Experimental Investigation of Process and Response Parameters in Drilling Using Fuzzy Logic Approach Department of Mechanical En
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Sterling Gun Drills’ Drills That Can Be Used DM2000 and DM3000 Kits, Directly on the Drilling Site
Deep Hole Gun Drills and Drilling Systems Contents An introduction to deep hole gun drilling Toolholders A brief background on the history of deep hole gun drills, gun drilling and how the gun drilling machine works ................................................................................ 3 Gun drill components and accessories A variety of toolholding Features of our standard gun drill and accessories for and reduction sleeves gun drill machines ............................................................ 4 for most machines ...........................................................12 Deep hole gun drills and reamers The TWINMASTER® deep hole drill The features and applications for a completely new two flute deep hole drill ....................... 13 A listing of styles and characteristics available. We offer gun drills from stock, or we can make custom drills to meet your specific application......................................... 5 Nose grinds and contours The best combination of nose grind and contour for Ordering and your application ............................................................... 6 resharpening information ......................................................................14 The DM-41/42 regrind fixture A manual fixture for both gun Spraymist kits drills and half round drills for surface or tool and cutter grinding machines .......................................... 7 The DM-43 regrinding system A self contained machine for gun drills and half round A description of Sterling Gun Drills’ drills that can -
Drill Press Operator: Instructor's Guide
DOCUMENT RESUME 2D 109 N77 CE 004 335 AUTHOR Kagan, Alfre d; And Others TITLE -Drill Press Operator: Instructor's Guide. INSTITUTION New York State Education Dept., Albany. Bureau of Continuing Education Curriculum Development.; New York State Education Dept., Albany. Bureau of Secondary,Curriculum Development. PUB DATE 75 NOTE . 85p.; Part of SingleTool Skills Program, Machine Industries Occupations EDRS PPICE MIP-$0.76 HC-$4.43 PLUS POSTAGE DESCRIPTORS Adult Education; *Curriculum Guides; Machine Tool Operators; *Machine Tools; Metal Working Occupations; Post Secondary Education; Secondary Education; Shop Curriculum; *Trade and Industrial Education IDENTIFIERS *Drill Press Operators ABSTRACT The course is intended to kelp meet, in a relatively short time, the need for trained operators in metalworking. It can be used by students with little education or experience and is suitable far use in adult education programs and in manpower development and training progress. The course is designed' to be completed in approximately 30 weeks and can be adapted for use in secondary 'schools. On successful completion of the course the student will be qualified for an entry-level job as operator in a drill press; he will not qualify as a eachinist. The guide includes h general job content outline for the teacher to use in explaining what the operator's job includes. There are Il shop projects (comprising 19 jobs) accompanied by 32 pages of drawings for the projects. Three of the jobs introducb students to the use of metric measurement. For each job there is a job sheet providing details on performance objectives, equipment, operations, materials, references, procedure, techniques, and time required. -

Deeptri-Drill, the Easy-To-Handle, Indexable Gundrill Series, Delivers Outstanding Performance, Exceptional Efficiency and Stability in Deep Hole Drilling
DrillLine www.tungaloy.com Tungaloy Report No. 430-G Deep hole drills for outstanding productivity in a wide range of applications ACCELERATED MACHINING DrillLine DeepTri-Drill, the easy-to-handle, indexable gundrill series, delivers outstanding performance, exceptional efficiency and stability in deep hole drilling www.tungaloy.com DeepTri-Drill indexable gun drill with exceptional efficiency now offers smaller diameters Wide range of options for various deep hole applications 2500 TRLGCH(for cross holes) DC: 14.68 - 24 mm OAL: 1652 - 1833.4 mm 1500 Special item range TRLG DC: 12 - 30 mm OAL: 801.8 - 1652.9 mm 1000 Drill length (mm) MCTRCH(for cross holes) 500 DC: 14 - 28 mm, L/D: 25 MCTR DC: 12 - 40 mm L/D: 8, 10, 15, 20, 25 0 Drill diameter : 10 20 30 40 DC (mm) New LOGT TOHT FBM..-I/C / FBH .. DC = 12 - 13.9 mm DC = 14 - 28 mm DC = 28.1 - 40 mm Unique insert with 2 Unique insert with Unique insert with 2 cutting cutting edges, chip splitters 3 cutting edges, chip edges and built-in wiper and built-in wiper splitters and built-in wiper 4 DeepTri-Drill ACCELERATED MACHINING Ultimate efficiency - Unique chip breaker and chip splitter on the cutting edge enables impressive chip control at any feed rate, especially at higher feeds ■ Comparison of performance between ■ Chip forms brazed and indexable gun drills S55C / C55 S55C / C55 Drill diameter : DC = 21 mm 140 100 c (m/min) V Brazed gundrill Cutting speed: 50 0.05 0.1 0.15 0.2 0.25 0.3 V f Cutting speed : c = 100 m/min Feed : (mm/rev) Feed : f = 0.15 mm/rev Brazed gun drill - Thanks to smooth chip evacuation, deep hole making (drilling) is possible even with a standard coolant pressure of 1-2 MPa (145-290 psi) Vc = 60 m/min f = 0.05 mm/rev Excellent roundness, straightness, and surface finish Special cutting edge geometry and optimized guide pads provide exceptional hole quality. -

