Investigation Into the Cause of Print Mottle in Halftone Dots of Coated Paper: Effect of Optical Dot Gain Non-Uniformity
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Solvent-Based Screen
Technical Data Sheet Nazdar 9600 Series Polyester Screen Ink v 12 EN 9600 Series Screen Ink is designed primarily for printing on untreated polyester films. The ink dries to a film exhibiting good gloss and flexibility with the exception of 9652 Super Opaque Ref: v 11 EN Black, which exhibits a matte, but flexible ink film. 9600 Series may be catalyzed with NB72 Catalyst or NB80 Adhesion Promoter for adhesion to a diverse range of substrates including polyester, some rubber, polycarbonate, melamine plastics, leather and some coated and uncoated metals. When printing 9600 Series on polycarbonate for insert‐mold decorating applications, up to 5% by weight addition of NB72 provides optimum performance. Substrates Maintain ink temperature at 65°‐90°F (18°‐32°C) for optimum print and cure performance. Lower Untreated polyester temperatures increase the ink viscosity, impairing Polyester coated surfaces flow and increasing film thickness. Elevated Some treated or top coated polyester temperatures lower the ink viscosity, reducing films print definition and film thickness. Polycarbonate Substrate recommendations are based on commonly available Pretest to determine optimum printing materials intended for the ink’s specific market when the inks parameters for a particular set of ink, substrate, are processed according to this technical data. While technical screen, press, and curing variables/conditions. information and advice on the use of this product is provided in good faith, the User bears sole responsibility for selecting Nazdar does not recommend inter‐mixing of 9600 Ink the appropriate product for their end‐use requirements. Series with other inks besides the 9600 Series. Reference the ‘Quality Statement’ at the end of this document. -

Conventional Screen Ink Color Chart
Conventional Screen Ink Color Chart 2700 Series, 5100 Series, 6100 Series, 7200 Series, 7700 Series, 7900 Series, 8400 Series, 8800 Series, 8900 Series, 9600 Series, 9700 Series, 9800 Series, ADE Series, PP Series, S2 Series. The Conventional Screen Inks Color Chart is representative of the colors available in several Nazdar Conventional ink series; however, some colors are not available in all ink series. Check the specific product pages for specific ink series color availability. PANTONE® Base Colors 2700 Series, 5100 Series, 6100 Series, 7200 Series, 7700 Series, 7900 Series, 8400 Series, 8800 Series, 8900 Series, 9600 Series, 9700 Series, 9800 Series, ADE Series, PP Series, S2 Series. conventiaonl The Conventional Screen Inks Color Chart is representative of the colors available in several Nazdar Conventional ink series; however, some colors are not available in all ink series. Check the specific product pages for specific ink series color availability. 60/360 61/361 62/362 63/363 64/364 65/365 Orange Yellow Warm Red Rubine Red Rhodamine Red Purple * PANTONE 165C * PANTONE 102C * PANTONE Warm Red C * PANTONE Rubine Red C * PANTONE Rhodamine Red C * PANTONE 2593C 66/366 67/367 68/368 69/369 Violet Reflex Blue Process Blue Green * PANTONE 2747C * PANTONE Reflex Blue C * PANTONE 3015 C * PANTONE Green C conventiaonl Color charts represented on Nazdar.com are provided to give printers a general idea of the colors available in Nazdar ink lines. Due to the wide variations and inconsistencies 10 in Primrose computer monitors and11 digitalLemon color palettes,12 the Medium colors seen here are 19only Fire approximations of20 actual Brilliant ink colors. -

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
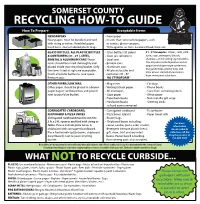
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

Color Gamut of Halftone Reproduction*
Color Gamut of Halftone Reproduction* Stefan Gustavson†‡ Department of Electrical Engineering, Linkøping University, S-581 83 Linkøping, Sweden Abstract tern then gets attenuated once more by the pattern of ink that resides on the surface, and the finally reflected light Color mixing by a halftoning process, as used for color is the result of these three effects combined: transmis- reproduction in graphic arts and most forms of digital sion through the ink film, diffused reflection from the hardcopy, is neither additive nor subtractive. Halftone substrate, and transmission through the ink film again. color reproduction with a given set of primary colors is The left-hand side of Fig. 2 shows an exploded view of heavily influenced not only by the colorimetric proper- the ink layer and the substrate, with the diffused reflected ties of the full-tone primaries, but also by effects such pattern shown on the substrate. The final viewed image as optical and physical dot gain and the halftone geom- is a view from the top of these two layers, as shown to etry. We demonstrate that such effects not only distort the right in Fig. 2. The dots do not really increase in the transfer characteristics of the process, but also have size, but they have a shadow around the edge that makes an impact on the size of the color gamut. In particular, a them appear larger, and the image is darker than what large dot gain, which is commonly regarded as an un- would have been the case without optical dot gain. wanted distortion, expands the color gamut quite con- siderably. -

