Properties, Treatment, and Testing of Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
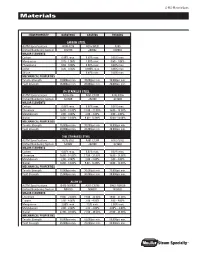
Materialspec Materials
S-MS-MaterialSpec Materials Item/ProPerty Barstock castIng ForgIng carBon steel ASTM Specifications A108-1215 A216-WCB A105 Unified Numbering System G12150 J03002 K03504 maJor elements Carbon 0.09% max. 0.30% max. 0.35% max. Manganese 0.75 - 1.05% 1.00% max. 0.60 - 1.05% Phosphorus 0.04 - 0.09% 0.04% max. 0.04% max. Sulfur 0.26 - 0.35% 0.045% max. 0.05% max. Silicon - 0.60% max. 0.35% max. mecHanIcal ProPertIes Tensile Strength 70,000psi min. 70,000psi min. 70,000psi min. Yield Strength 36,000psi min. 36,000psi min. 36,000psi min. 316 staInless steel ASTM Specifications A276-316 A351-CF8M A182-F316 Unified Numbering System S31600 J92900 S31600 maJor elements Carbon 0.08% max. 0.08% max. 0.08% max. Chromium 16.00 - 18.00% 18.00 - 21.00% 16.00 - 18.00% Molybdenum 2.00 - 3.00% 2.00 - 3.00% 2.00 - 3.00% Nickel 10.00 - 14.00% 9.00 - 13.00% 10.00 -14.00% mecHanIcal ProPertIes Tensile Strength 75,000psi min. 70,000psi min. 75,000psi min. Yield Strength 30,000psi min. 30,000psi min. 30,000psi min. 316l staInless steel ASTM Specifications A276-316L A351-CF3M A182-F316L Unified Numbering System S31603 J92800 S31603 maJor elements Carbon 0.03% max. 0.03% max. 0.03% max. Chromium 16.00 - 18.00% 17.00 - 21.00% 16.00 - 18.00% Molybdenum 2.00 - 3.00% 2.00 - 3.00% 2.00 - 3.00% Nickel 10.00 - 14.00% 9.00 - 13.00% 10.00 - 15.00% mecHanIcal ProPertIes Tensile Strength 70,000psi min. -

CDA 681 Bronze Brazing Alloy
Technical Data Sheet CDA 681 Bronze Brazing Alloy NOMINAL COMPOSITION Copper 58.0% ± 2.0% Zinc Remainder Iron 0.75% ± 0.45% Tin 0.95% ± 0.15% Manganese 0.01% - 0.50% Lead 0.05% Aluminum 0.01% Silicon 0.04% - 0.15% Other Elements (Total) 0.50% Max PHYSICAL PROPERTIES Color Brass Yellow Melting Point (Solidus) 1590°F (866°C) Flow Point (Liquidus) 1630°F (888°C) Brazing Temperature Range 1670°F - 1750°F (910°C - 954°C) Specific Gravity 8.07 Density (Lbs /in3) 0.292 Electrical Conductivity (%IACS) (1) 24.0 Electrical Resistivity (Microhm-cm) 7.18 (1) IACS = International Annealed Copper Standard PRODUCT USES CDA 681 is a low fuming bronze filler metal used for brazing of ferrous and non-ferrous alloys such steel and copper. This alloy is typically used where close fit up cannot be maintained and high brazing temperatures are permissible. BRAZING CHARACTERISTICS CDA 681 has a good wetting characteristics on ferrous and non-ferrous materials particularly steels and coppers. Maximum strength and joint integrity are obtained where joint clearance falls within the range of 0.003 in. - 0.005 in. per side. Handy Flux Hi-Temp should be used in conjunction with this alloy. Heating methods include torch, induction and furnace. PROPERTIES OF BRAZED JOINTS The properties of a brazed joint are dependent upon numerous factors including base metal properties, joint design, metallurgical interaction between the base metal and the filler metal. AVAILABLE FORMS Wire, engineered preforms, specialty preforms per customer specification. January 2017 CDA 681 Page 1 of 2 Lucas-Milhaupt, Inc. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -

Mcgraw-Hill Machining and Metalworking
