Winmax Mill Conversational Part Programming
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

Sterling Gun Drills’ Drills That Can Be Used DM2000 and DM3000 Kits, Directly on the Drilling Site
Deep Hole Gun Drills and Drilling Systems Contents An introduction to deep hole gun drilling Toolholders A brief background on the history of deep hole gun drills, gun drilling and how the gun drilling machine works ................................................................................ 3 Gun drill components and accessories A variety of toolholding Features of our standard gun drill and accessories for and reduction sleeves gun drill machines ............................................................ 4 for most machines ...........................................................12 Deep hole gun drills and reamers The TWINMASTER® deep hole drill The features and applications for a completely new two flute deep hole drill ....................... 13 A listing of styles and characteristics available. We offer gun drills from stock, or we can make custom drills to meet your specific application......................................... 5 Nose grinds and contours The best combination of nose grind and contour for Ordering and your application ............................................................... 6 resharpening information ......................................................................14 The DM-41/42 regrind fixture A manual fixture for both gun Spraymist kits drills and half round drills for surface or tool and cutter grinding machines .......................................... 7 The DM-43 regrinding system A self contained machine for gun drills and half round A description of Sterling Gun Drills’ drills that can -
Drill Press Operator: Instructor's Guide
DOCUMENT RESUME 2D 109 N77 CE 004 335 AUTHOR Kagan, Alfre d; And Others TITLE -Drill Press Operator: Instructor's Guide. INSTITUTION New York State Education Dept., Albany. Bureau of Continuing Education Curriculum Development.; New York State Education Dept., Albany. Bureau of Secondary,Curriculum Development. PUB DATE 75 NOTE . 85p.; Part of SingleTool Skills Program, Machine Industries Occupations EDRS PPICE MIP-$0.76 HC-$4.43 PLUS POSTAGE DESCRIPTORS Adult Education; *Curriculum Guides; Machine Tool Operators; *Machine Tools; Metal Working Occupations; Post Secondary Education; Secondary Education; Shop Curriculum; *Trade and Industrial Education IDENTIFIERS *Drill Press Operators ABSTRACT The course is intended to kelp meet, in a relatively short time, the need for trained operators in metalworking. It can be used by students with little education or experience and is suitable far use in adult education programs and in manpower development and training progress. The course is designed' to be completed in approximately 30 weeks and can be adapted for use in secondary 'schools. On successful completion of the course the student will be qualified for an entry-level job as operator in a drill press; he will not qualify as a eachinist. The guide includes h general job content outline for the teacher to use in explaining what the operator's job includes. There are Il shop projects (comprising 19 jobs) accompanied by 32 pages of drawings for the projects. Three of the jobs introducb students to the use of metric measurement. For each job there is a job sheet providing details on performance objectives, equipment, operations, materials, references, procedure, techniques, and time required. -

Deeptri-Drill, the Easy-To-Handle, Indexable Gundrill Series, Delivers Outstanding Performance, Exceptional Efficiency and Stability in Deep Hole Drilling
DrillLine www.tungaloy.com Tungaloy Report No. 430-G Deep hole drills for outstanding productivity in a wide range of applications ACCELERATED MACHINING DrillLine DeepTri-Drill, the easy-to-handle, indexable gundrill series, delivers outstanding performance, exceptional efficiency and stability in deep hole drilling www.tungaloy.com DeepTri-Drill indexable gun drill with exceptional efficiency now offers smaller diameters Wide range of options for various deep hole applications 2500 TRLGCH(for cross holes) DC: 14.68 - 24 mm OAL: 1652 - 1833.4 mm 1500 Special item range TRLG DC: 12 - 30 mm OAL: 801.8 - 1652.9 mm 1000 Drill length (mm) MCTRCH(for cross holes) 500 DC: 14 - 28 mm, L/D: 25 MCTR DC: 12 - 40 mm L/D: 8, 10, 15, 20, 25 0 Drill diameter : 10 20 30 40 DC (mm) New LOGT TOHT FBM..-I/C / FBH .. DC = 12 - 13.9 mm DC = 14 - 28 mm DC = 28.1 - 40 mm Unique insert with 2 Unique insert with Unique insert with 2 cutting cutting edges, chip splitters 3 cutting edges, chip edges and built-in wiper and built-in wiper splitters and built-in wiper 4 DeepTri-Drill ACCELERATED MACHINING Ultimate efficiency - Unique chip breaker and chip splitter on the cutting edge enables impressive chip control at any feed rate, especially at higher feeds ■ Comparison of performance between ■ Chip forms brazed and indexable gun drills S55C / C55 S55C / C55 Drill diameter : DC = 21 mm 140 100 c (m/min) V Brazed gundrill Cutting speed: 50 0.05 0.1 0.15 0.2 0.25 0.3 V f Cutting speed : c = 100 m/min Feed : (mm/rev) Feed : f = 0.15 mm/rev Brazed gun drill - Thanks to smooth chip evacuation, deep hole making (drilling) is possible even with a standard coolant pressure of 1-2 MPa (145-290 psi) Vc = 60 m/min f = 0.05 mm/rev Excellent roundness, straightness, and surface finish Special cutting edge geometry and optimized guide pads provide exceptional hole quality. -

