Design Guidelines for the Selection and Use of Stainless Steel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wastewater Technology Fact Sheet: Ammonia Stripping
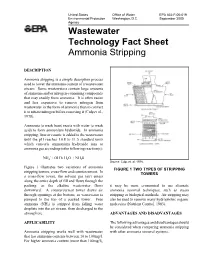
United States Office of Water EPA 832-F-00-019 Environmental Protection Washington, D.C. September 2000 Agency Wastewater Technology Fact Sheet Ammonia Stripping DESCRIPTION Ammonia stripping is a simple desorption process used to lower the ammonia content of a wastewater stream. Some wastewaters contain large amounts of ammonia and/or nitrogen-containing compounds that may readily form ammonia. It is often easier and less expensive to remove nitrogen from wastewater in the form of ammonia than to convert it to nitrate-nitrogen before removing it (Culp et al., 1978). Ammonia (a weak base) reacts with water (a weak acid) to form ammonium hydroxide. In ammonia stripping, lime or caustic is added to the wastewater until the pH reaches 10.8 to 11.5 standard units which converts ammonium hydroxide ions to ammonia gas according to the following reaction(s): + - NH4 + OH 6 H2O + NH38 Source: Culp, et. al, 1978. Figure 1 illustrates two variations of ammonia FIGURE 1 TWO TYPES OF STRIPPING stripping towers, cross-flow and countercurrent. In TOWERS a cross-flow tower, the solvent gas (air) enters along the entire depth of fill and flows through the packing, as the alkaline wastewater flows it may be more economical to use alternate downward. A countercurrent tower draws air ammonia removal techniques, such as steam through openings at the bottom, as wastewater is stripping or biological methods. Air stripping may pumped to the top of a packed tower. Free also be used to remove many hydrophobic organic ammonia (NH3) is stripped from falling water molecules (Nutrient Control, 1983). droplets into the air stream, then discharged to the atmosphere. -

High-Carbon Steels: Fully Pearlitic Microstructures and Applications
© 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) CHAPTER 15 High-Carbon Steels: Fully Pearlitic Microstructures and Applications Introduction THE TRANSFORMATION OF AUSTENITE to pearlite has been de- scribed in Chapter 4, “Pearlite, Ferrite, and Cementite,” and Chapter 13, “Normalizing, Annealing, and Spheroidizing Treatments; Ferrite/Pearlite Microstructures in Medium-Carbon Steels,” which have shown that as microstructure becomes fully pearlitic as steel carbon content approaches the eutectiod composition, around 0.80% carbon, strength increases, but resistance to cleavage fracture decreases. This chapter describes the me- chanical properties and demanding applications for which steels with fully pearlitic microstructures are well suited. With increasing cooling rates in the pearlite continuous cooling trans- formation range, or with isothermal transformation temperatures ap- proaching the pearlite nose of isothermal transformation diagrams, Fig. 4.3 in Chapter 4, the interlamellar spacing of pearlitic ferrite and cementite becomes very fine. As a result, for most ferrite/pearlite microstructures, the interlamellar spacing is too fine to be resolved in the light microscope, and the pearlite appears uniformly dark. Therefore, to resolve the inter- lamellar spacing of pearlite, scanning electron microscopy, and for the finest spacings, transmission electron microscopy (TEM), are necessary to resolve the two-phase structure of pearlite. Figure 15.1 is a TEM mi- crograph showing very fine interlamellar structure in a colony of pearlite from a high-carbon steel rail. This remarkable composite structure of duc- © 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) 282 / Steels: Processing, Structure, and Performance tile ferrite and high-strength cementite is the base microstructure for rail and the starting microstructure for high-strength wire applications. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -
Factors Impacting EGR Cooler Fouling – Main Effects and Interactions
Emissions Controls Technologies, Part 2 Factors Impacting EGR Cooler Fouling – Main Effects and Interactions 16th Directions in Engine-Efficiency and Emissions Research Conference Detroit, MI – September, 2010 Dan Styles, Eric Curtis, Nitia Ramesh Ford Motor Company – Powertrain Research and Advanced Engineering John Hoard, Dennis Assanis, Mehdi Abarham University of Michigan Scott Sluder, John Storey, Michael Lance Oakridge National Laboratory Page 1 DEER 2010 Benefits and Challenges of Cooled EGR • Benefits • Challenges Enables more EGR flow More HC’s/SOF Cooler intake charge temp More PM Reduces engine out NOx More heat rejection by reduced peak in-cylinder More condensation temps HC/PM deposition in cooler (fouling) degraded heat transfer and higher flow resistance Increasing EGR Rate PM Increasing EGR Cooling NOx After 200 hr. Fouling Test Page 2 DEER 2010 What is EGR Cooler Fouling? • Deposition of Exhaust Constituents on EGR Cooler Walls Decreases heat transfer effectiveness and increases flow restrictiveness Page 3 DEER 2010 Previous DEER Conferences • DEER 2007 Benefits of an EGR catalyst for EGR Cooler Fouling Reduction • DEER 2008 Overview of EGR Cooler Fouling Literature Search Results of initial controlled fouling experiment High gas flow velocities reduce exhaust constituent trapping efficiency Low coolant temperatures increase Hydrocarbon condensation An oxidation catalyst is only marginally helpful at eliminating the heavier Hydrocarbons that are likely to condense in an EGR cooler • DEER 2009 Further -