The DME Tool Catalog
TABLE OF CONTENTS The Gundrilling Process.................... 1 The Anatomy of a Gundrill................. 2 Gundrilling on Non-conventional Machines............................................. 3 Single Flute Gundrills........................ 4 Two Flute Gundrills............................ 5 Step Gundrills.................................... 5 Reamers.............................................. 5 Contours............................................. 6-7 Until after World War II, there were no domestic manufacturers of Reconditioning Tools......................... 8 gundrilling tools or machines in the United States. In 1948, this Indexable Gun Drill............................ 9 (NEW) gap was filled when Eldorado Tool was founded to manufacture Interlocking Detachable cutting tools for deep hole drilling. As they were recognized for Cutting Heads..................................... 10 the quality of their work and innovation of their designs, Eldorado was asked to design and develop tools for deep holes in a variety Eldo-Loc Detachable Tips.................. 11 of metals used in a wide variety of manufacturing fields. Gun Barrel Tooling............................. 12-13 Driver Style Overview........................ 14-15 The company’s reputation and range of products grew through Chip Deflectors & Drill Guides.......... 16 the 1950s. In 1961, Eldorado developed a full line of standard Gun Drill Bushings............................ 17 gundrilling machines. In the 1970s they became the first to Stock Gundrills introduce a complete -
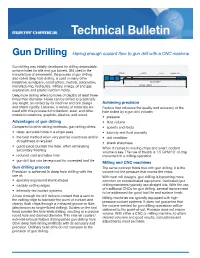
Gun Drilling Having Enough Coolant Flow to Gun Drill with a CNC Machine
Technical Bulletin Gun Drilling Having enough coolant flow to gun drill with a CNC machine Gun drilling was initially developed for drilling dependable, uniform holes for rifle and gun barrels. Still used in the manufacture of armaments, the process of gun drilling, DRIVER SHANK FLUTE CARBIDE TIP also called deep hole drilling, is used in many other industries: aerospace, construction, medical, automotive, FLUTE LENGTH manufacturing, hydraulics, military, energy, oil and gas OVERALL LENGTH exploration, and plastic injection molds. Deep hole drilling refers to holes of depths at least three times their diameter. Holes can be drilled to practically any length, as limited by its machine and drill design Achieving precision and shank rigidity. Likewise, a variety of materials are Factors that influence the quality and accuracy of the used with this process from titanium, steel, and other hole drilled by a gun drill include: metals to ceramics, graphite, plastics, and wood. • pressure Advantages of gun drilling • fluid volume Compared to other drilling methods, gun drilling offers: • speeds and feeds • deep, accurate holes in a single pass • lubricity and fluid viscosity • the best method when very precise roundness and/or • drill condition straightness is required • shank sharpness • guide pads burnish the hole, often eliminating When it comes to moving chips and swarf, coolant secondary finishing volume is key. The rule of thumb is 1.5 GPM/10’ of chip • reduced cost and labor time movement in a milling operation. • gun drill tips can be reground for increased tool life Milling and CNC machines Gun drilling process The same concept holds true with gun drilling, it is the Precision is achieved in deep hole drilling with the volume not the pressure that moves the chips. -

The Trepan Or Ring Core Method, Centre-Hole Method, Sach's Method, Blind Hole Methods, Deep Hole Technique
THE TREPAN OR RING CORE METHOD, CENTRE-HOLE METHOD, SACH'S METHOD, BLIND HOLE METHODS, DEEP HOLE TECHNIQUE E. Procter" and E. M. BeaneyS "Procter & Ches~er(Mearuremenrs) Ltd., Theurre Street, Wawick CV34 4DP KEGB, Berkeley Nucleur Labs. Berkeley, Glor. GLl3 9PB, UK I\ ABSTRACT Mechanical methods can be used to measure practically all types of residual stresses, from near surface to depths in excess of 0.25 metre. They have been used for much longer and have thus seen more development than othel Inechocis and, ss a iur~sequence, their limitations and applications are more clearly defined. Their major disadvantage is that, by their nature, they are destructive although the amount of structural damage may be insignificant in many cases. The essence of the techniques is that changing the geometry of a structure changes its residual stress pattern. This change in stcess causes strain changes, which can be measured using strain gauges or some other deformation measuring device. In principle, if the change in geometry is known and the strain measurement is sufficiently comprehensive and accurate, then residual stresses can always be calculated. However, due to the complerity of this calculation in its general form, all the mechanical techniques rely on making well defined changes in geometry for which the relationship between measured strain and residual stress are known or can easily be obtained. The techniques fall into two categories, namely those which measure surface or near-surface stresses, and those designed to give sub-surface or through-thickness stress. The chapter considers the following techniques: Sectioning for surface and sub-surface measurement, including Sach's and Blind Hole methods. -

