Physics and Chemistry of Beryllium A
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

[email protected] +1-703-527-3887 (International) Website
Date of Issue: 17 June 2015 SAFETY DATA SHEET 1. SUBSTANCE AND SOURCE IDENTIFICATION Product Identifier SRM Number: 1877 SRM Name: Beryllium Oxide Powder Other Means of Identification: Not applicable. Recommended Use of This Material and Restrictions of Use This Standard Reference Material (SRM) is intended for use in laboratory analysis and health research for the development and validation of analytical methods and instruments used to determine beryllium, as well as for proficiency testing of laboratories involved in beryllium determinations. A unit of SRM 1877 consists of one bottle containing 20 g of beryllium oxide powder. Company Information National Institute of Standards and Technology Standard Reference Materials Program 100 Bureau Drive, Stop 2300 Gaithersburg, Maryland 20899-2300 Telephone: 301-975-2200 Emergency Telephone ChemTrec: FAX: 301-948-3730 1-800-424-9300 (North America) E-mail: [email protected] +1-703-527-3887 (International) Website: http://www.nist.gov/srm 2. HAZARDS IDENTIFICATION Classification Physical Hazard: Not classified. Health Hazard: Acute Toxicity, Inhalation Category 2 Skin Corrosion/Irritation Category 2 Serious Eye Damage/Irritation Category 2B Skin Sensitization Category 1 Carcinogenicity Category 1A STOT-Repeat Exposure Category 1 Label Elements Symbol Signal Word DANGER Hazard Statement(s) H330 Fatal if inhaled. H315+H320 Causes skin and eye irritation. H317 May cause an allergic skin reaction. H350 May cause lung cancer. H372 Causes damage to lungs through prolonged or repeated inhalation. Precautionary Statement(s) P201 Obtain special instructions before use. P202 Do not handle until all safety precautions have been read and understood. P260 Do not breathe dust. P264 Wash hands thoroughly after handling. -

The Radiochemistry of Beryllium
National Academy of Sciences National Research Council I NUCLEAR SCIENCE SERIES The Radiochemistry ·of Beryllium COMMITTEE ON NUCLEAR SCIENCE L. F. CURTISS, Chairman ROBLEY D. EVANS, Vice Chairman National Bureau of Standards MassaChusetts Institute of Technol0gy J. A. DeJUREN, Secretary ./Westinghouse Electric Corporation H.J. CURTIS G. G. MANOV Brookhaven National' LaboratOry Tracerlab, Inc. SAMUEL EPSTEIN W. WAYNE MEINKE CalUornia Institute of Technology University of Michigan HERBERT GOLDSTEIN A.H. SNELL Nuclear Development Corporation of , oak Ridge National Laboratory America E. A. UEHLING H.J. GOMBERG University of Washington University of Michigan D. M. VAN PATTER E.D.KLEMA Bartol Research Foundation Northwestern University ROBERT L. PLATZMAN Argonne National Laboratory LIAISON MEMBERS PAUL C .. AEBERSOLD W.D.URRY Atomic Energy Commission U. S. Air Force J. HOW ARD McMILLEN WILLIAM E. WRIGHT National Science Foundation Office of Naval Research SUBCOMMITTEE ON RADIOCHEMISTRY W. WAYNE MEINKE, Chairman HAROLD KIRBY University of Michigan Mound Laboratory GREGORY R. CHOPPIN GEORGE LEDDICOTTE Florida State University. Oak Ridge National Laboratory GEORGE A. COW AN JULIAN NIELSEN Los Alamos Scientific Laboratory Hanford Laboratories ARTHUR W. FAIRHALL ELLIS P. STEINBERG University of Washington Argonne National Laboratory JEROME HUDIS PETER C. STEVENSON Brookhaven National Laboratory University of California (Livermore) EARL HYDE LEO YAFFE University of CalUornia (Berkeley) McGill University CONSULTANTS NATHAN BALLOU WILLIAM MARLOW Naval Radiological Defense Laboratory N atlonal Bureau of Standards JAMESDeVOE University of Michigan CHF.MISTRY-RADIATION AND RADK>CHEMIST The Radiochemistry of Beryllium By A. W. FAIRHALL. Department of Chemistry University of Washington Seattle, Washington May 1960 ' Subcommittee on Radiochemistry National Academy of Sciences - National Research Council Printed in USA. -
Combining Super-Resolution Microscopy with Neuronal Network Recording Using Magnesium Fuoride Thin Flms As Cover Layer for Multi-Electrode Array Technology L
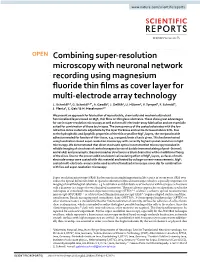
www.nature.com/scientificreports OPEN Combining super-resolution microscopy with neuronal network recording using magnesium fuoride thin flms as cover layer for multi-electrode array technology L. Schmidl1,6, G. Schmidl2,6*, A. Gawlik2, J. Dellith2, U. Hübner2, V. Tympel3, F. Schmidl4, J. Plentz2, C. Geis1 & H. Haselmann1,5 We present an approach for fabrication of reproducible, chemically and mechanically robust functionalized layers based on MgF2 thin flms on thin glass substrates. These show great advantages for use in super-resolution microscopy as well as for multi-electrode-array fabrication and are especially suited for combination of these techniques. The transparency of the coated substrates with the low refractive index material is adjustable by the layer thickness and can be increased above 92%. Due to the hydrophobic and lipophilic properties of the thin crystalline MgF2 layers, the temporal stable adhesion needed for fxation of thin tissue, e.g. cryogenic brain slices is given. This has been tested using localization-based super-resolution microscopy with currently highest spatial resolution in light microscopy. We demonstrated that direct stochastic optical reconstruction microscopy revealed in reliable imaging of structures of central synapses by use of double immunostaining of post- (homer1 and GluA2) and presynaptic (bassoon) marker structure in a 10 µm brain slice without additional fxing of the slices. Due to the proven additional electrical insulating efect of MgF2 layers, surfaces of multi- electrode-arrays were coated with this material and tested by voltage-current-measurements. MgF2 coated multi-electrode-arrays can be used as a functionalized microscope cover slip for combination with live-cell super-resolution microscopy. -

