Particleboards from Durian Peel and Coconut Coir
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Palm Tree Care
Palm Tree Care Introduction To think of Florida without imagining palm lined beaches, pink flamingos, and blue water is difficult. Palms trees are synonymous with our semi-tropical climate. This brochure will help you learn the basic needs of these tropical treasures. Palm Selection: Look at neighborhood palms and see which ones seem to thrive in your area. Take advantage of the many local nurseries within Broward County where you can see the many varieties of palms available. In most cases you can select and tag the palm that will be delivered to your property. Finally, you might go to one of your County Library Branches and look at a Florida Landscape Plants reference guide. You can obtain many ideas for Species selection and placement that could save you much time and effort. Lethal Yellowing susceptibility of many of Florida's palms makes it prudent to select a resistant species. This disease causes the bloom to turn black and the immature fruit to drop, followed by the yellowing of fronds from the lower to the upper areas, culminating in bud rot and subsequent death. Lethal Yellowing is transferred by the insect planthopper or leafhopper (Myndus crudus). Manila palms and many varieties of the Coconut palm are particularly vulnerable to this disease. Native palms are generally more resistant. These include Sabal palm, Royal palm, Paurotis palm, Florida Thatch palm and Key Thatch palms. Non- native resistant palms include Alexander, Queen, Washingtonia, Maypan Coconut, and other species. Further information about resistant palms can be obtained from the Broward County Cooperative Extension Service. -
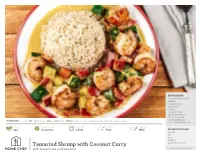
Tamarind Shrimp with Coconut Curry
IN YOUR BOX ¾ Cup Parboiled Brown Rice 2 Zucchini 1 Red Bell Pepper 2 Garlic Cloves 16 Shrimp 1 tsp. Curry Powder 1 tsp. Chopped Ginger 5.6 oz. Coconut Milk 1 oz. Sweet Chili Sauce NUTRITION per serving 75g carbohydrates 24g fat 26g protein 480mg sodium | low-calorie, gluten-free, dairy-free, soy-free, nut-free 1 ½ oz. Tamarind Concentrate Calories Prep & Cook Time Cook Within Difficulty Spice Level 595 25-35 min. 3 days Easy Mild IN YOUR KITCHEN Olive Oil Salt Pepper Small Pot Tamarind Shrimp with Coconut Curry Medium Non-Stick Pan with brown rice and zucchini www.homechef.com/3221 BEFORE YOU COOK • Take a minute to read through the recipe before you start–we promise it will be time well spent! • Thoroughly rinse produce and pat dry WHILE YOU COOK 1 2 3 • Salt refers to kosher salt in this recipe–it has bigger grains and is easier to pinch than table Prepare the Rice Prepare the Ingredients Cook the Vegetables salt, allowing more control over Bring a small pot with 1 ½ cups water and rice to a Trim zucchini ends, quarter, and cut into ½” dice. Heat 1 tsp. olive oil in a medium non-stick pan flavor. If using regular table salt, reduce measured amounts boil. Reduce to a simmer, cover, and cook until ten- Stem, seed, and cut red bell pepper into ½” dice. over medium-high heat. Add red bell pepper and by half. der and water has been absorbed, 17-20 minutes. Mince garlic. Rinse shrimp, pat dry, and season with zucchini to hot pan. -

Some Pre-Boom Developers of Dade County : Tequesta
Some Pre-Boom Developers of Dade County By ADAM G. ADAMS The great land boom in Florida was centered in 1925. Since that time much has been written about the more colorful participants in developments leading to the climax. John S. Collins, the Lummus brothers and Carl Fisher at Miami Beach and George E. Merrick at Coral Gables, have had much well deserved attention. Many others whose names were household words before and during the boom are now all but forgotten. This is an effort, necessarily limited, to give a brief description of the times and to recall the names of a few of those less prominent, withal important develop- ers of Dade County. It seems strange now that South Florida was so long in being discovered. The great migration westward which went on for most of the 19th Century in the United States had done little to change the Southeast. The cities along the coast, Charleston, Savannah, Jacksonville, Pensacola, Mobile and New Orleans were very old communities. They had been settled for a hundred years or more. These old communities were still struggling to overcome the domination of an economy controlled by the North. By the turn of the century Progressives were beginning to be heard, those who were rebelling against the alleged strangle hold the Corporations had on the People. This struggle was vehement in Florida, including Dade County. Florida had almost been forgotten since the Seminole Wars. There were no roads penetrating the 350 miles to Miami. All traffic was through Jacksonville, by rail or water. There resided the big merchants, the promi- nent lawyers and the ruling politicians. -

