Application of Cell-Aware Test on an Advanced 3Nm CMOS Technology Library
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Memorandum in Opposition to Hewlett-Packard Company's Motion to Quash Intel's Subpoena Duces Tecum
ORIGINAL UNITED STATES OF AMERICA BEFORE THE FEDERAL TRADE COMMISSION ) In the Matter of ) ) DOCKET NO. 9341 INTEL. CORPORATION, ) a corporation ) PUBLIC ) .' ) MEMORANDUM IN OPPOSITION TO HEWLETT -PACKARD COMPANY'S MOTION TO QUASH INTEL'S SUBPOENA DUCES TECUM Intel Corporation ("Intel") submits this memorandum in opposition to Hewlett-Packard Company's ("HP") motion to quash Intel's subpoena duces tecum issued on March 11,2010 ("Subpoena"). HP's motion should be denied, and it should be ordered to comply with Intel's Subpoena, as narrowed by Intel's April 19,2010 letter. Intel's Subpoena seeks documents necessary to defend against Complaint Counsel's broad allegations and claimed relief. The Complaint alleges that Intel engaged in unfair business practices that maintained its monopoly over central processing units ("CPUs") and threatened to give it a monopoly over graphics processing units ("GPUs"). See CompI. iiii 2-28. Complaint Counsel's Interrogatory Answers state that it views HP, the world's largest manufacturer of personal computers, as a centerpiece of its case. See, e.g., Complaint Counsel's Resp. and Obj. to Respondent's First Set ofInterrogatories Nos. 7-8 (attached as Exhibit A). Complaint Counsel intends to call eight HP witnesses at trial on topics crossing virtually all of HP' s business lines, including its purchases ofCPUs for its commercial desktop, commercial notebook, and server businesses. See Complaint Counsel's May 5, 2010 Revised Preliminary Witness List (attached as Exhibit B). Complaint Counsel may also call HP witnesses on other topics, including its PUBLIC FTC Docket No. 9341 Memorandum in Opposition to Hewlett-Packard Company's Motion to Quash Intel's Subpoena Duces Tecum USIDOCS 7544743\'1 assessment and purchases of GPUs and chipsets and evaluation of compilers, benchmarks, interface standards, and standard-setting bodies. -