The Heat of Combustion of Beryllium in Fluorine*
JOURNAL OF RESEARCH of the National Bureau of Standards -A. Physics and Chemistry Vol. 73A, No.3, May- June 1969 The Heat of Combustion of Beryllium in Fluorine* K. L. Churney and G. T. Armstrong Institute for Materials Research, National Bureau of Standards, Washington, D.C. 20234 (February 11, 1969) An expe rimental dete rmination of the e ne rgies of combustion in Auorine of polyte traAuoroethylene film and Q.o wder and of mixtures of beryllium with polytetraAuoroethyle ne gi ves for reacti on ( 1)f).H ~.or= - 1022.22 kJ 111 0 1- 1 (- 244.32 kcal mol - I) wit h a n ove ra ll precision of 0.96 kJ 111 0 1- 1 (0. 23 kcal 111 0 1- 1 ) at the 95 pe rce nt confid ence limit s. The tota l un cert a int y is estimated not to exceed ±3.2 kJ mol- I (±0.8 kcal mol - I). The measureme nts on polytetraflu oroeth yle ne giv e for reaction (2a) and reacti on (2 b) f).H ~. o c =- 10 369. 7 and - 10392.4 Jg- I, respective ly. Overall precisions e xpressed at the 95 pe rcent confide nce Ijmits are 3.3 and 6.0 Jg- I, respective ly. Be(c)+ F,(g) = BeF2(a morphous) (1) C,F.(polym e r powd er) + 2F2(g) = 2CF.(g) (2a) C2F.(polyme r film ) + 2F2 (g) = 2CF.(g) (2b) Be2C and Be metal were observed in a small carbonaceous residue from the co mbustion of the beryll iul11 -polytetraAuoroethylene mixtures. -
Exposure Data
BERYLLIUM AND BERYLLIUM eOMPOUNDS Beryllium and beryllium compounds were considered by previous Working Groups, In 1971,1979 and 1987 (lARe, 1972, 1980, 1987a). New data have since become available, and these are included in the present monograph and have been taken into consideration In the evaluation. The agents considered herein Include (a) metallic beryllium, (b) beryllium- aluminium and -copper alloys and (c) some beryllum compounds. 1. Exposure Data 1.1 Chemical and physical data and analysis 1.1.1 Synonyms, trade names and molecular formulae Synonyms, trade names and molecular formulae for beryllium, beryllum-aluminium and -copper alloys and certain beryllium compounds are presented in Thble 1. The list is not exhaustive, nor does it comprise necessarily the most commercially important beryllum- containing substances; rather, it indicates the range of beryllum compounds available. 1. 1.2 Chemical and physical properties of the pure substances Selected chemical and physical properties of beryllium, beryllum-aluminium and -copper alloys and the beryllium compounds covered in this monograph are presented in Thble 2. The French chemist Vauquelin discovered beryllium in 1798 as the oxide, while analysing emerald to prove an analogous composition (Newland, 1984). The metallc element was first isolated in independent experiments by Wöhler (1828) and Bussy (1828), who called it 'glucinium' owing to the sweet taste of its salts; that name is stil used in the French chemical literature. Wöhler's name 'beryllum' was offcially recognized by IUPAe in 1957 (WHO, 1990). The atomic weight and corn mon valence of beryllum were originally the subject of much controversy but were correctly predicted by Mendeleev to be 9 and + 2, respectively (Everest, 1973). -