McGraw-Hill Machining and Metalworking Ronald A. Walsh (deceased) Denis R. Cormier Associate Professor Department of Industrial Engineering North Carolina State University Third Edition McGraw-Hill New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Contents Preface xiii Acknowledgments xiv Introduction xv Chapter 1 Modern Metalworking Machinery, Tools, and Measuring Devices 1.1. Metalworking Process Overview 1 1.1.1. Primary processes 2 1.1.2. Metal- cutting processes 2 1.1.3. Sheet metal parts fabrication methods 7 1.2. Measurement and Gauging 8 1.2.1. Coordinate Measuring Machines (CMMs) 8 1.2.2. Handheld measurement and gauging devices 10 1.3. Statistical Process Control 11 1.3.1. Process capability 11 1.3.2. Control charts 14 ter2 Mathematics for Machinists and Metalworkers 17 2.1. General Mathematics, Algebra, and Trigonometry 17 2.1.1. General mathematics and algebraic procedures 17 2.1.2. Plane trigonometry 19 2.1.3. Important mathematical constants 31 2.1.4. Summary of trigonometric procedures for triangles 31 2.1.5. Powers-of-10 notation 33 2.2. Geometric Principles 34 2.3. Geometric Construction 41 2.4. Mensuration 49 2.5. Percentage Calculations 66 iv Contents 2.6. Decimal Equivalents and Millimeter Chart 69 2.7. Degrees and Radians Chart 70 2.8. Mathematical Signs and Symbols 70 2.9. Greek Alphabet 70 2.10. Sine Bar and Sine Plate Calculations 70 2.11. Solutions to Problems in Machining and Metalworking 77 Chapter 3 U.S. Customary and Metric (SI) Measures and Conversions 85 3.1. -

Designation: E527 − 12
پورتال تخصصی مواد مهندســی و فراینـــدهای ساخت و تولیـد www.asremavad.com https://t.me/asremavad Designation: E527 − 12 Standard Practice for Numbering Metals and Alloys in the Unified Numbering System (UNS)1 This standard is issued under the fixed designation E527; the number immediately following the designation indicates the year of original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. A superscript epsilon (´) indicates an editorial change since the last revision or reapproval. This standard has been approved for use by agencies of the Department of Defense. 1. Scope* Materials Division calls for “repetitive procurement by at least two users.” Thus, while no universal definition for usage criteria is established, the 1.1 This practice (Note 1) covers a unified numbering UNS numbers are intended to identify metals and alloys that are generally system (UNS) for metals and alloys that have a “commercial in regular production and use. A UNS number will not ordinarily be issued standing” (see Note 2), and covers the procedure by which for a material that has just been conceived or that is still in only such numbers are assigned. Section 2 describes the system of experimental trial. alphanumeric designations or “numbers” established for each 2. Description of Numbers (or Codes) Established for family of metals and alloys. Section 3 outlines the organization Metals and Alloys established for administering the system. Section 5 describes the procedure for requesting number assignment to metals and 2.1 The UNS establishes 18 series of numbers for metals alloys for which UNS numbers have not previously been and alloys, as shown in Table 1. -

CDA 680 Bronze Brazing Alloy
Technical Data Sheet CDA 680 Bronze Brazing Alloy NOMINAL COMPOSITION Copper 58.0% ± 2.0% Zinc Remainder Nickel 0.50% ± 0.30% Tin 0.95% ± 0.15% Iron 0.25% - 1.20% Manganese 0.01% - 0.50% Lead 0.05% Aluminum 0.01% Silicon 0.04% - 0.20% Other Elements (Total) 0.50% Max PHYSICAL PROPERTIES Color Brass Yellow Melting Point (Solidus) 1590°F (866°C) Flow Point (Liquidus) 1620°F (882°C) Brazing Temperature Range 1620°F - 1800°F (882°C - 982°C) Specific Gravity 8.07 Density (Lbs /in3) 0.292 Electrical Conductivity (%IACS) (1) 24.0 Electrical Resistivity (Microhm-cm) 7.18 (1) IACS = International Annealed Copper Standard PRODUCT USES CDA 680 is a low fuming bronze filler metal used for brazing of ferrous and non-ferrous alloys such steel and copper. This alloy is typically used where close fit up cannot be maintained and high brazing temperatures are permissible. BRAZING