Chapter 3 – the Need for Teazles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

To Let Single Storey Part Lofty Industrial
On the instructions of J R Burrows Ltd TO LET SINGLE STOREY PART LOFTY INDUSTRIAL/WAREHOUSE UNITS CARLINGHOW MILLS, BRADFORD ROAD, BATLEY, WEST YORKSHIRE, WF17 8LN 497 - 694m2 (5,355 -7,472 sq ft) . Highly prominent lofty warehouse unit immediately adjacent Bradford Road . Single storey engineering/industrial space . Both immediately available for early occupation *RENTS REDUCED* Location Rating Carlinghow Mills is situated in a highly prominent position with direct We are verbally advised by Kirklees Metropolitan Council the premises frontage to the A652 Bradford Road only a short distance from Batley are assessed as follows:- town centre and less than two miles to the north west of Dewsbury. The A652 Bradford Road links Dewsbury with Bradford, via Birstall, Unit V2 Carlinghow Mills £12,250 and allows access to the majority of main arterial routes serving the 507 Bradford Road, Carlinghow Mills (workshop only) £16,500 north Kirklees/Heavy Woollen district. The National Uniform Business Rate for 2014/15 is 48.6p in the £, The A652 Bradford Road junction with the main A62 Leeds Road is ignoring transitional phasing relief and allowances to small businesses. less than two miles to the north and provides direct access to junction 25 and 27 of the M62 (at Brighouse and Birstall respectively). These Prospective tenants should satisfy themselves with regard to all rating junctions of the M62, along with junction 26 at Cleckheaton, are all and planning matters direct with the Local Authority, Kirklees MC Tel: within a seven mile radius and junction 40 of the M1 is within ten miles. 01484 221000. Description Energy Performance Certificate Carlinghow Mills is a successful multi occupied mill complex providing The Energy Performance Certificate (EPC) for Unit V2 is below. -

Starting Bid of £120000 for Sale by Auction 2-4 Gelderd Road,Birstall
FOR SALE BY AUCTION 2-4 GELDERD ROAD,BIRSTALL, BATLEY WF17 9PX A MULTI USE BUILDING PRESENTLY USED BY THE BIRSTALL WELLBEING CENTRE OFFERING A VARIETY OF ACCOMMODATION ACROSS TWO LEVELS AMOUNTING TO 111m2/ 1,194ft2 THE PROPERTY WILL SUIT A VARIETY OF USES SUBJECT TO ANY NECESSARY CONSENTS. STARTING BID OF £120,000 01924 465671 AUCTION This property is for sale by the Modern Method of Auction which is not ACCOMMODATION to be confused with traditional auction. The Modern Method of Auction ELEMENT DESCRIPTION SIZE is a flexible buyer friendly method of purchase. We do not require the Ground Entrance hall, two offices, WC, purchaser to exchange contracts immediately. However from the date Floor Kitchen and an open plan yoga the Draft Contract is received by the buyers solicitor, the buyer is given studio / office, meeting room 56 days in which to complete the transaction, with the aim being to 50.5m2/543ft2 exchange contracts within the first 28 days. Allowing the additional time First Three treatment rooms / to exchange on the property means interested parties can proceed with Floor offices. Store cupboard and traditional residential finance. Upon close of a successful auction or if WC 2 2 the vendor accepts an offer during the auction, the buyer will be required 60.5m /651ft to make payment of a non-refundable Reservation Fee of 4.2% to a Outside A concrete shed to the rear and minimum of £6,000 including VAT 4.2% of the final agreed sale price Area the property has lighting and weather proof electrical including VAT. -

