93 Superheaters and Superheated Steam
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Product Index for Print
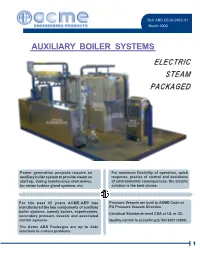
Bull: ABS-CEJS-24SC-01 March 2009 AUXILIARY BOILER SYSTEMS ELECTRICELECTRIC STEAMSTEAM PACKAGEDPACKAGED Power generation projects require an For maximum flexibility of operation, quick auxiliary boiler system to provide steam on response, precise of control and avoidance start-up, during maintenance shut-downs, of environmental consequences, the electric for steam turbine gland systems, etc. solution is the best choice. For the past 45 years ACME-AEP has Pressure Vessels are built to ASME Code or manufactured the key components of auxiliary EU Pressure Vessels Directive. boiler systems, namely boilers, superheaters, Electrical Standards meet CSA or UL or CE. secondary pressure vessels and associated control systems. Quality control is according to ISO 9001 (2000). The Acme ABS Packages are up to date solutions to current problems. 1 Ref: 19-092038 P & I DIAGRAM FOR CEJS HIGH VOLTAGE ELECTRODE BOILER WITH 2 CIRCULATION PUMPS The two diagrams shown are built around the key boiler component availability: CEJS High Voltage Electrode Steam Boiler 24 SC Immersion Element type Boiler Power: 5 MW to 52 MW Power: 600 kW to 3.5 MW Voltages: 6.9 kV to 25 kV, 3 phase, 4 wires Voltages: 380 V, 400 V, 415 V, 480 V, 600 V. 3 phase, 50/60Hz Design Pressure: 150 PSI to 500 PSI Design Pressure: 100 PSI to 600 PSI Operating Pressure: 105 PSI to 450 PSI Operating Pressure: 30 PSI to 540 PSI VERTICAL BOILER HORIZONTAL or VERTICAL BOILER Metal: Carbon steel Metal: Carbon steel or Stainless Steel Heating Elements: Flanged, Incoloy 800 2 Ref: 23-092044 ELECTRIC ELEMENT BOILER - SUPERHEATER PACKAGE PIPING DIAGRAM The two diagrams shown are slightly different but complement each other. -
Building a Small Horizontal Steam Engine
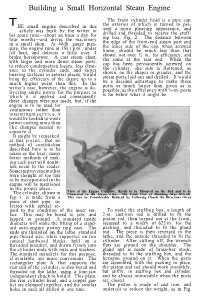
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems by Tony Ho a Dissertation
Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems By Tony Ho A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy in Engineering – Mechanical Engineering in the Graduate Division of the University of California, Berkeley Committee in charge: Professor Ralph Greif, Co-Chair Professor Samuel S. Mao, Co-Chair Professor Van P. Carey Professor Per F. Peterson Spring 2012 Abstract Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems by Tony Ho Doctor of Philosophy in Mechanical Engineering University of California, Berkeley Professor Ralph Greif, Co-Chair Professor Samuel S. Mao, Co-Chair The Organic Flash Cycle (OFC) is proposed as a vapor power cycle that could potentially increase power generation and improve the utilization efficiency of renewable energy and waste heat recovery systems. A brief review of current advanced vapor power cycles including the Organic Rankine Cycle (ORC), the zeotropic Rankine cycle, the Kalina cycle, the transcritical cycle, and the trilateral flash cycle is presented. The premise and motivation for the OFC concept is that essentially by improving temperature matching to the energy reservoir stream during heat addition to the power cycle, less irreversibilities are generated and more power can be produced from a given finite thermal energy reservoir. In this study, modern equations of state explicit in Helmholtz energy such as the BACKONE equations, multi-parameter Span- Wagner equations, and the equations compiled in NIST REFPROP 8.0 were used to accurately determine thermodynamic property data for the working fluids considered. Though these equations of state tend to be significantly more complex than cubic equations both in form and computational schemes, modern Helmholtz equations provide much higher accuracy in the high pressure regions, liquid regions, and two-phase regions and also can be extended to accurately describe complex polar fluids. -