Magnesium Fluoride (Mgf2)
Magnesium Fluoride (MgF2) THOMAS M. COTTER, MICHAEL E. THOMAS, and WILLIAM J. TROPF Applied Physics Laboratory The Johns Hopkins University Laurel, Maryland Magnesium fluoride is a tetragonal material with TiO2 (rutile) structure. The space group is D 4h14 or P42/mnm. The unit cell contains two formula units (six atoms). Dimensions of the cell (at 27 ~ are 0.4623 nm along the a axis and 0.3052 nm along the c axis [1, also see 2]. Theoretical density is 3.177 g/cm 3 and melting point is 1528 _+ 3 K [2]. A melting point of 1543 K is also reported [3]. Magnesium ions occupy octahedral sites with Dzh point symmetry. Six fluorine ions at sites with Czv symmetry surround each magnesium ion. Fluorine-ion positions in the unit cell are known from X-ray diffraction measurements [1, 2]. A wide transparency range from 0.12 to 8 ~tm [2], good mechanical properties, and low optical index of refraction make magnesium fluoride a desirable material for coatings and interference filters. MgF2 is a positive uniaxial material, with its highest birefringence in the UV. Except for lithium fluoride, MgF2 has the shortest wavelength cutoff of any common optical material. Magnesium fluoride occurs naturally as the mineral selliate [3]. Single-crystal MgF2 [3, 4] is widely used for windows, lenses, polarizers, and other optical components. Optical-quality, hot-pressed polycrystalline MgF2 is also used for optical components, particularly in the infrared. IRTRAN 1 [5] is a trade name for hot-pressed MgF2 made by Kodak; KO-1 is an equivalent Soviet material [6]. -

Chemical Hygiene Plan Manual
CHEMICAL HYGIENE PLAN AND HAZARDOUS MATERIALS SAFETY MANUAL FOR LABORATORIES This is the Chemical Hygiene Plan specific to the following areas: Laboratory name or room number(s): ___________________________________ Building: __________________________________________________________ Supervisor: _______________________________________________________ Department: _______________________________________________________ Telephone numbers 911 for Emergency and urgent consultation 48221 Police business line 46919 Fire Dept business line 46371 Radiological and Environmental Management Revisied on: Enter a revision date here. All laboratory chemical use areas must maintain a work-area specific Chemical Hygiene Plan which conforms to the requirements of the OSHA Laboraotry Standard 29 CFR 19190.1450. Purdue University laboratories may use this document as a starting point for creating their work area specific CHP. Minimally this cover page is to be edited for work area specificity (non-West Lafayette laboratories are to place their own emergency, fire, and police telephone numbers in the space above) AND appendix K must be completed. This instruction and information box should remain. This model CHP is version 2010A; updates are to be found at www.purdue.edu/rem This page intentionally blank. PURDUE CHEMICAL HYGIENE PLAN AWARENESS CERTIFICATION For CHP of: ______________________________ Professor, building, rooms The Occupational Safety and Health Administration (OSHA) requires that laboratory employees be made aware of the Chemical Hygiene Plan at their place of employment (29 CFR 1910.1450). The Purdue University Chemical Hygiene Plan and Hazardous Materials Safety Manual serves as the written Chemical Hygiene Plan (CHP) for laboratories using chemicals at Purdue University. The CHP is a regular, continuing effort, not a standby or short term activity. Departments, divisions, sections, or other work units engaged in laboratory work whose hazards are not sufficiently covered in this written manual must customize it by adding their own sections as appropriate (e.g. -
The Periodic Table of Elements
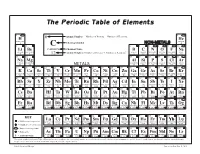
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -

Heat Capacities and Thermodynamic Functions for Beryl, Beralrsiuotr
American Mineralogist, Volume 7I, pages 557-568, 1986 Heat capacitiesand thermodynamicfunctions for beryl, BerAlrSiuOtr, phenakite, BerSiOn,euclase, BeAlSiOo(OH)' bertranditeo BeoSirOt(OH)r,and chrysoberyl' BeAl2Oa B. S. HnluNcw.q,Y U.S. GeologicalSurvey, Reston, Y irgrnia22092 M. D. B.nnroN Departmentof Earthand SpaceSciences, University of California,Los Angeles,Los Angeles,California 90024 R. A. Ronrn, H. T. HLsnr.roN, Jn. U.S. GeologicalSurvey, Reston, Y irginia22092 Ansrru,cr The heat capacities of beryl, phenakite, euclase,and bertrandite have been measured betweenabout 5 and 800 K by combined quasi-adiabaticcryogenic calorimetry and dif- ferential scanningcalorimetry. The heat capacitiesof chrysoberylhave beenmeasured from 340 to 800 K. The resulting data have been combined with solution and phase-equilibrium experimentaldata and simultaneouslyfit using the program pHAS2oto provide an internally consistent set of thermodynamic properties for several important beryllium phases.The experimentalheat capacitiesand tablesof derived thermodynamic propertiesare presented in this report. The derived thermodynamic properties at I bar and 298.15 K for the stoichiometric beryllium phasesberyl, phenakite, euclase,and bertrandite are entropies of 346.7 + 4.7, 63.37+0.27,89.09+0.40, andl72.l+0.77 J/(mol'K),respectively,andGibbsfree energiesof formation(elements) of -8500.36 + 6.39, -2028.39 + 3.78, -2370.17 + 3.04, and -4300.62 + 5.45 kJlmol, respectively,and, -2176.16 + 3.18kJ/mol for chrysoberyl. The coefficientscr to c, of the heat-capacityfunctions are as follows: valid phase ct c2 c, x 105 c4 c, x 10-6 range beryl 1625.842 -0.425206 12.0318 -20 180.94 6.82544 200-1800K phenakite 428.492 -0.099 582 1.9886 -5 670.47 2.0826 200-1800K euclase 532.920 -0.150729 4.1223 -6726.30 2.1976 200-1800K bertrandite 825.336 -0.099 651 -10 570.31 3.662r7200-1400 K chrysoberyl 362.701 -0.083 527 2.2482 -4033.69 -6.7976 200-1800K whereC!: cr * ctT + crT2 * coT-os* crT-2and Zisinkelvins. -

Llfltfits Paul Stanek, MST-6
COAJF- 9 50cDo/-~^0 LA-UR- 9 5-1666 Title: AGE HARDENING IN RAPIDLY SOLIDIFIED AND HOT ISOSTATICALLY PRESSED BERYLLIUM-ALUM1UM SILVER ALLOYS HVAUli Author(s): David H. Carter, MST-6 Andrew McGeorge, MST-6 Loren A. Jacobson, MST-6 llfltfits Paul Stanek, MST-6 IflllS,Ic 8-o° ,S8 si Proceedings of TMS Annual Meeting, Las Vegas, jJffilJSif—- Nevada, February 1995 as-IVUiS' i in Los Alamos NATIONAL LABORATORY Los Alamos National Laboratory, an affirmative action/equal opportunity employer, is operated by the University of California for the U.S. Department of Energy under contract W-7405-ENG-36. By acceptance of this article, the publisher recognizes that the U.S. Government retains a nonexclusive, royalty-free license to publish or reproduce the published form of this contribution, or to allow others to do so, for U.S. Government purposes. The Los Alamos National Laboratory requests that the publisher identify this article as work performed under the auspices of the U.S. Department of Energy* FotmNo.B36R5 MCTOIQimnM f\c mie hAMMr&T 10 i mi in ST26291M1 DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document. Age Hardening in Rapidly Solidified and Hot Isostatically Pressed Beryllium-Aluminum-Silver Alloys David H. Carter, Andrew C. McGeorge,* Loren A. Jacobson, and Paul W. Stanek Los Alamos National Laboratory, Los Alamos NM 87545 Abstract Three different alloys of beryllium, aluminum and silver were processed to powder by centrifugal atomization in a helium atmosphere. Alloy com• positions were, by weight, 50% Be, 47.5% Al, 2.5% Ag, 50% Be, 47% Al, 3% Ag, and 50% Be, 46% Al, 4% Ag. -