Annual Report for 2015
Working Men’s Club and Institute Union Limited ANNUAL REPORT FOR 2015 and BALANCE SHEET FOR THE YEAR ENDED 30 SEPTEMBER 2015 1 ANNUAL REPORT FOR 2015 AND BALANCE SHEET ANNUAL REPORT FOR 2015 AND BALANCE SHEET FOR THE YEAR ENDED 30TH SEPTEMBER 2015 9th APRIL 2016 253-254 Upper Street BLACKPOOL London N1 1RY ANNUAL MEETING Tel: 020 7226 0221 Fax: 020 7354 1847 Email: [email protected] Website: www.wmciu.org.uk OFFICERS JANUARY 2015 President: GEORGE DAWSON CMD Vice-President: JOHN TOBIN General Secretary: KENNETH D GREEN CMD National Executive Committee NAME ELECTORAL DISTRICT John Baker North West Metropolitan/North East Metropolitan Geoff Blakeley CMD Cumbria/Burnley & Pendle/Manchester Stephen Foster CMD Cleveland/Durham County Carol Goddard Warwickshire/South East Midlands Dave Gravel CMD York City/Leeds/Wakefield/Doncaster Brian Davies Philip Larkin West Yorkshire/Heavy Woollen/South Yorkshire John Heggs John Batchelor Derbyshire/Leicestershire Sid Hicks Scottish/Northumberland Chris O’Neill CMD Kent/South East Metropolitan Ken Roberts CMD South Wales/Monmouthshire Bob Russell CMD Western Counties/Wessex George Smith Cleveland/Durham County Geoff Whewell North Staffs/West Midland NB: John Heggs was elected to the National Executive representing Derbyshire/Leicestershire District following an election held in January 2015, due to the resignation of John Harris. 2 ADMINISTRATION TEAM AT 31ST JANUARY 2016 HEAD OFFICE DEPARTMENTAL HEADS Head Office Manager: Stephen Goulding Accountant: Steve Connell Rules Secretary: Maureen Ross Administrative -

Extract 5 John Keavey and Yorkshire Folk
JOHN KEAVEY AND YORKSHIRE FOLK JK It’s a lovely photograph. It takes me back, you know, to my early days. WRM Yes, this particular book would... I’m not sure which towns they cover; I don’t think Leeds will come into it very much. It’ll be heavy woollen industry, Huddersfield, Halifax, Bradford, that sort of area, and each little town would have a distinct characteristic, wouldn’t it? JK Well, I had an unusual link with those towns because as I mentioned I helped to form a cycling club in ’38. The background was in those days of course that I was a Roman Catholic. Now we had to go to Church on Sunday, and the problem was that the average cycling club, their times for starting runs were not geared to church services at all. So it meant that if we wanted to take up serious cycling we’d to spend half of Sunday morning chasing the club which had set off an hour earlier. So some of us got together and we formed our own club in Leeds. The essential part was we went to Church together and then we set off. Now some of the clubs had been started in Lancashire, so we tried to spread our activity and we did eventually have clubs in the heavy woollen district, in Bradford, Sheffield, Halifax, Huddersfield and so on, and in ’38 and ’39 it was one of my jobs for the national organisation that was being to developed to encourage parishes or groups of interested cyclists in these towns to develop their own club. -