Why 8Th Gen Intel® Core™ Vpro® Processors?
SALES BRIEF Why 8th Gen Intel® Core™ vPro® Processors? Top Reasons to Transition to 8th Gen Intel® Core™ vPro® Processors for Your Business PCs Lower support costs with Intel® Active The highest performing ultra-thin Management Technology (Intel® AMT) 1 notebook processor for business1 3 built into the Intel vPro® platform4 The 8th Gen Intel Core vPro processor adds performance— Intel AMT can help save IT time and money when managing 10 percent over the previous generation1—plus optimization a PC fleet. By upgrading to systems employing current and engineering for mobile performance. generation Intel Core vPro processors, organizations can help solve common IT issues with a more secure and manageable • Increased OEM expertise in power management is yielding system while reducing service delivery costs.4 systems that are power-efficient with long battery life. • Optimization for commercial—with Intel® Wireless-AC • Annual reduction of 7680 security support hours with Intel integrated into the Platform Controller Hub (PCH) vPro® platform-based devices, resulting in $1.2 million in risk-adjusted savings over 3 years and 832 hours saved • Windows integration: Modern devices with Windows® 10, with automatic remote patch deployment through Intel® Office 365, and the Intel vPro® platform enable fast startup, Active Management Technology, resulting in risk-adjusted amazing multitasking, and have long-lasting battery life2,3 cost savings of $81,000 over 3 years as estimated using a for anytime, anywhere productivity. composite organization modeled by Forrester Consulting In addition, the 8th Gen Intel Core vPro processor improves in an Intel commissioned TEI study. Read the full study at on the previous generation with: Intel.com/vProPlatformTEI.5 • Intel® Optane™ Memory H10: Accelerated systems • Intel® AMT can also help minimize downtime and help responsiveness create environments that are simpler to manage. -
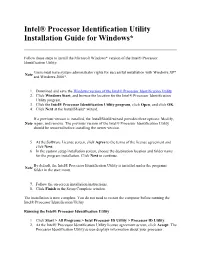
Intel® Processor Identification Utility Installation Guide for Windows*
Intel® Processor Identification Utility Installation Guide for Windows* Follow these steps to install the Microsoft Windows* version of the Intel® Processor Identification Utility. Users must have system administrator rights for successful installation with Windows XP* Note and Windows 2000*. 1. Download and save the Windows version of the Intel® Processor Identification Utility. 2. Click Windows Start, and browse the location for the Intel® Processor Identification Utility program. 3. Click the Intel® Processor Identification Utility program, click Open, and click OK. 4. Click Next at the InstallShield* wizard. If a previous version is installed, the InstallShield wizard provides three options: Modify, Note repair, and remove. The previous version of the Intel® Processor Identification Utility should be removed before installing the newer version. 5. At the Software License screen, click Agree to the terms of the license agreement and click Next. 6. In the custom setup installation screen, choose the destination location and folder name for the program installation. Click Next to continue. By default, the Intel® Processor Identification Utility is installed under the programs Note folder in the start menu. 7. Follow the on-screen installation instructions. 8. Click Finish in the Setup Complete window. The installation is now complete. You do not need to restart the computer before running the Intel® Processor Identification Utility. Running the Intel® Processor Identification Utility 1. Click Start > All Programs > Intel Processor ID Utility > Processor ID Utility. 2. At the Intel® Processor Identification Utility license agreement screen, click Accept. The Processor Identification Utility screen displays information about your processor. Intel® Processor Support for Microsoft Windows® 10 Identify the processor in your system. -
Designcon 2003 Tecforum I2C Bus Overview January 27 2003
DesignCon 2003 TecForum I2C Bus Overview January 27 2003 Philips Semiconductors Jean Marc Irazabal –Technical Marketing Manager for I2C Devices Steve Blozis –International Product Manager for I2C Devices Agenda • 1st Hour • Serial Bus Overview • I2C Theory Of Operation • 2nd Hour • Overcoming Previous Limitations • I2C Development Tools and Evaluation Board • 3rd Hour • SMBus and IPMI Overview • I2C Device Overview • I2C Patent and Legal Information • Q & A Slide speaker notes are included in AN10216 I2C Manual 2 DesignCon 2003 TecForum I C Bus Overview 2 1st Hour 2 DesignCon 2003 TecForum I C Bus Overview 3 Serial Bus Overview 2 DesignCon 2003 TecForum I C Bus Overview 4 Com m uni c a t i o ns Automotive SERIAL Consumer BUSES IEEE1394 DesignCon 2003 TecForum I UART SPI 2 C Bus Overview In d u s t r ia l 5 General concept for Serial communications SCL SDA select 3 select 2 select 1 READ Register or enable Shift Reg# enable Shift Reg# enable Shift Reg# WRITE? // to Ser. // to Ser. // to Ser. Shift R/W Parallel to Serial R/W R/W “MASTER” DATA SLAVE 1 SLAVE 2 SLAVE 3 • A point to point communication does not require a Select control signal • An asynchronous communication does not have a Clock signal • Data, Select and R/W signals can share the same line, depending on the protocol • Notice that Slave 1 cannot communicate with Slave 2 or 3 (except via the ‘master’) Only the ‘master’ can start communicating. Slaves can ‘only speak when spoken to’ 2 DesignCon 2003 TecForum I C Bus Overview 6 Typical Signaling Characteristics LVTTL 2 RS422/485 -