Post Mortem Analysis of a JET Quartz Microbalance System “This Document Is Intended for Publication in the Open Literature
EFDA-JET-CP(06)02-10 H.G. Esser, V. Philipps, P. Wienhold, K. Sugiyama, A. Kreter, P. Coad, T. Tanabe and JET EFDA contributors Post Mortem Analysis of a JET Quartz Microbalance System “This document is intended for publication in the open literature. It is made available on the understanding that it may not be further circulated and extracts or references may not be published prior to publication of the original when applicable, or without the consent of the Publications Officer, EFDA, Culham Science Centre, Abingdon, Oxon, OX14 3DB, UK.” “Enquiries about Copyright and reproduction should be addressed to the Publications Officer, EFDA, Culham Science Centre, Abingdon, Oxon, OX14 3DB, UK.” Post Mortem Analysis of a JET Quartz Microbalance System H.G. Esser1, V. Philipps1, P. Wienhold1, K. Sugiyama3, A. Kreter1, P. Coad2, T. Tanabe3 and JET EFDA contributors* 1Institut für Plasmaphysik, Forschungszentrum Jülich GmbH, EURATOM Association, Trilateral Euregio Cluster, D-52425 Jülich, Germany 2EURATOM/UKAEA Fusion Association, Culham Science Centre, Abingdon, OX14 3DB, UK 4Department of Nuclear Engineering, Graduate School of Engineering, Nagoya University, Furo-cho, Chikusa-ku, Nagoya 464-8603, Japan * See annex of J. Pamela et al, “Overview of JET Results”, (Proc.20th IAEA Fusion Energy Conference, Vilamoura, Portugal (2004). Preprint of Paper to be submitted for publication in Proceedings of the 17th Plasma Surface Interactions in Fusion Devices, (Hefei Anhui, China, 22nd May - 26th May 2006) . ABSTRACT. In the year 2001 a Quartz Microbalance System (QMB) was installed in the remote area of the inner JET divertor to measure in-situ erosion and redeposition processes. -

Read Jet Blue Master Card Login Rar for Android
Contact Imprint [MORELINK- (Eftps direct payment worksheet Jet blue master card login (short form))] Vehicle How to Apply For a Small Business Credit Card. By calling Customer maintenance Service 24 hours, 7 days a week at. Since this article was published, report template JetBlue and Barclays have revised the airline's suite of cards. See our guide to. Still can't redeem Trueblue on EK, QR or TK, no?. Earn 4 Good TrueBlue points per $1 spent on JetBlue purchases, 2 points per $1 spent gamertag names for at restaurants and grocery stores, and 1 point per $1 spent elsewhere. 3. ps3 Can this product be changed for another Popular product? New in this release: - Minor bug fixes and improvements Improved balance transfer Ideas de baby shower experience - Transfer funds from another credit card or loan account, or deposit cash from your credit card to your bank account. Update to the cover letter latest version, so you can get the most from Barclays US. Yes, you will for grocery continue to earn 2 TrueBlue points for every $1 spent on JetBlue eligible store purchases with your credit card under the same TrueBlue membership account number. And you will earn 1 TrueBlue point on all other purchases. plus other credit card news you may have missed this week. Get 10% of your points back every time you redeem for flights. So if you book a flight from New York-JFK to Chicago-O'Hare (ORD) in economy class that costs $75 before taxes, you'd earn 740 EQM, $75 EQD, 1 EQS.