The DME Tool Catalog
TABLE OF CONTENTS The Gundrilling Process.................... 1 The Anatomy of a Gundrill................. 2 Gundrilling on Non-conventional Machines............................................. 3 Single Flute Gundrills........................ 4 Two Flute Gundrills............................ 5 Step Gundrills.................................... 5 Reamers.............................................. 5 Contours............................................. 6-7 Until after World War II, there were no domestic manufacturers of Reconditioning Tools......................... 8 gundrilling tools or machines in the United States. In 1948, this Indexable Gun Drill............................ 9 (NEW) gap was filled when Eldorado Tool was founded to manufacture Interlocking Detachable cutting tools for deep hole drilling. As they were recognized for Cutting Heads..................................... 10 the quality of their work and innovation of their designs, Eldorado was asked to design and develop tools for deep holes in a variety Eldo-Loc Detachable Tips.................. 11 of metals used in a wide variety of manufacturing fields. Gun Barrel Tooling............................. 12-13 Driver Style Overview........................ 14-15 The company’s reputation and range of products grew through Chip Deflectors & Drill Guides.......... 16 the 1950s. In 1961, Eldorado developed a full line of standard Gun Drill Bushings............................ 17 gundrilling machines. In the 1970s they became the first to Stock Gundrills introduce a complete -
3Abff7a23fc6813312aa9f80b81b
Main Catalogue EN We reserve the right to modify any specifi cation and/or item shown in the present catalogue without notice. Information, photos, drawings and technical data specifi ed in the publication have been carefully examined and thoroughly checked. They cannot, however, bind our responsibility on their exactness. GRANLUND TOOLS AB, SWEDEN 4OOLSTools When precision counts... Granlund Tools AB in Eskilstuna are one of the Granlund companies also perform: world’s leading manufacturers of precision • Subcontract work, where we offer solutions tools within the machining industry. regarding production and or assembly in large or Granlund offers a wide range of high-quality, carbide small series. and HSS cutting tools, such as counterbores, counter- • Heat treatment in a modern vacuum hardening/ sinks, tools with indexable inserts and reamers. quenching plant. With more than 60 years’ experience and representa- • Engineering. Manufacture of special measure tion in some 30 countries around the world, Granlund machines including the software. can offer the market proven technical solutions and • Machinery. Manufacture of special machinery for good local support. tube elements and special grinding machines for The Granlund interchangeable tool system was one the tube industry. of the fi rst Granlund products to receive world recog- nition. The company is certifi ed according to ISO 9001 With only 1300 parts, consisting of holders, cutters, and ISO 14001. pilots and drills, it is possible to assemble combina- GRANLUND – Tools, supplies where high quality tion tools in more than 1 500 000 different variations. and precision are required. Our fl exible easy-to-use system provides productive and cost-effi cient tool solutions for industries world- wide. -
Technical Guide
TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 1 The purpose of this manual is to explain not only how to use the complete range of tools, but also the particular features of each item in the system, indicating their advantages, disadvantages or any limitations on use. The different groups will be covered in: INTERCHANGEABLE TOOL SYSTEM page 1-3 TOOLHOLDERS page 4-5 COUNTERBORES page 5 COUNTERSINKS page 6 INDEXABLE CARBIDE INSERTS page 7 PILOTS / INSERT DRILLS page 8 CARBIDE REAMERS (BRAZED) page 8-9 SINGLE BLADE REAMERS page 9-11 BACKSPOTFACING SYSTEM page 12-13 CNC-TOOLS page 13-14 For information concerning dimension ranges, cutting conditions, regrinding information and drawings, please see our main catalogue. INTERCHANGEABLE TOOL SYSTEM OBJECTIVE The main objective with the Granlund modular tool system, is to provide the enduser with the possibility to easily build practically any special