Durio Zibethinus
1 The Draft Genome of Tropical Fruit Durian (Durio zibethinus) 2 1,2,3,4,5,6# 2,7 2,7 3 3 Bin Tean Teh , Kevin Lim *, Chern Han Yong *, Cedric Chuan Young Ng *, Sushma Ramesh 8,14,15,16 3 2,4, 7 9 10 4 Rao , Vikneswari Rajasegaran , Weng Khong Lim , Choon Kiat Ong , Ki Chan , Vincent Kin 11 12 8,14,15,16,17 2,4,7 13 5 Yuen Cheng , Poh Sheng Soh , Sanjay Swarup , Steven G Rozen , Niranjan Nagarajan , 1,2,4,5,13# 6 Patrick Tan 7 8 1 9 Thorn Biosystems Pte Ltd, Singapore 2 10 Program in Cancer and Stem Cell Biology, Duke-NUS Medical School, Singapore 3 11 Laboratory of Cancer Epigenome, Division of Medical Science, National Cancer Centre, Singapore 4 12 SingHealth/Duke-NUS Institute of Precision Medicine, National Heart Centre, Singapore 5 13 Cancer Science Institute of Singapore, National University of Singapore, Singapore 6 14 Institute of Molecular and Cellular Biology, Singapore 7 15 Centre for Computational Biology, Duke-NUS Medical School, Singapore 8 16 Department of Biological Sciences, National University of Singapore, Singapore 9 17 Lymphoma Genomic Translational Research Laboratory, National Cancer Centre, Singapore 10 18 Global Databank, Singapore 11 19 Verdant Foundation, Hong Kong 12 20 Samsoney Group, Malaysia 13 21 Genome Institute of Singapore, Singapore 14 22 Singapore Centre for Environmental Life Sciences Engineering, Nanyang Technological University, 23 Singapore 15 24 Metabolites Biology Lab, National University of Singapore, Singapore 16 25 NUS Synthetic Biology for Clinical and Technological Innovation, Life Sciences Institute, National 26 University of Singapore, Singapore 17 27 NUS Environmental Research Institute, National University of Singapore, Singapore 28 29 30 * Denotes equal contribution 31 32 # Address correspondence: [email protected] (B.T.T.) or [email protected] 33 (P.T.) 34 2 35 Abstract 36 Durian (Durio zibethinus) is a South East Asian tropical plant species, well-known for its hefty spine- 37 covered fruit and notorious sulfury and onion-like odor. -
PROPAGATION and CULTIVATION TECHNIQUES of BENTARA DURIAN (Durio Zibethinus Murr)
ITTO PD 477/07 Rev. 4 (F) Improving Forest Functions in Bengkulu Province Through Community Participation in Rehabilitation of Degraded Forest by Using Local Prospective Commodities JAKARTA, DECEMBER 2018 Improving Forest Functions in Bengkulu Province Through Community Participation in Rehabilitation of Degraded Forest by Using Local Prospective Commodities By: Herry Gusmara, Gunggung Senoaji, Yansen, Rustama Saepudin, Kamboya THE DIRECTORATE OF FOREST TREE SEED JAKARTA, DECEMBER 2018 ITTO PD 477/07 Rev. 4 (F) Improving Forest Functions in Bengkulu Province Through Community Participation in Rehabilitation of Degraded Forest by Using Local Prospective Commodities. PROPAGATION AND CULTIVATION TECHNIQUES OF BENTARA DURIAN (Durio zibethinus Murr) By: Herry Gusmara, Gunggung Senoaji, Yansen, Rustama Saepudin, Kamboya Translated by: Herry Gusmara Proofreading by : Diah Rany, P.S Collaboration between: The Directorate of Forest Tree Seed, Ministry of Environment and Forestry, Government of Indonesia. Manggala Wanabakti Building, Jl. Gatot Subroto, Block I Floor 13rd, Central Jakarta. Telp. : 021-5730332 Facs. : 021-5730175 e-mail : [email protected] The Environment and Forestry Service of Bengkulu Province Jl. Pembangunan, Padang Harapan, Kota Bengkulu Telp : (0736) 20091, 22856 Facs : (0736) 22856 Second Edition, December 2018 Published by: The Directorate of Forest Tree Seed ITTO Project of PD 477/07 Rev. 4 (F) Manggala Wanabakti Building, Jl. Gatot Subroto, Block I Floor 13rd, Central Jakarta. Telp. : 021-5730332 Facs. : 021-5730175 e-mail : [email protected] ii | P a g e PREFACE The involvement of the community and the types of species that are used, usually determine the success of forest and land rehabilitation activities. In Bengkulu Province, one of the popular local prospectives species is Bentara Durian. -