QUIZ: Boiler System Components
9707 Key West Avenue, Suite 100 Rockville, MD 20850 Phone: 301-740-1421 Fax: 301-990-9771 E-Mail: [email protected] Part of the recertification process is to obtain Continuing Education Units (CEUs). One way to do that is to review a technical article and complete a short quiz. Scoring an 80% or better will grant you 0.5 CEUs. You need 25 CEUs over a 5-year period to be recertified. The quiz and article are posted below. Completed tests can be faxed (301-990-9771) or mailed (9707 Key West Avenue, Suite 100, Rockville, MD 20850) to AWT. Quizzes will be scored within 2 weeks of their receipt and you will be notified of the results. Name: ______________________________________________ Company: ___________________________________________ Address: ____________________________________________ City: ______________________ State: _____ Zip: ________ Phone: ______________________ Fax: __________________ E-mail: _____________________________________________ Boiler Systems – Boiler Components By Irvin J. Cotton, Arthur Freedman Associates, Inc. and Orin Hollander, Holland Technologies, Inc. This is part two of a three-part series on boilers. In part one, the authors discussed boiler design and classification. Part two will discuss boiler components, and part three will describe the various chemistries used in boiler water treatment. Boiler Components The main components in a boiler system are the boiler feedwater heaters, deaerator, boiler, feed pump, economizer, boiler, superheater, attemperator, steam system, condenser and the condensate pump. In addition there are sets of controls to monitor water and steam flow, fuel flow, airflow and chemical treatment additions. Water sample points may exist at a number of places. Most typically the condensate, deaerator outlet, feedwater (often the economizer inlet), boiler, saturated steam and superheated steam will have sample points. -
PATENT SPECIFICATION <N) 1421907
PATENT SPECIFICATION <n) 1421907 (21) Application No. 39315/72 (22) Filed 23 Aug. 1972 (19) O ON (23) Complete Specification filed 13 Aug. 1973 (44) Complete Specification published 21 Jan. 1976 H (51) INT. CL.8 F22G 5/18 F22B 1/06 (52) Index at acceptance H F4A 8C Gil G19 G20 (72) Inventors: ANTHONY RANDLE LUNT and THOMAS DAVID ROBERTS (54) STEAM GENERATING PLANTS (71) We, UNITED KINGDOM ATOMIC superheater 2 for heat exchange with liquid ENERGY AUTHORITY LONDON, a British sodium. The liquid sodium is supplied from a Authority do hereby declare the invention, sodium cooled nuclear reactor which also is 50 for which we pray that a patent may be not shown as it forms no part of the present 5 grantedjjto us, and the method by which it is to invention. Between the steam drum 1 and the be performed, to be particularly described superheater 2 there is an injector 3 which is in and by the following statement:— connected by a branch line 4 to the outlet 5 This invention relates to steam generating of the superheater. The outlet 5 is also con- 55 plants. nected to a turbine stop valve (not shown). 10 In one known construction of steam gen- The branch line includes a control valve 6. erating plant wet steam is separated from the Referring now to Figure 2 the injector 3 liquid phase in a steam drum and the wet comprises a housing 7 having a nozzle 8 and steam is fed to a superheater constructed from a diffuser 9. The nozzle 8 is connected to the 60 stainless steel and through which liquid metal steam drum 1 whilst the diffuser 9 is con- 15 is passed in heat exchange with the steam. -

The Case for the AMERICAN Steam Locomotive