Accepted Byi Leslie Kolodziejski, Professor of Electrical Enginehring 4A Ccomputer Science Graduate Officer, MIT EECS
Impact of Shipping Ball-Grid-Array Notebook Processors in Tape and Reel on the PC Supply Chain OF TECHNOLOGY By Pamela Chuang LIBR~ARIES B.S. Electrical and Computer Engineering, Cornell University, 2006 SUBMITTED TO THE MIT SLOAN SCHOOL OF MANAGEMENT AND THE DEPARTMENT OF ELECTRICAL ENGINEERING AND COMPUTER SCIENCE IN PARTIAL FUFILLMENT OF THE REQUIREMENTS FOR THE DEGREES OF ARCHNES MASTER OF BUSINESS ADMINISTRATION AND MASTER OF SCIENCE IN ELECTRICAL ENGINEERING AND COMPUTER SCIENCE IN CONJUNCTION WITH THE LEADERS FOR GLOBAL OPERTIONS PROGRAM AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY JUNE 2012 @ 2012 Pamela Chuang. All rights reserved. The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. Signature of Author MIT Sloan Schook Management Electrical Engineering and Computer Science May 11, 2012 Certified by Duanl Boning, Thesis Supervisor Professor, Electrical Engineering and Computer Science Certified by Donald Rosenfield, Thesis Supervisor Director, Leaders for Global Operations Senior Leturer, MIT Sloan School of Management Accepted byI Leslie Kolodziejski, Professor of Electrical Enginehring 4a cComputer Science Graduate Officer, MIT EECS Accepted by Maura M. Herson, Director, MBA Program MIT Sloan School of Management This page has been intentionally left blank. 2 Impact of Shipping Ball-Grid-Array Notebook Processors in Tape and Reel on the PC Supply Chain By Pamela Chuang Submitted to the MIT Sloan School of Management and the Department of Electrical Engineering and Computer Science on May 11, 2012 in partial fulfillment of the requirements for the degrees of Master of Business Administration and Master of Science in Electrical Engineering and Computer Science Abstract Today, approximately 90% of Intel notebook processors are packaged in PGA (Pin Grid Array) and 10% are packaged in BGA (Ball Grid Array). -

1. Types of Computers Contents
1. Types of Computers Contents 1 Classes of computers 1 1.1 Classes by size ............................................. 1 1.1.1 Microcomputers (personal computers) ............................ 1 1.1.2 Minicomputers (midrange computers) ............................ 1 1.1.3 Mainframe computers ..................................... 1 1.1.4 Supercomputers ........................................ 1 1.2 Classes by function .......................................... 2 1.2.1 Servers ............................................ 2 1.2.2 Workstations ......................................... 2 1.2.3 Information appliances .................................... 2 1.2.4 Embedded computers ..................................... 2 1.3 See also ................................................ 2 1.4 References .............................................. 2 1.5 External links ............................................. 2 2 List of computer size categories 3 2.1 Supercomputers ............................................ 3 2.2 Mainframe computers ........................................ 3 2.3 Minicomputers ............................................ 3 2.4 Microcomputers ........................................... 3 2.5 Mobile computers ........................................... 3 2.6 Others ................................................. 4 2.7 Distinctive marks ........................................... 4 2.8 Categories ............................................... 4 2.9 See also ................................................ 4 2.10 References -

Powerhouse Performance with Intel® Core™ I9 Mobile Processor
Product Brief Mobile 8TH Gen Intel® Core™ Processors INTRODUCING INTEL’s FIRST-EVER CORE™ I9 MOBILE PROCESSOR. THE PERFORMANCE POWERHOUSE FOR WHAT THE MOST DEMANDING MOBILE ENTHUSIASTS NEED TODAY AND FOR WHAT COMES NEXT. Be ready for amazing experiences in gaming, VR, content creation, and entertainment wherever your computing takes you with the highest- performance mobile 8th Generation Intel® Core™ processor family. This latest addition to the 8th generation processor family extends all the capabilities users have come to love in our mobile H series platforms with advanced innovations that deliver exciting new features to immerse you in incredible experiences on a variety of form factors. Product Brief Mobile 8TH Gen Intel® Core™ Processors REDEFINE ENTHUSIAST MOBILE PC PERFORMANCE ULTIMATE MOBILE PLATFORM PERFORMANCE The newest 8th Generation Intel Core processors redefine enthusiast mobile PC performance now with up to six cores and 12 MB of cache memory for more processing power—that’s two more cores than the previous generation Intel Core processor family—Intel® Turbo Boost 2.0 technology and new Intel® Thermal Velocity Boost to opportunistically and automatically increase core frequency whenever processor temperature and turbo budget allows. Intel® Hyper-Threading Technology delivers multitasking support in the latest generation of Intel Core processors. For the enthusiast, the fully-unlocked 8th Generation Intel® Core™ i9-8950HK processor provides the opportunity to tweak the platform performance to its fullest potential and enjoy hardcore mobile gaming and VR experiences. 2 Product Brief Mobile 8TH Gen Intel® Core™ Processors THE NEW MOBILE 8TH GENERATION INTEL® CORE™ PROCESSOR FAMILY DELIVERS: • An impressive portfolio of standard and unlocked systems for a broad range of usages and performance levels. -