Dewsbury Station Plan
Station Travel Plan - Dewsbury Introduction What is a Station Travel Plan? The Department for Transport defines a Station Travel Plan as: “A strategy for managing the travel generated by your organisation, with the aim of reducing its environmental impact, typically involving support for walking, cycling, public transport and car sharing”. TransPennine Express maintains Station Travel Plans for all 19 stations where they are currently the Station Facility Owner (SFO). Why Develop a Station Travel Plan? Up until March 2020 demand for rail continued to grow, with more and more people choosing to travel by rail each year. It is predicted that, post the COVID-19 pandemic, within the next 30 years demand for rail will more than double. TransPennine Express is at the heart of this growth, with double digit percentage growth in passenger journeys year on year, with a doubling of customer numbers since the franchise was established in 2004. With growth of this magnitude, it is important that alongside investing in new trains, operating more services and enhancing the customer experience, we are considerate of how customers travel to and from the station to access the railway network. Against the landscape of a changing culture towards private transport, with many millennials choosing not to own a car, and instead adopt solutions such as Uber, dockless bike hire and car sharing schemes, a Station Travel Plan allows operators to identify the developments which are required to keep pace with society. It also allows us to identify key areas of change, with the evident shift from internal combustion to electric cars and hybrids, we are able to set out plans for providing the infrastructure to support this shift. -
News and Views for Scouting in Gloucestershire July 2021
gscouts News and Views for Scouting in Gloucestershire July 2021 Badge Courses: Paddy Langham [email protected] County Administrator: Louise Little [email protected] Cranham Scout Centre: [email protected] 1.00 pm-4.00 pm 01452 812309 H.Q. Information Centre [email protected] Monday to Friday 9.00 am—5.00 pm 0345 300 1818 Emergency Out-of-Hours Service 24/7 020 8433 7100 Gloucestershire Scouting on the Water Website http://activities.gscouts.org.uk Have you seen our new GScouts website yet? Go to www.gscouts.org.uk If you want to print this magazine, it can be presented in A4 or as an A5 booklet. 2 Editorial In most of the last year, face-to-face Scouting has only been possible in the open, if at all. I know what a strain this has been on all our Leaders and I am proud to have witnessed the supreme efforts you have made to keep the show on the road,. One off the few duties I have had to undertake as Chair of Cotswold Vale District is the scrutiny of Risk Assessments and I am greatly impressed at the amount of work all of our Leaders have put in and the detail to which they have paid attention in ensuring all involved remain safe, yet are able to enjoy the excitement of the event. It is disappointing, however, that I have received for this magazine only a miniscule amount reflecting what has actually been done. Not a single picture! It would have been nice to advertise it. -

The Black Bull Guide Price: £145,000 Plus VAT 11 Market Square, Dewsbury, West Yorkshire, WF13 1AE Sole Selling Agents
LICENSED | LEISURE | COMMERCIAL For Sale Freehold Licensed Premises The Black Bull Guide Price: £145,000 plus VAT 11 Market Square, Dewsbury, West Yorkshire, WF13 1AE Sole Selling Agents Attractive Grade II Listed public house Prominently positioned in Dewsbury Market Place Late night operation with scope to further increase wet-sales Alternate use opportunity subject to conservation restrictions and the granting of relevant permissions 0113 8800 850 Second Floor, 17/19 Market Place, Wetherby, Leeds, LS22 6LQ [email protected] www.jamesabaker.co.uk The Black Bull For Sale Freehold Licensed Premises 11 Market Square, Dewsbury, West Yorkshire, WF13 1AE Guide Price: £145,000 plus VAT Sole Selling Agents Location Dewsbury is a minster town in the metropolitan borough of Kirklees, West Yorkshire. It is situated 6 miles west of Wakefield and 14 miles south of Leeds. Dewsbury is the largest town in the Heavy Woollen District, a conurbation of small mill towns and offers a wide variety of amenities and benefits from excellent transport links. The property is prominently positioned in the town centre, fronting Market Square on the fringe of a primary leisure and drinking circuit. Nearby occupiers include a variety of retail end users and various professional services. Accommodation The Black Bull is a stone built, Grade II listed character building which sits on a corner-plot, under a pitched tiled roof. The property would benefit from a programme of internal redecoration throughout. Furnished in a modern style, the ground floor trading areas comprise: an open plan floor plate which includes dance-floor, DJ booth and relaxed seating areas, arranged around a large central servery. -
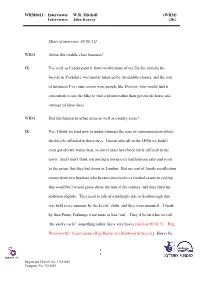
Interviewee John Keavey (JK)
WRM0011: Interviewer W.R. Mitchell (WRM) Interviewee John Keavey (JK) [Start of interview: 00:00:11] WRM About this middle-class business? JK Yes well, as I understand it from recollections of my Uncles initially the bicycle in Yorkshire was mostly taken up by the middle-classes, and the sort of instances I’ve come across were people like Doctors, who would find it convenient to use the bike to visit a patient rather than get out the horse and carriage of those days. WRM Did this happen in urban areas as well as country areas? JK Yes, I think we tend now to under-estimate the ease of communication which the bicycle afforded in those days. I mean after all in the 1890s we hadn’t even got electric trams then, so travel must have been fairly difficult in the town. And I don’t think our northern towns ever had hansom cabs and so on to the extent that they had down in London. But my sort of family recollection comes from two brothers who became involved to a limited extent in cycling, this would be I would guess about the turn of the century, and they fired my ambition slightly. They used to talk of a midnight ride to Scarborough that was held every summer by the Leeds’ clubs, and they were mounted... I think by then Penny Farthings were more or less ‘out’. They’d be on what we call ‘the safety cycle’, something rather like a very heavy [unclear 00:01:51 – Reg Woodworth? Could mean a Reg Harris or a Holdsworth bicycle]. -