CHARACTERISTICS CDA 680 has a good wetting characteristics on ferrous and non-ferrous materials particularly steels and coppers. Maximum strength and joint integrity are obtained where joint clearance falls within the range of 0.003 in. - 0.005 (.076mm - 0.127mm) in. per side. Handy Flux® Hi-Temp should be used in conjunction with this alloy. Heating methods include torch, induction and furnace. PROPERTIES OF BRAZED JOINTS The properties of a brazed joint are dependent upon numerous factors including base metal properties, joint design, metallurgical interaction between the base metal and the filler metal. AVAILABLE FORMS Wire, strip, engineered preforms, specialty preforms per customer specification, powder and paste. -

Properties of Some Metals and Alloys
Properties of Some Metals and Alloys COPPER AND COPPER ALLOYS • WHITE METALS AND ALLOYS • ALUMINUM AND ALLOYS • MAGNESIUM ALLOYS • TITANIUM ALLOYS • RESISTANCE HEATING ALLOYS • MAGNETIC ALLOYS • CON- TROLLED EXPANSION AND CON- STANT — MODULUS ALLOYS • NICKEL AND ALLOYS • MONEL* NICKEL- COPPER ALLOYS • INCOLOY* NICKEL- IRON-CHROMIUM ALLOYS • INCONEL* NICKEL-CHROMIUM-IRON ALLOYS • NIMONIC* NICKEL-CHROMIUM ALLOYS • HASTELLOY* ALLOYS • CHLORIMET* ALLOYS • ILLIUM* ALLOYS • HIGH TEMPERATURE-HIGH STRENGTH ALLOYS • IRON AND STEEL ALLOYS • CAST IRON ALLOYS • WROUGHT STAINLESS STEEL • CAST CORROSION AND HEAT RESISTANT ALLOYS* REFRACTORY METALS AND ALLOYS • PRECIOUS METALS Copyright 1982, The International Nickel Company, Inc. Properties of Some Metals INTRODUCTION The information assembled in this publication has and Alloys been obtained from various sources. The chemical compositions and the mechanical and physical proper- ties are typical for the metals and alloys listed. The sources that have been most helpful are the metal and alloy producers, ALLOY DIGEST, WOLDMAN’S ENGI- NEERING ALLOYS, International Nickel’s publications and UNIFIED NUMBERING SYSTEM for METALS and ALLOYS. These data are presented to facilitate general compari- son and are not intended for specification or design purposes. Variations from these typical values can be expected and will be dependent upon mill practice and material form and size. Strength is generally higher, and ductility correspondingly lower, in the smaller sizes of rods and bars and in cold-drawn wire; the converse is true for the larger sizes. In the case of carbon, alloy and hardenable stainless steels, mechanical proper- ties and hardnesses vary widely with the particular heat treatment used. REFERENCES Many of the alloys listed in this publication are marketed under well-known trademarks of their pro- ducers, and an effort has been made to associate such trademarks with the applicable materials listed herein. -
The Naming and Numbering Of
THE NAMING AND NUMBERING OF STAINLESS STEELS The variety of numbering and naming systems for stainless steels is based on the fact that the alloys were developed by companies all over the world. Harold M. Cobb* Consultant Kennett Square, Pennsylvania he stainless steel industry had its begin- nings around the year 1912, when metal- lurgists in three countries quite acciden- Back in 1935, Allegheny Ludlum proposed building a stainless steel car to Ford tally performed a bit of alchemy when Motor Co. The idea took shape in the form of this 1936 Ford Deluxe Sedan. That Tthey turned iron into alloys that did not rust. The- car became the centerpiece of a campaign to show the public the wonders of stain- less steel. Image courtesy Allegheny Technologies Inc. oretical studies were conducted on iron-chromium and iron-chromium-nickel corrosion-resistant al- “Stainless Knife.” This is the first known use