AMD Details Next-Generation Platform for Notebook Pcsamd Details Next-Generation Platform for Notebook Pcs 18 May 2007
AMD Details Next-Generation Platform for Notebook PCsAMD Details Next-Generation Platform for Notebook PCs 18 May 2007 At a press conference in Tokyo, Japan, AMD today AMD’s next-generation notebook “Griffin” officially disclosed more details of its next- microprocessor. With “Griffin,” AMD will deliver a generation open platform for notebook computing. number of new capabilities to enhance battery life Codenamed “Puma,” the platform is designed to and overall mobile computing performance. deliver battery life, graphics and video processing enhancements and improved overall system New notebook processing innovations in “Griffin” performance for an enhanced visual experience. include: The “Puma” platform is expected to build on the -- power optimized HyperTransport and memory successful launches of the AMD M690 mobile controllers integrated in the processor silicon that chipset and 65nm process-based AMD Turion 64 operate on a separate power plane as the X2 dual-core mobile technology in April and May processor cores, thereby enabling the cores to go 2007, respectively. into reduced power states; -- dynamic performance scaling offers enhanced The key technologies that comprise “Puma” are battery life with reduced power consumption AMD’s next-generation notebook processor, through separate voltage planes enabling each codenamed “Griffin”, matched with the next- core to operate at independent frequency and generation AMD “RS780” mobile chipset. This voltage; and new platform exemplifies AMD’s commitment to -- power-optimized HyperTransport 3.0 with a more improve platform stability, time to market, than tripling of peak I/O bandwidth, plus new power performance/energy-efficiency and overall features including dynamic scaling of link widths. consumer and commercial customers’ experience via its acquisition and integration of ATI. -

Intel's Core 2 Family
Intel’s Core 2 family - TOCK lines II Nehalem to Haswell Dezső Sima Vers. 3.11 August 2018 Contents • 1. Introduction • 2. The Core 2 line • 3. The Nehalem line • 4. The Sandy Bridge line • 5. The Haswell line • 6. The Skylake line • 7. The Kaby Lake line • 8. The Kaby Lake Refresh line • 9. The Coffee Lake line • 10. The Cannon Lake line 3. The Nehalem line 3.1 Introduction to the 1. generation Nehalem line • (Bloomfield) • 3.2 Major innovations of the 1. gen. Nehalem line 3.3 Major innovations of the 2. gen. Nehalem line • (Lynnfield) 3.1 Introduction to the 1. generation Nehalem line (Bloomfield) 3.1 Introduction to the 1. generation Nehalem line (Bloomfield) (1) 3.1 Introduction to the 1. generation Nehalem line (Bloomfield) Developed at Hillsboro, Oregon, at the site where the Pentium 4 was designed. Experiences with HT Nehalem became a multithreaded design. The design effort took about five years and required thousands of engineers (Ronak Singhal, lead architect of Nehalem) [37]. The 1. gen. Nehalem line targets DP servers, yet its first implementation appeared in the desktop segment (Core i7-9xx (Bloomfield)) 4C in 11/2008 1. gen. 2. gen. 3. gen. 4. gen. 5. gen. West- Core 2 Penryn Nehalem Sandy Ivy Haswell Broad- mere Bridge Bridge well New New New New New New New New Microarch. Process Microarchi. Microarch. Process Microarch. Process Process 45 nm 65 nm 45 nm 32 nm 32 nm 22 nm 22 nm 14 nm TOCK TICK TOCK TICK TOCK TICK TOCK TICK (2006) (2007) (2008) (2010) (2011) (2012) (2013) (2014) Figure : Intel’s Tick-Tock development model (Based on [1]) * 3.1 Introduction to the 1. -