Cleckheaton Sports & Social Club, Winner of 3Rd Place in the Yorkshire
Cleckheaton Sports & Social Club, Winner of 3rd place in the Yorkshire Club of the Year 1 Real Ale Talk Winter 2013 FESTIVAL OF BEER YOUR CHANCE TO TASTE THE BEST OF THE BEST IN BRITISH BREWING ICE SHEFFIELD 12TH - 15TH MARCH Over 300 British beer is thriving as never before. different Celebrate this national success story with styles of the Society of Independent Brewers. beer Check www.BeerX.org for ticket information @SIBA_BeerX Real Ale Talk Winter 2013 2 Contents & Festivals Contents Beer Festivals Near & Far Early Achievement by one of our Local Clubs Page 4 The Pub of the Season Award & December Wordsearch 5th - 8th New Breweries BF. Imperial Club, Cliff St, Page 5 Mexborough, S64 9HU. What Pub Thur & Fri 4pm – 11:30pm, Page 7 Sat & Sun 12 noon – 12 Midnight The Polypin Goes Home Page 8 22nd - 25th Manchester BF. Velodrome, National Cycling Manchester Beer Festival Ctr, Stuart St, Manchester M11 4DQ. Page 9 Wed 4:30 - 10:30pm; Thur & Fri 12 Noon – 10:30pm; Sat 11am – 7pm Hop to it! Page 11 Pub News January 2014 Pages 12 & 13 23st - 26th 1DYLJDWLRQ7DYHUQ0LU¿HOG±7%& American Beers - Western Style Pages 14 & 15 31st - 1st 10th Pendle BF. Municiple Hall, Coln, BB8 0EA How & Why CAMRA should Thur 4:30pm – 11pm; Fri & Sat 11:30 – 11pm attract new members Page 16 Doing the famous Ale Trail February Page 17 13th - 16th White Cross BF, White Cross, 2 Bradley Rd, Brewery Round Up Bradley. HD2 1XD Page 19 19th - 22nd NWAF. Roundhouse, Derby Rail station A Visit to Fawcett’s Maltings in Castleford DE24 8JE Page 20 Wed 4pm – 11pm; Thur – Sat -
Hartshead with Hightown
Parish Brochure for the United Benefice of: Hartshead with Hightown Roberttown and Scholes The Anglican Diocese of Leeds comprises five episcopal areas, each coterminous with an archdeaconry. This is now one of the largest Dioceses in the country and its creation in 2014 is unprecedented in the history of the Church of England. It covers an area of around 2,425 square miles with a population of around 2,642,400 people. The Diocese comprises major cities (Bradford, Leeds and Wakefield) large industrial and post-industrial towns (Halifax, Huddersfield and Dewsbury), market towns (Todmorden, Harrogate, Skipton, Richmond, Ripon and Wetherby) and deeply rural areas especially in the Dales. The whole of life is here, along with all the richness, diversity and complexities of a changing world. Five area bishops (Bradford, Huddersfield, Kirkstall, Ripon and Wakefield and five archdeacons (Bradford, Halifax, Leeds, Richmond and Craven and Wakefield. assist the Diocesan Bishop (The Rt. Revd Nicholas Baines) The benefice, Hartshead with Hightown, Scholes and Roberttown, is at the centre of the Huddersfield Episcopal Area, in the Archdeaconry of Halifax. The Bishop of Huddersfield is The Rt. Revd Dr Jonathan Gibbs and the Archdeacon of Halifax is The Venerable Dr Anne Dawtry. Our vision as a Diocese is about confident clergy equipping confident Christians to live and tell the Good News of Jesus Christ. For all our appointments we are seeking clergy who have a joyful and confident faith and with a commitment to church growth both numerical and spiritual. Benefice Overview The villages of Hartshead, Roberttown, Scholes and community of Hightown are close knit, semi-rural communities in the Spen Valley area of the Local Authority area of North Kirklees. -