Blueberry Coconut Crumb
Blueberry-Mango Crumb Pie Here we take a traditional blueberry pie and give it a tropical twist with some chopped mango and - if you like - a little bit of canned pineapple. Then, in keeping with the tropical vibe, we add flaked coconut to the topping. Use your favorite crust or the Buttermilk Pie Dough that follows. -Buttermilk Pie Dough (page 2) -1/2 cup sugar Filling -1 1/2 tablespoons cornstarch -3 cups fresh blueberries (1 1/2 pints) -pinch of salt -1 1/2 cups frozen mango chunks, cut in Coconut Crumb Topping small dice OR 1 cup mango plus 1/2 cup -3/4 cup all-purpose flour crushed or diced pineapple -3/4 cup sweetened flaked coconut -1 tablespoon lemon juice -1/2 cup sugar -2 teaspoons finely grated lemon zest -1/4 teaspoon salt -3/4 teaspoon coconut extract (optional) -5 tablespoons cold unsalted butter, diced 1. Prepare and refrigerate the pie dough for 30 to 45 minutes, if you haven't already. Roll the dough into an 11 1/2 to 12-inch circle and line a standard - not deep- dish - 9 or 9 1/2 inch pie pan with it, sculpting the overhanging dough into an upstanding ridge. Flute, if desired, then refrigerate the pie shell. 2. Prepare the Coconut Crumb Topping: Combine the flour, coconut, sugar, and salt in a food processor. Process briefly, to mix. Add the butter and pulse repeatedly, until the mixture resembles coarse crumbs. Turn it out into a shallow casserole dish and rub with your fingers to smear the butter into the mixture. -

Genetic Diversity of Hybrid Durian Resulted from Cross Breeding Between Durio Kutejensis and Durio Zibethinus Based on Random Amplified Polymorphic Dnas (Rapds)
American Journal of Molecular Biology, 2013, 3, 153-157 AJMB http://dx.doi.org/10.4236/ajmb.2013.33020 Published Online July 2013 (http://www.scirp.org/journal/ajmb/) Genetic diversity of hybrid durian resulted from cross breeding between Durio kutejensis and Durio zibethinus based on random amplified polymorphic DNAs (RAPDs) Tati Hariyati1, Joni Kusnadi1, Estri Laras Arumingtyas2 1Agroindustrial Biotechnology, Faculty of Agricultural Technology, University of Brawijaya, Malang, Indonesia 2Laboratory of Molecular Biology, Department of Biology, University of Brawijaya, Malang, Indonesia Email: [email protected], [email protected], [email protected] Received 17 April 2013; revised 17 May 2013; accepted 16 June 2013 Copyright © 2013 Tati Hariyati et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. ABSTRACT cal rain forests with the biggest biodiversity in the world, including genetic diversity of tropical fruits. Indonesia is One of the ways to improve the quality of Indonesian one of the eight centres of plant genetic diversity in the Durian is by utilizing germplasm diversity. Durio world, especially for tropical fruits like durian [1]. That zibethinus is the most cultivated durian in Indonesia, great amount of genetic diversity of Durio spp. in Indo- whereas Durio kutejensis is a unique durian cultivar nesia’s serves an essential base for plant breeding [2]. which has golden yellow fruit flesh without smell. Durian is one fruit commodities that has an important Crossbreeding of those two cultivars, in order to gen- economic value. -