of loys in Europe between 1904 and 1911. However, the word “stainless” to describe the alloy. Also in it is generally accepted that the commercial de- 1914, the steel was being sold for the production velopment of stainless steels began with the work of aircraft engine valves under the name “Firth’s of Harry Brearley at the Brown Firth Research Lab- Aeroplane Steel” (FAS). In fact, the entire output oratories in Sheffield, England, and with the work of FAS was destined for this purpose throughout of Eduard Maurer and Benno Strauss at the Krupp the 1914-1918 war. In 1917, the Firth-Brearley Laboratories in Essen, Germany, both in 1912. -

Bar Data Handbook Aisi/Sae
BAR DATA HANDBOOK AISI/SAE Chemical Compositions and Metallurgical Data 8000 North County Road 225 East | Pittsboro, Indiana 46167 (877) 683-2277 | f: (317) 892-7005 SECOND EDITION TABLE OF CONTENTS INTRODUCTION SDI OVERVIEW 3 COMPANY HISTORY 4 PRODUCTS AND SERVICES 5 PROCESS DESCRIPTION AND CAPABILITIES 7 STEEL CHEMISTRIES MAJOR STEEL GROUPS 11 AISI-SAE GRADE SERIES OVERVIEW 12 STANDARD CARBON STEELS 15 RESULFURIZED CARBON STEELS 16 REPHOSPHURIZED AND RESULFURIZED CARBON STEELS 16 HIGH MANGANESE CARBON STEELS 17 CARBON AND CARBON-BORON H-STEELS 17 CHEMICAL RANGES AND LIMITS OF CARBON STEELS 18 PERMISSIBLE VARIATIONS OF CARBON STEEL 19 STANDARD ALLOY STEELS 20 STANDARD ALLOY H-STEELS 24 STANDARD ALLOY RH-STEELS 29 SAE POTENTIAL STANDARD STEELS 31 FORMER SAE EX AND PS STEELS 33 FORMER STANDARD SAE STEELS 37 BEARING QUALITY STEELS 50 ASTM A105 55 ASTM A182 56 ASTM A193 58 ASTM A213 59 ASTM A350 61 ASTM A572 62 ASTM A588 63 ASTM A920 64 CHEMICAL RANGES AND LIMITS OF ALLOY STEELS 65 PERMISSIBLE VARIATIONS OF ALLOY STEELS 66 SELECT AEROSPACE SPECIFICATIONS 67 SELECT DIN SPECIFICATIONS 70 HARDENABILITY STANDARD HARDENABILITY REQUIREMENTS 83 RESTRICTED HARDENABILITY REQUIREMENTS 107 SELECT DIN HARDENABILITY REQUIREMENTS 114 1 TABLE OF CONTENTS MECHANICAL PROPERTIES ASTM A105 131 ASTM A350 131 ASTM A434 132 ASTM A182 133 ASTM A193 135 ASTM A572 136 ASTM A588 136 ASTM A615 137 ESTIMATED MECHANICAL PROPERTIES OF STEEL BARS 139 MECHANICAL PROPERTY VARIATIONS WITH CARBON CONENT 150 BAR PROPERTIES COLD DRAWN OR TURNED AND POLISHED TOLERANCES 151 RECOMMENDED -

Development Of
Development of the UNIFIED NUMBERING This article reviews the Unified Numbering System for Metals and Alloys—what it is, why it was SYSTEM conceived, and how it was developed. Harold M. Cobb* Organization of UNS Metallurgical Consultant Kennett Square, Pennsylvania The UNS, jointly sponsored by the American Society for Testing and Materials (ASTM) and the Society of Automotive Engineers (SAE), is operated in accordance with ASTM E527/SAE J esignation systems for metals and alloys 1086, Recommended Practice for Numbering in the United States have traditionally been Metals and Alloys. The organization for admin- those established by various groups, in- istering the UNS consists of an advisory board, Dcluding metal producers; trade associa- three number-assigning offices, a corps of vol- tions such as the Aluminum Association (AA), the unteer consultants, and staffs at ASTM and SAE. American Iron & Steel Institute (AISI), and the Dr. James D. Redmond is the current chairman Copper Development Association (CDA); profes- of the UNS Advisory Board. sional societies such as the American Society for Testing and Materials (ASTM), the American *Life member of ASM International Welding Society (AWS), and the Society of Auto- ferent numbers, three digits for AISI and five digits for motive Engineers (SAE); and the U. S. government. SAE. By the 1960s, it was becoming increasingly ap- • Discontinued numbers: The AISI decided to dis- parent that the traditional approach to the designa- continue the practice of designating numbers for tion of metals left some problem areas that could steels, and this was a particular problem with re- not be satisfactorily solved. -