• raIns. AUGUST 1967 • 60, T .. ... ----------------- ' f!,' lIelllelllh~'1' jhis al'jkle ill IIl'cf'lIIh~'1' I!'f;f; TIC,\INS? Xow "'I ('xllel'j ('Ollles THE CASE fOR THE fRENCH STEAM"' LOCOMOTIVE iOl'jh with •.. The case for the AMERICAN steam locomotive 21 Avgus! 1967 - VERNON l. SMITH illVllrolion AUTHOR'S COllECTION OR AS NOTED 1 IN htl ''The Case lor the F~nch trains to be bandied - In America background r($ultcd In fine, ('COnomi- Steam Loc:omoltv(''' in Decem· th~ arc !ugh and harsh. 1::al handhna; of compound engines, her 1966 TRAINS, author R. K. E ... tVl!> (3) MllK:ellancous conditIons - thc Many of the later (our-cylindcI' en_ stated, ", .. The fact ,'emains unques labol' market, the workIng clearances gines have the two r(l8ch I'ods cvn ti oned that nowhere in the world W3$ (loading gau,ge), the maIntenance ncctcd or 11ll1ned togcther to avoid the art of Sl~ locomotivt' design praclLcH, and the 1~'omoIlH: availa ImpI'opcr dIvision of the work by the developed as far and 1.$ clOSt' to per_ bility and utilization required. englneman b<>tween the hil1;h- and ft.oction as In France," MI'. Evans in his arucle Jit>okl> of lov.·-plcssul·c syste.ns, This suggeslS I question the claim put forth by compounding and mamtenance, draw that the labol market may be chonging Mr. Evans, because It 111 not supported bu horsepow(>r, fuel et.'(lnomy, valve Il\ France and that less refined loco by data and performance records gears. improved (ront ends, enlarged mouve dnving is taking place, And It gother(X{ during !.he high Iide of tteam and exhaust pa...sages, riding means that some of the original ('C;'01l- American locomolh,c design qualities and speed, and bOIler blow_ 01111(-'$ ar1! not beint, obtained. -

OGV Slide Valve Low-Load Emissions Evaluation
OGV Slide Valve Low-Load Emissions Evaluation CONVENTIONAL SLIDE FUEL VALVE FUEL VALVE Technology Manufacturer MAN Diesel & Turbo A/S Co-Participants MAN Diesel & Turbo A/S Mitsui Engineering & Shipbuilding Co, LTD Starcrest Consulting Group, LLC Background In 2008, the Port of Los Angeles and the Port of Long Beach participated in a demonstration of slide-type fuel valves to quantify their effectiveness as an emissions reduction retrofit technology for ocean-going vessels (OGVs) equipped with Tier 0 and Tier 1 two-stroke diesel main engines1. The demonstration was conducted aboard the APL Singapore. This new type of OGV main engine fuel valve is designed to improve combustion properties by eliminating sac volume (i.e., fuel drips) at the valve nozzle. The elimination of the sac volume results in lower fuel oil consumption. In addition, slide valve nozzles incorporate an optimized spray pattern designed to improve the combustion process - this is intended to reduce overall emissions, including hydrocarbon, NOx and particulate matter. The visible smoke level is also greatly reduced as a result of the improved combustion. The manufacturer, MAN Diesel & Turbo A/S (MDT), had previously published data suggesting slide valves offered a potential for a 30% reduction in NOx emissions and 25% reduction in DPM emissions when the technology is optimized in new engines. The results from the 2008 APL Singapore slide valve retrofit demonstration, although ultimately inconclusive, seemed to suggest that the use of slide valves as an OGV main engine retrofit technology might not provide the level of emission reductions originally anticipated. In addition to the APL data, new information provided by the manufacturer also indicated that potential benefits from slide valves could be eroded as engine load is reduced. -

Starting & Tuning the New TRX2.5 Engine