Collection and Evaluation of Under-Utilized Tropical and Subtropical Fruit Tree Genetic Resources in Malaysia
J]RCAS International Symposium Series No. 3: 27-38 Session 1-3 27 Collection and Evaluation of Under-Utilized Tropical and Subtropical Fruit Tree Genetic Resources in Malaysia WONG, Kai Choo' Abstract Fruit tree genetic resources in Malaysia consist of cultivated and wild species. The cul tivated fruit trees number more than 100 species of both indigenous and introduced species. Among these fruits, some are popular and are widely cultivated throughout the country while others are less known and grown in small localized areas. The latter are the under-utilized fruit species. Apart from these cultivated fruits, there is also in the Malaysian natural forest a diversity of wild fruit tree species which produce edible fruits but are relatively unknown and unutilized. Many of the under-utilized and unutilized fruit species are known to show economic potential. Collection and evaluation of some of these fruit tree genetic resources have been carried out. These materials are assessed for their potential as new fruit trees, as sources of rootstocks for grafting and also as sources of germplasm for breeding to improve the present cultivated fruit species. Some of these potential fruit tree species within the gen era Artocarpus, Baccaurea, Canarium, Dimocarpus, Dialium, Durio, Garcinia, Litsea, Mangif era, Nephelium, Sa/acca, and Syzygium are highlighted. Introduction Malaysian fruit tree genetic resources comprise both cultivated and wild species. There are more than 100 cultivated fruit species of both major and minor fruit crops. Each category includes indigenous as well as introduced species. The major cultivated fruit crops are well known and are commonly grown throughout the country. -

What to Eat on the Autoimmune Protocol
WHAT TO EAT ON THE AUTOIMMUNE PROTOCOL All the foods listed here are great to include in your It’s time to create an epidemic of - health. And it starts with learning ents that will help regulate your immune system and how to eat more nutrient-dense food. your hormones and provide the building blocks that your body needs to heal. You don’t need to eat all of these foods (it’s okay if snails, frog legs, and crickets aren’t your thing, and it’s okay if you just can’t get kangaroo meat or mizuna), but the idea is both to give Poultry innovative ways to increase variety and nutrient density • chicken • grouse • pigeon by exploring new foods. • dove • guinea hen • quail • duck • ostrich • turkey • emu • partridge (essentially, Red Meat • goose • pheasant any bird) • antelope • deer • mutton • bear • elk • pork • beaver • goat • rabbit • beef • hare • sea lion • • horse • seal • boar • kangaroo • whale • camel • lamb (essentially, • caribou • moose any mammal) Amphibians and Reptiles • crocodile • frog • snake • turtle 1 22 Fish* Shellfish • anchovy • gar • • abalone • limpet • scallop • Arctic char • haddock • salmon • clam • lobster • shrimp • Atlantic • hake • sardine • cockle • mussel • snail croaker • halibut • shad • conch • octopus • squid • barcheek • herring • shark • crab • oyster • whelk goby • John Dory • sheepshead • • periwinkle • bass • king • silverside • • prawn • bonito mackerel • smelt • bream • lamprey • snakehead • brill • ling • snapper • brisling • loach • sole • carp • mackerel • • • mahi mahi • tarpon • cod • marlin • tilapia • common dab • • • conger • minnow • trout • crappie • • tub gurnard • croaker • mullet • tuna • drum • pandora • turbot Other Seafood • eel • perch • walleye • anemone • sea squirt • fera • plaice • whiting • caviar/roe • sea urchin • • pollock • • *See page 387 for Selenium Health Benet Values. -

Polynesian Canoe Plants, Including Breadfruit, Taro, and Coconut: the Ultimate in Sustainability Planning Posted on June 27, 2019 by Leslie Lang
HOME HOURS & DIRECTIONS GARDEN SLIDESHOW GARDEN NEWS & BLOG Polynesian Canoe Plants, Including Breadfruit, Taro, and Coconut: the Ultimate in Sustainability Planning Posted on June 27, 2019 by Leslie Lang Do you know about “canoe plants?” These are the plants—such as kalo (taro), ‘ulu (breadfruit), and niu (coconut), among others—that Polynesians brought in their carefully-stocked voyaging canoes perhaps 1,600 years ago when they first settled in Hawai‘i. Canoe plants are one more piece of the evidence showing us that the people who colonized Hawai‘i were intelligent voyagers who came in planned expeditions, not islanders who drifted here unintentionally. Not only did they successfully navigate the oceans like highways, but before they left home to explore and settle new lands, they prepared themselves well. After all, they had to sustain themselves both during their long journeys and also upon arrival in a new island group, where they didn’t know what resources they would find. They maximized their limited space by packing seeds, roots, shoots, and cuttings of their most critical plants, the ones they relied on the most for food, medicine, and for making containers, fabric, cordage, and more. We can identify about 24 plants that arrived in Hawai‘i as canoe plants. You can see samples of some of them at Hawaii Tropical Botanical Garden. The Most Significant Polynesian Canoe Plants: ‘Ulu ‘Ulu (Artocarpus altilis, Artocarpus incisus or Artocarpus communis) belongs to the Moracceae (fig or mulberry) family. Known in English as breadfruit, the ‘ulu tree produces a “fruit” that is actually a vegetable with a high carbohydrate content. -