Performance and Energy Consumption of Three Notebook Pcs with Intel Processors Executive Summary Test Results
TEST REPORT September 2007 Performance and energy consumption of three notebook PCs with Intel processors Executive summary Intel Corporation (Intel) commissioned Principled KEY FINDINGS Technologies (PT) to run a set of performance and energy consumption tests on the following notebook systems in z The HP Compaq 6910p Intel Core 2 Duo their out-of-the-box (OOB) configurations: processor T7300-based notebook PC performed as much as 138 percent faster • an HP 510 Intel Pentium M notebook processor than the HP Compaq nc6320 Intel Core Duo 770-based system T2500 2.00 GHz notebook PC, which in turn • an HP Compaq nc6320 Intel Core Duo notebook performed as much as 117 percent faster processor T2500-based system than the HP 510 Intel Pentium M 770 • an HP Compaq 6910p Intel Core 2 Duo notebook processor-based notebook PC. (See Figure processor T7300-based system 1.) The goal of the testing was to gauge the performance and z Running those tests, the HP Compaq 6910p energy consumption of each system. Intel specified the Intel Core 2 Duo processor T7300-based test systems and provided the test, test procedures, and notebook PC consumed as much as 119 test settings. PT purchased and set up the HP 510 Intel percent less energy than the HP Compaq Pentium M notebook processor 770-based system and the nc6320 Intel Core Duo T2500 2.00 GHz HP Compaq nc6320 Intel Core Duo notebook processor notebook PC, which in turn consumed as T2500-based system. Intel provided the HP Compaq much as 63 percent less energy than the HP 6910p Intel Core 2 Duo notebook processor T7300-based 510 Intel Pentium M 770 processor-based system and PT set it up. -

Equity Research
April 20, 2015 Equity Research Microprocessors Q1 2015: Weak Q1 2015 Might Be Bottom • Large sequential decline in processors, but March quarter could be bottom. According to Mercury, overall x86 shipments declined 16.8% Semiconductors sequentially in the March quarter. Intel’s Client Computing Group revenues decreased 16.3% sequentially and decreased 8.4% year over year. Sales for Intel’s Data Center (server) group decreased 10.1% sequentially and increased 19.2% yr/yr. AMD’s Computing & Graphics segment revenue decreased 20% sequentially (primarily due to decreased desktop and notebook processor revenue) and decreased 38% yr/yr. While we remain cautious on the overall chip sector with a Market Weight rating, we think that Intel June quarter guidance for 3% growth suggests that the PC processor market might be stabilizing and that the data center processors market remains firm. We are reiterating our Outperform rating on Intel (INTC, $32.47) and maintaining our Outperform rating on AMD (AMD, $2.58). • Microprocessor pricing firm on year/year basis. Intel’s Data Center platform ASP decreased 3% sequentially and increased 5% yr/yr in the March quarter. Intel reported that desktop ASP increased 2% yr/yr and that notebook ASP decreased 3% yr/yr. AMD stated that Client ASP decreased sequentially and increased yr/yr driven by product mix. • Mercury numbers suggest that AMD may have lost desktop processor share. We think AMD’s March earnings results (sequential sales decline of 16.9%) and June quarter guidance (midpoint implying a 3% sequential sales decline) were disappointing. According to Mercury AMD lost 1.0 percentage points of desktop unit market share sequentially (to a 10.7% share), while Intel gained 0.9 percentage points of unit market share (to an 88.7% share). -

Sig Nature Redacted
Platform Ecosystem: ARM's answer to Intel's dominance by Tanmoy Sen B.E. Electronics and Communication Engineering (2001) Delhi College of Engineering, University of Delhi Submitted to the System Design and Management Program in Partial Fulfillment of the Requirements for the Degree of Master of Science in Engineering and Management at the Massachusetts Institute of Technology Jan 2014 [FC- -Zo"t'J C 2014 Tanmoy Sen All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. __Signature redacted Signature of Author Tanmoy Sen System Design and Management Program Jan 17th, 2014 Certified by Signature redacted- 'I V Michael Cusumano Thesis Supervisor SMR Distinguished Pr essor of Management & Engineering Systems MIT S Schoo of Unaement ___Sig nature Accepted by redacted -Patrick Hale Director MASSACHUSETTS INSTITUTE System Design and Management Program OF TECH NOLOGY JUN 2 3 2016 LIBRARIES ARCHIVES SDM Thesis Platform Ecosystem: ARM's Answer to Intel's Dominance Abstract The personal computing industry has witnessed significant changes with more users moving from desktop PCs to battery-operated mobile devices. These dynamics have prompted chip-design companies to evaluate ways to lower the power consumption of devices, thereby elongating battery life. With its lower power microprocessor-core architecture, a newer and smaller company, ARM Holdings, has been able to challenge the much bigger incumbent Intel and capture significant market share by creating a powerful ecosystem based on strategic partnerships. This thesis will evaluate how ARM's 'design and license' business model based on a platform ecosystem- partnerships with Original Equipment Manufacturers (OEMs), semiconductor companies, and software developers, has been able to counter Intel's vertically-integrated business model.