Starting & Tuning the New TRX2.5 Engine Starting & Tuning the New TRX2.5 Engine By Steve Slayden* Now that the amazing new T-Maxx 2.5 truck has been released and is in the hands of many excited and enthusiastic owners, I thought it was time to give some important tips on starting, breaking-in and tuning this hot little monster for maximum performance. This piece will be useful for anyone who has just purchased a new T-Maxx 2.5 and also those of you who are looking into getting one of your own. Some of the tips may even be helpful to some of you T-Maxx veterans out there as well, so grab your gear and let's get started. Tools and Accessories: As with all Traxxas RTR vehicles the T-Maxx comes pre-assembled with radio gear already installed. The instruction packet included in the box contains some important tools and accessories that can be used to perform minor maintenance tasks and repairs. Basic hand tools such as screwdrivers, pliers, Starting & Tuning the New TRX2.5 Engine wire cutters, etc. will be necessary to perform major disassembly of the truck. There will also be some accessory items needed to keep your truck up and running. I'll run down a list of important and handy items that will make working on and tuning your new Maxx a much more pleasurable experience. Some of the tools listed below are not absolutely necessary but will make tuning quicker and easier. I've listed only the tools that would be useful for this particular segment. -

Numerical Investigation of Superheater Tube Failure
This paper is part of the Proceedings of the 14th International Conference on Simulation and Experiments in Heat Transfer and its Applications (HT 2016) www.witconferences.com Numerical investigation of superheater tube failure H. H. Al-Kayiem & T. M. B. Albarody Mechanical Engineering Department, Universiti Teknologi PETRONAS, Perak, Malaysia Abstract Industrial superheaters in petrochemical plants possess leakages due to failure in many areas. This paper presents the results of investigations into identifying the failure causes. The investigations were carried out by simulating the heating process of a superheater. The simulation was carried out numerically using ANSYS mechanical commercial software. The simulation results indicated that the superheater tubes were subjected to direct radiation heat transfer as well as flame violence. The leakage spots were formed due to cracks in the material mainly at the joint points between the tubes and the header. It was also realized that the welding at the connection areas of the pipes and the header had weakened the material and formed low thermal resistance spots which could not stand the 510°C temperature and consequently, it had either melted or cracked. Keywords: boiler, superheater, thermal wave, thermal fatigue, thermal stress. 1 Introduction The basic failure mechanism, in the piping process, is fatigue due to vibration and/or thermal stresses caused by internal and/or external flows in pipes, junctions, and bends. When high temperature exists in the process, the possibility of thermal fatigue increases the possibilities of piping failure. In the industrial practice, such problem is commonly associated with boilers, risers, and pipes subjected to intermittent internal flow and periodic heat impact from internal or external sources. -

Conventional Steam
DECEMBER 2019 Application Solutions Guide CONVENTIONAL STEAM Experience In Motion 1 Application Solutions Guide — The Global Combined Cycle Landscape TABLE OF CONTENTS THE GLOBAL CONVENTIONAL STEAM POWER FLOWSERVE PRODUCTS IN CONVENTIONAL PLANT LANDSCAPE . 3 STEAM POWER . 16 A Closer Look at Conventional Steam Conventional Steam Applications Power Technology . 5 Overview . 16 Basics . 5 Pumps for Conventional Steam Plants . 18 Plant Configurations and Sizes . 7 Valves for Conventional Steam Plants . 24 Flue Gas Desulfurization (FGD) . 8 Actuators for Conventional Steam Plants . 30 Conventional Steam Project Models . 11 Seals for Conventional Power Plants . 31 Seals for Wet Limestone Flue Gas THE CONVENTIONAL STEAM POWER- Desulfurization . 33 FLOWSERVE INTERFACE . 13 Business Impact and Focus Areas . 13 COMMUNICATING OUR VALUE . 34 The Big Picture . 13 Innovative Ways Flowserve Addresses The Flowserve Fit in Conventional Customer Challenges . 34 Steam Power . 13 APPENDIX . 35 PRODUCTS FOR STEAM POWER — Flowserve Value Proposition in Conventional Steam . 35 AT A GLANCE . 14 Sub-critical Versus Supercritical Pumps . 