Carbide Drill for SR Machining
WHSR-ATH Carbide Drill for SR machining The diagrams and table data are examples of test results, and are not guaranteed values. “ ” is a registered trademark of MOLDINO Tool Engineering, Ltd. Attentions on Safety 1. Cautions regarding handling (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is dropped. Be particularly careful regarding contact with the tool flutes. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare hands. 2. Cautions regarding mounting (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in the collet chuck, etc. (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause of the chattering. 3. Cautions during use (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material. (2) The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material. (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such flying pieces, a safety cover should be attached when work is performed and safety equipment such as safety goggles should be worn to create a safe environment for work. -
Gun Drills Programme
EN Precision Cutting Tools GUN DRILLS THE COMPLETE PROGRAMME + Edition 2017 + new XXL- stock programme for deep hole drilling machines ISO code P Steel, high-alloyed steel M Stainless steel K Grey cast iron, spheroidal graphite iron/malleable cast iron N Aluminium and other non-ferrous metals S Special, super and titanium alloys H Hardened steel and chilled cast iron Pictograms Tool material Solid carbide Carbide-tipped Surface A T AITiN bright AlTiN nano TiCN TiN Type TLB TLB TLB TLB E 80 E 100 E 800 Z 80 Drilling depth 20xD 25xD 30xD 40xD 50xD 75xD 80xD to Hartner Standard WN standard Ø-tolerance h5 h8 Cutting direction R right T Shank form HA HB 3.1 Cyl to DIN 6535 Driver Ø 25x70 mm cylindrical Internal coolant with IC Hartner GmbH · P.O.Box 10 04 27 · D-72425 Albstadt · Phone +49 74 31 125-0 · Fax: +49 74 31 125-21 547 · www.hartner.de Solid carbide single-fluted gun drills E 100 page 8 PMKN NEW Inch-diameters ex stock range Ø 1.2 – 12.0 mm special Ø 0.9 – 16.0 mm Single-fluted gun drills E 80 with brazed carbide head page 17 PMKN NEW ex stock range Ø 3.97 – 25.00 mm XXL- special Ø 2.0 – 40.0 mm ex stock Fast service: page 18 Two-fluted gun drills Z 80 with brazed carbide head page 28 KN ex stock range Ø 8.0 – 12.0 mm special Ø 6.0 – 30.0 mm Single-fluted gun drills E 800 with interchangeable inserts page 31 PMKN ex stock range Ø 12.0 – 24.0 mm special Ø 12.0 – 52.0 mm Accessories and grinding equipment page 39 Accessories for deep hole drilling machines Grinding equipment for single-fluted gun drills Enquiry form page 50 Technical section page 52 Application recommendations page 64 An introduction to the subject of deep hole drilling In the machining world, drilling depths of 10 x D and deeper Typical procedure with all gun drills on are regarded as deep hole drilling operations, whereby smaller conventional machine tools: drilling depths can naturally also be produced with gun drills. -

Productive Deep-Hole Drilling
Productive deep-hole By James R. Koelsch drilling Contributing Editor Drilling deep holes might not take as long as you think echnological progress in deep-hole drilling has been slow but sure, like the process itself. This observation is especially true for gun- Tdrilling, the most popular of the deep-hole drilling processes. Although modern gundrilling machines are built better than their prede- cessors, come with modern controllers, and often monitor load and other variables to protect the tool, the process has not changed since the original machine was built, according to Russell Gilman, Jr, presi- dent, Dadson Corp (Grafton, Wis). “The nuts and bolts of gundrilling are pretty much the same as they were because you can’t really make a gundrill go any faster than it’s designed to go,” he says. “Otherwise the flute packs, and the tool breaks. So specifying the right feeds and speeds for the work material is the key to success at gundrilling.” For normal carbon steel, for example, cutting speeds are usually between 300 and 350 sfm, and feed rates rarely exceed 5 ipm to manage the chips properly and avoid generating too much pressure and heat. For applications that need greater speed, Dadson recommends the single-tube systems, such as the BTA-style tools offered by American Heller (Macomb, Mich). The deep-hole specialists at Dadson tend to favor the single-tube process over gundrilling for making thousands of pieces of a particular shape because it can be three or four times as fast and needs less machinery than a gundrill. -