422 Part 180—Tolerances and Ex- Emptions for Pesticide
Pt. 180 40 CFR Ch. I (7–1–16 Edition) at any time before the filing of the ini- 180.124 Methyl bromide; tolerances for resi- tial decision. dues. 180.127 Piperonyl butoxide; tolerances for [55 FR 50293, Dec. 5, 1990, as amended at 70 residues. FR 33360, June 8, 2005] 180.128 Pyrethrins; tolerances for residues. 180.129 o-Phenylphenol and its sodium salt; PART 180—TOLERANCES AND EX- tolerances for residues. 180.130 Hydrogen Cyanide; tolerances for EMPTIONS FOR PESTICIDE CHEM- residues. ICAL RESIDUES IN FOOD 180.132 Thiram; tolerances for residues. 180.142 2,4-D; tolerances for residues. Subpart A—Definitions and Interpretative 180.145 Fluorine compounds; tolerances for Regulations residues. 180.151 Ethylene oxide; tolerances for resi- Sec. dues. 180.1 Definitions and interpretations. 180.153 Diazinon; tolerances for residues. 180.3 Tolerances for related pesticide chemi- 180.154 Azinphos-methyl; tolerances for resi- cals. dues. 180.4 Exceptions. 180.155 1-Naphthaleneacetic acid; tolerances 180.5 Zero tolerances. for residues. 180.6 Pesticide tolerances regarding milk, 180.163 Dicofol; tolerances for residues. eggs, meat, and/or poultry; statement of 180.169 Carbaryl; tolerances for residues. policy. 180.172 Dodine; tolerances for residues. 180.175 Maleic hydrazide; tolerances for resi- Subpart B—Procedural Regulations dues. 180.176 Mancozeb; tolerances for residues. 180.7 Petitions proposing tolerances or ex- 180.178 Ethoxyquin; tolerances for residues. emptions for pesticide residues in or on 180.181 Chlorpropham; tolerances for resi- raw agricultural commodities or proc- dues. essed foods. 180.182 Endosulfan; tolerances for residues. 180.8 Withdrawal of petitions without preju- 180.183 Disulfoton; tolerances for residues. -

4. Fertilizer Schedule for Plantation Crops
4. FERTILIZER SCHEDULE FOR PLANTATION CROPS Arecanut Apply to each bearing palm (5 years and above) 10 - 15 kg of FYM or green leaf. 100 g N, 40 g P and 150 g K. To palms less than five years old, half of the above dose is recommended. Manures are applied during January - February after the North - East monsoon in a basin of 0.75-1.00 m radius around the tree to a depth of 20 - 30 cm. Time of application N P K (kg/ha) Trees less than 5 years 50 20 25 Trees more than 5 years old 100 40 150 Betelvine Apply 150 kg N/ha/year through Neem cake (75 kg N) and Urea (75 kg N) and 100 kg P2O5 through Super phosphate and 30 kg Muriate of potash in three split doses first at 15 days after lifting the vines and second and third dose at 40 - 45 days intervals. Apply on beds shade dried neem leaf or Calotropis leaves at 2 t/ha and cover it with mud (2 t in 2 split doses). Time of application N P K (kg/ha) Basal dressing 37.5 100 50 Top dressing @ 3 split doses 112.5 0 0 Cashewnut Manures and I year II year III year IV year V year fertilizers (per old old old old onwards tree) Compost (kg) 10 20 20 30 50 N (g) 70 140 210 280 500 P (g) 40 80 120 160 200 K (g) 60 120 180 240 300 Fertilizer application may be done during November - December in the East Coast areas.