14 Power Plant . 36 Valves . 14 Reheat . 37 Seals . 14 Terminology . 38 Estimated Values by Plant Size . 15 Acronyms . 39 2 Application Solutions Guide — Conventional Steam THE GLOBAL CONVENTIONAL STEAM POWER PLANT LANDSCAPE Thermal power generation involves the conversion Combined cycle plants have become the preferred of heat energy into electric power. Fossil fuel power technology for gas-fired power generation for several plants as well as nuclear, biomass, geothermal reasons. The USC plant takes 40 to 50 months to and concentrated solar power (CSP) plants are all build; a combined cycle plant can be built in 20 to examples of thermal power generation. -
Thermodynamic Data
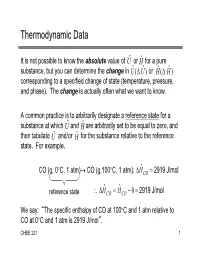
Thermodynamic Data It is not possible to know the absolute value of U ˆ or H ˆ for a pure substance, but you can determine the change in U ˆ ( U ˆ ) or Hˆ ( Hˆ ) corresponding to a specified change of state (temperature, pressure, and phase). The change is actually often what we want to know. A common practice is to arbitrarily designate a reference state for a substance at which U ˆ and H ˆ are arbitrarily set to be equal to zero, and then tabulate U ˆ and/or H ˆ for the substance relative to the reference state. For example, ˆ CO (g, 0C, 1 atm) CO (g,100C, 1 atm): HCO 2919 J/mol ˆ ˆ reference state HCO HCO 0 2919 J/mol We say: “The specific enthalpy of CO at 100C and 1 atm relative to CO at 0C and 1 atm is 2919 J/mol”. CHEE 221 1 Reference States and State Properties Most (all?) enthalpy tables report the reference states (T, P and State) on which the values of H ˆ are based; however, it is not necessary to know the reference state to calculate H (change in enthalpy) for the transition from one state to another. ˆ ˆ –H from state 1 to state 2 equals H 2 H 1 regardless of the reference state upon which ˆ and ˆ were based H1 H 2 – Caution: If you use different tables, you must make sure they have the same reference state This result is a consequence of the fact that H ˆ (and U ˆ ) are state properties, that is, their values depend only on the state of the species (temperature, pressure, state) and not on how the species reached its state. -

THROWBACK MODELLER September/October 2019 Issue 11 Continuing the Tradition…
THROWBACK MODELLER September/October 2019 Issue 11 Continuing the tradition…... It’s rude to ask a lady……. Exeter exhortations Always a Princess at heart 16MM HERITAGE LOCOMOTIVE OWNERS AND OPERATORS Throwback Modeller ASSOCIATION ISSUE 11 SEPTEMBER/O CTOBER 2019 I S S U E 1 1 Welcome to Issue Eleven No, no, no I was driving to only thing that re- work earlier this week listen- mains is my embar- ing to the radio and Zoe Ball rassment (and a hiked was telling me how many insurance premium). I weekends left until Christ- was most anxious to mas. What! Another year get sorted to get up to that’s flown by. I was drawn the Elsecar show - I up short by the fact that made it and had we’ve lost three 16mm char- planned to quietly run acters in the last two my Archangel Moel months, Jim, John and Brian. Tryfan. Despite my John had made his mark best efforts I couldn’t get On the subject of exhibitions through his models. Jim was her to run, and quiet went and gatherings we did hold a instrumental in hosting the out the window as the safety wet and windswept Heritage early garden meetings, es- valve lifted on the stalled Open day here again in Der- tablishing and growing the engine. by mid August (wet and early Association. Brian windswept in high sum- My guardian angel stepped made a different contribu- mer—grrrrr). It was a se- in and I’m looking forward to tion he was on the Associa- date affair as given the dropping down to see him tion Board for some of the weather it wasn’t a good and collecting the repaired time while I was Chair and outlook for people travelling loco in time for it’s next pub- then re-joined the Board distances.