2000 Stainless Steels: an Introduction to Their Metallurgy and Corrosion
Dairy, Food and Environmental Sanitation, Vol. 20, No. 7, Pages 506-517 Copyright© International Association for Food Protection, 6200 Aurora Ave., Suite 200W, Des Moines, IA 50322 Stainless Steels: An Introduction to Their Metallurgy and Corrosion Resistance Roger A. Covert and Arthur H. Tuthill* and why they sometimes do not. In most cases, selection of the proper stainless steel leads to satisfactory performance. COMPOSITION, NOMEN- CLATURE AND GENERAL PROPERTIES Most metals are mixtures of a primary metallic element and one or more intentionally added other ele- This article has been peer-reviewed by two professionals. ments. These mixtures of elements are called alloys. Stainless steels are alloys, as are brasses (copper + zinc), bronzes (copper + tin), the many alu- INTRODUCTION better understanding of stainless minum alloys, and many other me- Worldwide, in industry, in busi- steels, especially to the non-metal- tallic materials. In general, solid ness and in the home, metals called lurgist. metals and alloys consist of randomly stainless steels are used daily. It is Industries are concerned with oriented grains that have a well-de- important to understand what these integrity of equipment and product fined crystalline structure, or lattice, materials are and why they behave purity. To achieve these, stainless within the grains. In stainless steels, the way they do. This is especially steels are often the economical and the crystalline structures within the true because the word “stainless” is practical materials of choice for pro- grains have been given names such as itself somewhat of a misnomer; these cess equipment. However, before ferrite, austenite, martensite, or a materials can stain and can corrode intelligent decisions can be made mixture of two or more of these. -

Carbon Steel
EN380 12-wk Exam Solution Fall 2019 Carbon Steel. 1. [19 pts] Three compositions of plain carbon steel are cooled very slowly in a turned-off furnace from ≈ 830◦C (see phase diagram below). For each composition, the FCC grains of γ−austenite (prior to transformation) are shown in an optical micrograph of the material surface. Sketch and label the phases making up the microstructures present in the right hand micrograph just after the austenite has completed transformation (note: the gray outlines of the prior γ grains may prove helpful). (a) [4 pts] C0 = 0:42% C (by wt). 830◦C 726◦C EN380 12-wk Exam Solution Page 1 Fall 2019 EN380 12-wk Exam Solution Fall 2019 (b) [4 pts] C0 = 0:80% C (by wt). 830◦C 726◦C (c) [4 pts] C0 = 1:05% C (by wt). 830◦C 726◦C (d) [7 pts] For the composition of part (c), C0 = 1:05% C (by wt), calculate the fraction of the solid that is pearlite at 726◦C. CF e3C − C0 6:67% − 1:05% Wpearlite = Wγ at 728◦C = = = 95:74% Pearlite CF e3C − Cγ 6:67% − 0:8% EN380 12-wk Exam Solution Page 2 Fall 2019 EN380 12-wk Exam Solution Fall 2019 2. [11 pts] Write in the correct term for each of the following related to carbon steels[1 pt each] (terms will be used exactly once): This material features carbon content in excess of Cast Iron 2:0% and is known for its excellent hardness, wear resistance, machinability and castability. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron
Metals and Materials International https://doi.org/10.1007/s12540-019-00245-y Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron M. Górny1 · G. Angella2 · E. Tyrała1 · M. Kawalec1 · S. Paź1 · A. Kmita3 Received: 17 December 2018 / Accepted: 14 January 2019 © The Author(s) 2019 Abstract This paper considers the important factors of the production of high-strength ADI (Austempered Ductile Iron); namely, the austenitization stage during heat treatment. The two series of ADI with diferent initial microstructures were taken into consideration in this work. Experiments were carried out for castings with a 25-mm-walled thickness. Variable techniques (OM, SEM, dilatometry, DSC, Variable Magnetic Field, hardness, and impact strength measurements) were used for investi- gations of the infuence of austenitization time on austempering transformation kinetics and structure in austempered ductile iron. The outcome of this work indicates that the austenitizing temperature has a very signifcant impact on structure homo- geneity and the resultant mechanical properties. It has been shown that the homogeneity of the metallic matrix of the ADI microstructure strongly depends on the austenitizing temperature and the initial microstructure of the spheroidal cast irons (mainly through the number of graphite nodules). In addition, this work shows the role of the austenitization temperature on the formation of Mg–Cu precipitations in ADI. Keywords Metals · Casting · ADI · Heat treatment · Mg2Cu particles 1 Introduction light/heavy trucks, construction and mining equipment, railroad, agricultural, gears and crankshafts, and brackets, Austempered ductile iron (ADI) belongs to the spheroidal among others [5–7]. In the literature, numerous papers have graphite cast iron (SGI) family, which is subjected to heat been published on ADI: particularly, on the numerical sim- treatment; i.e., austenitization and austempering. -