1 RIFLED BARREL MAKING of All the Components That Make up the Rifle It Is the Barrel That Seems to Hold the Greatest Mystique A
RIFLED BARREL MAKING Of all the components that make up the rifle it is the barrel that seems to hold the greatest mystique and mystery. Anybody with basic knowledge of engineering practice could make the action. Anybody with metal working experience and machinery could make a bolt action. But the barrel, that is a different matter. How do you drill such a long straight hole to form the bore? How is the rifling put in? How is the shiny finish in the barrel achieved? And above all, what is that special something that differentiates a so-so barrel from a hummer? Each operation in the making of a rifle barrel requires a special machine tool rarely found outside a barrel shop. That said, there is no real mystery in making good rifle barrels. But it does take care and attention to detail. In this article I will outline the main processes involved in turning a bar of steel into a rifled barrel, indicating where barrel makers differ in their approach. The United States is the home of the custom barrel makers and there are literally hundreds of small barrels across the country, some still make barrels to the customer’s specifications. There are also some very large barrel makers who make barrels primarily for the trade. The common denominator is that making barrels is all they do. THE STEEL. The barrel of any firearm is a pressure vessel with the action serving to stop up the rear end. The peak pressures involved during discharge are enormous, 50,000 pounds per square inch or more, and special steels are required to safely withstand these stresses. -

Shorter Delivery Time for 3 IMSA Gun Drilling Machines
July 2020 SHORTER DELIVERY TIME FOR 3 GUN DRILL MACHINE MODELS Responsibility, cooperation, optimism: fundamentals ingredients for the economic recovery in this critical moment. We believe in it: that's why we started the production of our most flexible gun drill models and now we can propose them with shorter delivery times in respect of usual manufacturing times. We are at your disposal to assist you in determining the most appropriate solution for your drilling needs. pag. 1 / 4 FOR MOULDS UP TO 2,5 TONNES COMPOUND-ANGLE GUN DRILLING AND AUXILIARY MACHINING WITH QUICK COMMUTATION The MF1000C is a compact gun drilling and milling machine for mould inserts, small moulds, and other workpieces. It can also be used to drill off-centre deep holes in cylindrical parts. It can be equipped with various types of tables, based on the machining geometries required: the MF1000C currently in production for the short-delivery project is equipped with a rotary-tilting table (360° rotation; +25°-20° tilting movement) with a load capacity of 2,5 t. A distinctive feature of the machine is, without a doubt, the vertical gantry structure that provides excellent rigidity; the gantry column is designed to ensure top performance in any position along the Y-axis. « From a practical standpoint this means we can MF1000C complete drilling without interruption, due to it having Gun drilling and milling machine with rotary table, or a tool life of more than 20-30 meters of drilling. An rotary-tilting table, for small to middle-size moulds up added bonus is the possibility to perform milling to 4 tons operations for roughing and finishing holes. -
Deep Hole Drilling Tools
DEEP HOLE DRILLING TOOLS EXCELLENT SOLUTIONS FOR DEMANDING TECHNOLOGIES DR. JÖRG GÜHRING OLIVER GÜHRING President Sales and Marketing Director Internal training and further Employees world-wide Employees Germany programme of education International knowledge transfer thanks to world-wide exchange programme for employees DIETMAR PFRÄNGER BERND SCHATZ R&D, Logistics, Technical and Financial and Commercial Production Director Director 55% 45% CORE SEGMENT Standard tools Tools Standard tools Tool types Special tools GÜHRING – YOUR PARTNER AROUND THE WORLD With a global network of manufacturing sites Gühring develops and produces precision tools for all the important markets. Users from the automotive industry, the aerospace industry or the machine tool and general industry rely on the trend-setting tools. 48 SUBSIDIARIES PRODUCTION AND SERVICE 70 CENTRES CANADA SWITZERLAND ROTKREUZ USA SWITZERLAND BROOKFIELD ALTDORF USA GERMANY NOVI ALBSTADT HEAD- QUARTER MEXICO GERMANY ALBSTADT FACTORY II BRAZIL GERMANY GERMANY ALBSTADT GEISLINGEN FACTORY III GERMANY GERMANY SOUTH AFRICA GERMANY SIGMARINGEN- MINDELHEIM MARKT ERLBACH LAIZ GERMANY SWEDEN GERMANY GERMANY LANGENHAGEN NÜRNBERG TREUEN FACTORY I GREAT GERMANY GERMANY GERMANY BRITAIN LEVERKUSEN RAMSTEIN- TREUEN MIESENBACH FACTORY II NETHERLANDS GERMANY GERMANY GERMANY WEHINGEN CHEMNITZ TREUEN FACTORY III BELGIIUM GERMANY GERMANY GERMANY EISENACH KULMBACH TREUEN FACTORY IV GÜHRING – YOUR PARTNER AROUND THE WORLD With innovative technologies Gühring meets specific customer requirements from process