counterboring/ countersinking combination, using a wide range of standard components. In fact, with some 1300 components , the possible combinations are more than 1.500.000. Each tool is made by combining three parts: A. TOOLHOLDER B. COUNTERBORE or COUNTERSINK C. PILOT or DRILL Picture 1 GRANLUND TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 2 A. The same toolholder can be used in many different combinations. With 16 types of holders available, most applications can be covered. B. The counterbore or countersink is selected to suit the demands of each specific operation and material. In the catalogue you will find our recommendations for most cases. C. If the workpiece is predrilled, a pilot should be used, otherwise operation can be made with an insert drill.* * IMPORTANT! When step drilling, the drill must break through the workpiece before secondary cutting commences. -
Machinists-Handbook-Gcodetutor.Pdf
GCodeTutor.com Machinists Handbook GCodeTutor.com Content Conversion • G74 Peck Drilling • Calculations • G75 Peck Grooving • 1/64” to 1” • G76 Screw Cutting Single Line • 1 1/64” to 2” • G76 Screw Cutting Double Line • 2 1/64” to 3” • G83 Z-axis Peck Drilling Screw Thread Charts • G84 Z-axis Tapping • Metric Coarse Thread • G87 X-axis Peck Drilling • Metric Fine Thread • G88 X-axis Tapping • BSW British Standard Whitworth Thread G Code Canned Cycles - Milling • BSF British Standard Fine Thread • G81 Drilling • BA British Association Screw Thread • G82 Counter bore • BSPP British Standard Pipe parallel • G83 Peck Drilling • BSPT British Standard pipe Taper • G84 Tapping • UNC Unified Coarse Thread • G85 Bore in / Bore out • UNF Unified Fine Thread • G86 Bore in / Rapid out • UNEF Unified Extra Fine Thread Calculations • Reamer Drill Size • Speeds and Feeds Abbreviations • Tapping Drill CNC Programming Reference • Trigonometry • G Code Trigonometry Charts • M Code Tool Geometry • Auxiliary Commands • RH Knife Tool G Code Canned Cycles - Turning • Drill • G70 Finishing • Centre Drill • G71 Roughing • End Mill • G72 Facing • Morse Taper • G73 Pattern Repeating Afterword Machinists Handbook GCodeTutor.com Conversion Charts Machinists Handbook GCodeTutor.com Conversion Calculations Length Kilometers (km) x 0.62 = Miles (mi) Miles (mi) x 1.61 = Kilometers (km) Kilometers (km) x 3280.8 = Feet (ft) Feet (ft) x 0.0003048 = Kilometers (km) Meters (m) x 3.28 = Feet (ft) Feet (ft) x 0.3 = Meters (m) Centimeters (cm) x 0.39 = Inches (in) Inches (in) -

M Akingthebestofaslowdown
650 words text only full page; 580 with quote; 520 words with medium size image JANUARY 2009 / VOLUME 61 / ISSUE 1 staying sharp manager’s desk By Keith Jennings Making the best of a slowdown t’s a new year and if the pundits are correct, many of require reevaluation from time to time, which is never us are in the midst of a downturn, if not a recession. If convenient. The effort can reap rewards later, though. Ithis is your situation, the stress factor is probably high. Software training can also be important. With Even under these circumstances, however, there are ways to manufacturing technology becoming more essential, effectively use the extra time to add value to your business. exploiting it can provide a significant return on While most everyone prefers a full and busy workload, investment. Even though sitting in front of a training that’s not always the reality. Identifying some valuable computer all day sounds dull, a slowdown could be the activities and making time to complete them can have best time to get it done. This could include training a positive impact when your business rebounds. Under with a focus on better utilization of CAD packages, the present conditions, one of the best uses of time is manufacturing ERP applications or even Microsoft employee training. Office. We all need this on occasion. Can your employees “Training” has broad meaning and can include read and understand their productivity reports? Can education in plant safety, forklift operations, employees effectively use e-mail distribution lists and cardiopulmonary resuscitation skills, quality and prepare invoices, purchase orders and quality documents? inspection methods, Many probably can, and equipment functions and some probably have no clue. -

Experimental Investigation of Process and Response Parameters in Drilling Using Fuzzy Logic Approach Department of Mechanical En