Industrial Archaeology
RESEARCH AGENDA INDUSTRIAL ARCHAEOLOGY by Helen Gomersall This document is one of a series designed to enable our stakeholders and all those affected by our advice and recommendations to understand the basis on which we have taken a particular view in specific cases. It is also a means by which others can check that our recommendations are justifiable in terms of the current understanding of West Yorkshire s Historic Environment, and are being consistently applied. As the document is based upon current information, it is anticipated that future discoveries and reassessments will lead to modifications. If any readers wish to comment on the content, the Advisory Service will be glad to take their views into account when developing further versions. Please contact: The West Yorkshire Archaeology Advisory Service Registry of Deeds Newstead Road tel: 01924 306797 Wakefield, WF1 2DE email: [email protected] Issue 1, June 2005 (Reviewe d: 2009) © West Yorkshire Archaeology Advisory Service, 2005 Industrial Archaeology 1 1. INTRODUCTION 1.1 This paper is intended to give a brief overview of the current state of the publicly-accessible resource available for the study of Industrial Archaeology within West Yorkshire (that portion of the old West Riding which formed a Metropolitan County Council between 1972 and 1986), and to frame suggestions for further lines of directed research in the area. Within this context, the definition of Industrial Archaeology is based on the current practice of the West Yorkshire Archaeology Service Advisory Service. Industrial Archaeology is therefore defined as the study of the physical remains of all aspects of anthropogenic activity for the period 1700-1950, with an emphasis on the development and use of technology and manufacture. -

Crowned in Shamrocks Erin't Broad Acres: The
University of Huddersfield Repository Holmes, David Crowned in shamrocks erin©t Broad Acres: The emergence of the Irish Catholic community in Yorkshire, and the evolution of the West Riding©s forgotten Irish Rugby clubs, 1860-c 1920. Original Citation Holmes, David (2010) Crowned in shamrocks erin©t Broad Acres: The emergence of the Irish Catholic community in Yorkshire, and the evolution of the West Riding©s forgotten Irish Rugby clubs, 1860-c 1920. Doctoral thesis, University of Huddersfield. This version is available at http://eprints.hud.ac.uk/9080/ The University Repository is a digital collection of the research output of the University, available on Open Access. Copyright and Moral Rights for the items on this site are retained by the individual author and/or other copyright owners. Users may access full items free of charge; copies of full text items generally can be reproduced, displayed or performed and given to third parties in any format or medium for personal research or study, educational or not-for-profit purposes without prior permission or charge, provided: • The authors, title and full bibliographic details is credited in any copy; • A hyperlink and/or URL is included for the original metadata page; and • The content is not changed in any way. For more information, including our policy and submission procedure, please contact the Repository Team at: [email protected]. http://eprints.hud.ac.uk/ CROWNED IN SHAMROCKS ERIN‟T BROAD ACRES: THE EMERGENCE OF THE IRISH CATHOLIC COMMUNITY IN YORKSHIRE, AND THE EVOLUTION OF THE WEST RIDING‟S FORGOTTEN IRISH RUGBY CLUBS, 1860-c 1920.