CUMULATIVE INDEX September 1952 Through December 2017
Materials Park, Ohio 44073-0002 :: 440.338.5151 :: Fax 440.338.8542 :: www.asminternational.org :: [email protected] Published by ASM International® :: Data shown are typical, not to be used for specification or final design. CUMULATIVE INDEX September 1952 through December 2017 Alphabetical listing by tradename or other designation and code number Alloy Steel Aluminum Beryllium Bismuth Carbon Steel Cast Iron Ceramic Chromium Cobalt Copper Gold Iron Lead Magnesium Molybdenum Nickel Neodymium Plastic Silver Stainless Steel Tin Titanium Tool Steel Tungsten Zinc Contents Alphabetical Index by Material Name Pages 3 through 35 Alphabetical Index within Material Group Pages 39 through 70 Copyright © 2017, ASM International®. All rights reserved. Published by ASM International® Materials Park, Ohio 44073-0002 [email protected] 440-338-5151, Fax 440-338-8542 www.asminternational.org Copyright © 2018 ASM International® All rights reserved No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the written permission of the copyright owner. Great care is taken in the compilation and production of this publication, but it should be made clear that NO WARRANTIES, EXPRESS OR IMPLIED, INCLUDING, WITHOUT LIMITATION, WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE, ARE GIVEN IN CONNECTION WITH THIS PUBLICATION. Although this information is believed to be accurate by ASM, ASM cannot guarantee that favorable results will be obtained from the use of this publication alone. This publication is intended for use by persons having technical skill, at their sole discretion and risk. Since the conditions of product or material use are outside of ASM’s control, ASM assumes no liability or obligation in connection with any use of this information. -
Design Guidelines for the Selection and Use of Stainless Steel
A DESIGNERS' HANDBOOK SERIES No 9014 DESIGN GUIDELINES FOR THE SELECTION AND USE OF STAINLESS STEEL NiDl Distributed by NICKEL DEVELOPMENT INSTITUTE courtesy of AMERICAN IRON AND STEEL INSTITUTE AND SPECIALTY STEEL INSTITUTE OF NORTH AMERICA CONTENTS Introduction ...................................... 1 Identification of Stainless Steel ........ 1 Guidelines for Selection ................... 5 Corrosion Resistance ....................... 5 Material Selection ....................... 5 Mechanical & Physical Properties ......................................... 9 Austenitic .................................... 9 Ferritic ......................................... 9 Martensitic .................................. 11 Precipitation Hardening .............. 12 High-Temperature Mechanical Properties ......................................... 14 Thermal Stability .............................. 14 Low-Temperature Mechanical Properties ......................................... 16 Heat Transfer Properties .................. 17 Sizes, Shapes, and Finishes ............ 18 Fabrication ....................................... 18 Hot Forming ..................................... 18 Cold Forming ................................... 25 Machining ......................................... 27 Joining .............................................. 28 Welding ....................................... 28 Soldering .................................... 29 Brazing ....................................... 29 Fastening .................................... 29 Surface Protection