History of the Hardening of Steel : Science and Technology J
HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY J. Vanpaemel To cite this version: J. Vanpaemel. HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY. Journal de Physique Colloques, 1982, 43 (C4), pp.C4-847-C4-854. 10.1051/jphyscol:19824139. jpa- 00222126 HAL Id: jpa-00222126 https://hal.archives-ouvertes.fr/jpa-00222126 Submitted on 1 Jan 1982 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. JOURNAL DE PHYSIQUE Colloque C4, suppZ4ment au no 12, Tome 43, de'cembre 1982 page C4-847 HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY 3. Vanpaemel Center for historical and socio-economical studies on science and technology Teer EZstZaan 41, 3030 Leuven, SeZgim (Accepted 3 November 1982) Abstract. - The knowledge of the hardening phenomenon was achieved through a very cumulative process without any dis- continuity or 'scientific crisis' . The history of the hardening shows a definite interrelationship between techno- logical approach (or the application-side) and academic science . The hardening of steel appears to have been an operation in common use among the early Greeks The Greek and Roman smiths knew, from experience, how to control the. -
Updated Course Guide Jan 2017.Pdf
1 Wilmot Union High School Mission Statement As a professional learning community, Wilmot Union High School's core purpose is to ensure our students are college, career, and civic ready by fostering a culture of life-long learning. District Vision As a learning community and through community involvement, Wilmot Union High School has developed a clear sense of who we want to become through a process where district stakeholders: students, staff, parents, community members, business partners and Board of Education members came together and identified the key characteristics and values we want to exemplify. These characteristics and values were aligned under five pillars to further define the key areas of focus for our learning community. I. Safe and Supportive Learning Environment II. Equity and Access for All Students III. Community Partnerships IV. Collaborative Culture for Learning V. Curriculum, Instruction and Assessment It is through these five pillars and their guiding statements that WUHS and our stakeholders will empower one another to create and fulfill the goals and commitments that will bring our vision to fruition. We invite every stakeholder of the WUHS learning community to enter in to this process of adopting the defined values to fulfill our vision of an exemplary school. 2 Wilmot Union High School P.O. Box 8 11112 – 308th Avenue Wilmot, WI 53192 High School Administration (262) 862-2351 John LaFleur, Ph.D., Principal [email protected] Tom Blair, Associate Principal [email protected] Luke Braden, Associate -

Preparation and Mechanical Behavior of Ultra-High Strength Low-Carbon Steel
materials Article Preparation and Mechanical Behavior of Ultra-High Strength Low-Carbon Steel Zhiqing Lv 1,2,*, Lihua Qian 1, Shuai Liu 1, Le Zhan 1 and Siji Qin 1 1 Key Laboratory of Advanced Forging & Stamping Technology and Science, Ministry of Education of China Yanshan University, Qinhuangdao 066004, China; [email protected] (L.Q.); [email protected] (S.L.); [email protected] (L.Z.); [email protected] (S.Q.) 2 State Key Laboratory of Metastable Material Science and Technology, Yanshan University, Qinhuangdao 066004, China * Correspondence: [email protected] Received: 16 December 2019; Accepted: 14 January 2020; Published: 18 January 2020 Abstract: The low-carbon steel (~0.12 wt%) with complete martensite structure, obtained by quenching, was cold rolled to get the high-strength steel sheets. Then, the mechanical properties of the sheets were measured at different angles to the rolling direction, and the microstructural evolution of low-carbon martensite with cold rolling reduction was observed. The results show that the hardness and the strength gradually increase with increasing rolling reduction, while the elongation and impact toughness obviously decrease. The strength of the sheets with the same rolling reduction are different at the angles of 0◦, 45◦, and 90◦ to the rolling direction. The tensile strength (elongation) along the rolling direction is higher than that in the other two directions, but the differences between them are not obvious. When the aging was performed at a low temperature, the strength of the initial martensite and deformed martensite increased with increasing aging time during the early stages of aging, followed by a gradual decrease with further aging.