EXPERIMENTAL INVESTIGATION OF PROCESS AND RESPONSE PARAMETERS IN DRILLING USING FUZZY LOGIC APPROACH A Thesis Report Submitted in partial fulfillment of the requirement for the award of degree of MASTER OF ENGINEERING IN CAD / CAM & ROBOTICS Submitted by Anil Jindal Roll No. 800981002 Under the Guidance of Dr. V.K. Singla Assistant Professor Mechanical Engineering Department Thapar University, Patiala DEPARTMENT OF MECHANICAL ENGINEERING THAPAR UNIVERSITY PATIALA-147004, PUNJAB (INDIA) ACKNOWLEDGEMENT I am highly grateful to the authorities of Thapar University, Patiala for providing this opportunity to carry out the Thesis work. I would like to express a deep sense of gratitude and thank profusely to my thesis guide Dr. V.K. Singla for sincere & invaluable guidance, suggestions and attitude which inspired me to submit thesis report in the present form. I am thankful to all other faculty members of Mechanical Department, TU, Patiala for their intellectual support. My special thanks are due to my family members, and friends who constantly encouraged me to complete this study. I am also very thankful to the entire staff members of Mechanical Engineering Department for their intellectual support and cooperation. (ANIL JINDAL) 800981002 ii ABSTRACT Drilling is probably the most frequently used operation in industry. Sometimes, as many as 55,000 holes are generally required to be drilled as in a complete single unit production of the Airbus A350 aircraft. The carbon fibre reinforced plastics (CFRP), owing to their anisotropy and abrasive nature of their carbon fibre content, exhibit totally different drilling results as compared to those of drilling common metals and other materials. -
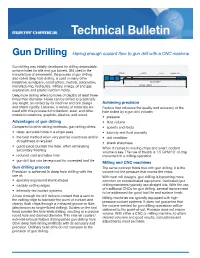
Gun Drilling Having Enough Coolant Flow to Gun Drill with a CNC Machine
Technical Bulletin Gun Drilling Having enough coolant flow to gun drill with a CNC machine Gun drilling was initially developed for drilling dependable, uniform holes for rifle and gun barrels. Still used in the manufacture of armaments, the process of gun drilling, DRIVER SHANK FLUTE CARBIDE TIP also called deep hole drilling, is used in many other industries: aerospace, construction, medical, automotive, FLUTE LENGTH manufacturing, hydraulics, military, energy, oil and gas OVERALL LENGTH exploration, and plastic injection molds. Deep hole drilling refers to holes of depths at least three times their diameter. Holes can be drilled to practically any length, as limited by its machine and drill design Achieving precision and shank rigidity. Likewise, a variety of materials are Factors that influence the quality and accuracy of the used with this process from titanium, steel, and other hole drilled by a gun drill include: metals to ceramics, graphite, plastics, and wood. • pressure Advantages of gun drilling • fluid volume Compared to other drilling methods, gun drilling offers: • speeds and feeds • deep, accurate holes in a single pass • lubricity and fluid viscosity • the best method when very precise roundness and/or • drill condition straightness is required • shank sharpness • guide pads burnish the hole, often eliminating When it comes to moving chips and swarf, coolant secondary finishing volume is key. The rule of thumb is 1.5 GPM/10’ of chip • reduced cost and labor time movement in a milling operation. • gun drill tips can be reground for increased tool life Milling and CNC machines Gun drilling process The same concept holds true with gun drilling, it is the Precision is achieved in deep hole drilling with the volume not the pressure that moves the chips. -

The Trepan Or Ring Core Method, Centre-Hole Method, Sach's Method, Blind Hole Methods, Deep Hole Technique
THE TREPAN OR RING CORE METHOD, CENTRE-HOLE METHOD, SACH'S METHOD, BLIND HOLE METHODS, DEEP HOLE TECHNIQUE E. Procter" and E. M. BeaneyS "Procter & Ches~er(Mearuremenrs) Ltd., Theurre Street, Wawick CV34 4DP KEGB, Berkeley Nucleur Labs. Berkeley, Glor. GLl3 9PB, UK I\ ABSTRACT Mechanical methods can be used to measure practically all types of residual stresses, from near surface to depths in excess of 0.25 metre. They have been used for much longer and have thus seen more development than othel Inechocis and, ss a iur~sequence, their limitations and applications are more clearly defined. Their major disadvantage is that, by their nature, they are destructive although the amount of structural damage may be insignificant in many cases. The essence of the techniques is that changing the geometry of a structure changes its residual stress pattern. This change in stcess causes strain changes, which can be measured using strain gauges or some other deformation measuring device. In principle, if the change in geometry is known and the strain measurement is sufficiently comprehensive and accurate, then residual stresses can always be calculated. However, due to the complerity of this calculation in its general form, all the mechanical techniques rely on making well defined changes in geometry for which the relationship between measured strain and residual stress are known or can easily be obtained. The techniques fall into two categories, namely those which measure surface or near-surface stresses, and those designed to give sub-surface or through-thickness stress. The chapter considers the following techniques: Sectioning for surface and sub-surface measurement, including Sach's and Blind Hole methods.