics. For example, the lattice of an unknown nucleus can be predicted using trial and error. The mass of the nuclear lattice can be calculated. If the cal- culation result matches the experimental data and NMR pattern supports the lattice as well, then the predicted nuclear lattice configuration is valid. -

Cosmic-Ray Isotope Measurements with HELIX
Cosmic-ray isotope measurements with HELIX PoS(ICRC2017)226 J. J. Beatty1, S. Coutu2, M. Gebhard3, N. Green4, D. Hanna5, B. Kunkler3, M. Lang3, 2 6 3 7 6 4 4 I. Mognet , D. Müller , J. Musser , S. Nutter , N. Park ∗, M. Schubnell , G. Tarlé , A. Tomasch4, G. Visser3, S. P. Wakely6, and I. Wisher6 1The Ohio University, Columbus, OH 43210 USA 2Pennsylvania State University, University Park, PA 16802 USA 3Indiana University, Bloomington, IN 47405 USA 4University of Michigan, Ann Arbor, MI 48109 USA 5McGill University, Montreal, Canada 6University of Chicago, Chicago, IL 60637 USA 7Northern Kentucky University, Highland Heights, KY 41099 USA HELIX (High Energy Light Isotope eXperiment) is a balloon-borne experiment designed to mea- sure the chemical and isotopic abundances of light cosmic ray nuclei. Detailed measurements by HELIX, especially of 10Be from 0.2 GeV/n to beyond3GeV/n, will provide an essential set of data for the study of propagation processes of the cosmic rays. HELIX consists of a 1 Tesla superconducting magnet with a high-resolution tracking system, time of flight detector, and a ring-imaging Cherenkov detector. The instrument is scheduled to have a long-duration balloon flight out of McMurdo Station during NASA’s 2019/20 Antarctic balloon campaign. In this talk, we will discuss the scientific goals and the design of the experiment, and report on its current status. 35th International Cosmic Ray Conference — ICRC2017 10–20 July, 2017 Bexco, Busan, Korea ∗Speaker. c Copyright owned by the author(s) under the terms of the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License (CC BY-NC-ND 4.0).