Working with Halftones
Making Halftone negatives First convert your document to a bitmap file. When printing on an Epson choose 1440 dpi. When printing to a laser printer choose 1200 dpi. When you get the Option window choose Method -> Halftone Screen. Now choose your halftone screen frequency, which may be around 100 lpi for commercial printing, or for an art project. To reduce the likelihood of a moire pattern, it is best to specify different screen angles for each color. Traditionally these were set at 45º for Cyan, 75º for Magenta, 90º for Yellow and 105º for Black. Notice the darker colors are 30º from each other and yellow is set halfway between Magenta and Black. If you’re outputting a duo or tri tone set each 30º from each other. For dot shape, the ellipse halftone dot is often recommended for screen-printing. The following are from http://www.kevinhaas.com Creating a Halftone Bitmap 1. You will need a grayscale file that is at least 150ppi at the size you will print it. This information can be checked by going to Image > Image Size... in Photoshop. 2. Convert the image into a Bitmap: Go to Image > Mode > Bitmap. Set your Output Resolution to 720 and Method to ‘Halftone’. The Output Resolution should be your lpi x 16, and evenly divisible by your printer’s maximum output resolution. For example, a 35lpi halftone needs an Output Resolution of at least 560, but 720 is the next higher resolution that is the inkjet printer’s resolution of 1440 evenly divided by 2. 3. -

Federal Wage System Glossary of Printing Terms for the 4400 Job Family
Glossary of Printing Terms for the 4400 Job Family TS-45 October 1981 Federal Wage System Glossary of Printing Terms for the 4400 Job Family The terms and definitions contained in this glossary are intended to facilitate the application of published job grading standards to occupations in the Printing Family. The glossary does not represent a comprehensive listing of technical terms and processes common to printing occupations. Additional information may be found in dictionaries, and technical publications such as agency guides, trade magazines, and technical manuals. Aluminum Plate. A thin sheet of aluminum used in lithography for some press plates; image applied photographically; used for both surface-type and deep-etch offset plates. Aperture. A small opening in a plate or sheet. In cameras, the aperture is usually variable in the form of an iris diaphragm and regulates the amount of light which passes through the lens. The working aperture is the diameter of that part of the lens actually used. Asphaltum. A bituminous mixture used as an acid resist or protectant in photomechanics. In lithography, used to make printing image on press plate permanently ink-receptive. Autoscreen (Film). A photographic film embodying the halftone screen; exposed to a continuous-tone image, produces a dot pattern automatically just as if a halftone screen had been used in the camera. Backing-Up. Printing the other side, of a printed sheet. Back Pressure. The squeeze pressure between the blanket (offset) cylinder and the impression cylinder; sometimes called "impression pressure." Base Color. A first color used as a background on which other colors are printed. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -

Computer-To-Screen & Film Technologies for Screen Printing
MANAGEM ENT Computer-to-Screen & Film Technolo- gies for Screen Printing Research and development in new technologies is growing as screen printing continues to compete with alternative imaging technologies. There are several technology choices Higher D-max measurements indicate Another important metric to consider for generating film positives or imaging greater opacity to light. So, a D-max of when choosing a device is its resolution, stencils for screen printing, but choosing 4.50 has a greater ability to block light than usually expressed as dots per inch (dpi). New Products! New Pricing! which to use can be an overwhelming task. a D-max of 4.00. The minimum D-max This standard of measurement indicates the Presented here are the major technologies value recommended for screen printing addressable resolution of an output device When image quality matters, sign on to 3M ©3M 2007. AllRights Reserved©3M 2007. currently used, how they operate and purposes is 3.5 D. However, lower values or printer. It properly refers to the spots of Promotional Products. additional specifications. may provide suitable results for non-critical light or energy used by imagesetters and Research and development in new work or short production runs. If the D- digital-direct exposure systems; or dots Whether your need is for general sign, floor or window technologies is growing as screen printing max value falls below 3.0 D, light will of ink or toner used by an inkjet or laser continues to compete with alternative pass through and prematurely expose the printer, to output your text and graphics. -

Improved Oil Resistance of Cellulose Packaging Paper By
1 Improved Oil Resistance of Cellulose Packaging Paper by 2 Coating with Natural Polymer Derived Materials 3 Feijie Wang1, Liqiang Wang1,*, Xinchang Zhang1, Shufeng Ma2 4 1 Jiangsu Provincial Key Laboratory of Food Advanced Manufacturing Equipment 5 Technology, School of Mechanical Engineering, Jiangnan University, Wuxi, 214122, 6 China 7 2 School of Food Engineering, Jiangnan University, Wuxi, 214122, China 8 *Email: [email protected] 9 10 Abstract: Paper is widely used as food packaging due to its good mechanical strength 11 and degradability. However, it has a relatively strong affinity for water and oil, which 12 limits its application scope. In this work, we prepare two types of coated paper to 13 investigate, the influence the air permeability and polarity on the oil resistance of the 14 coated paper. The results showed that reducing the air permeability improved the grease 15 resistance of the coated paper. High surface energy coatings also showed better oil 16 resistance because of their higher content of polar components that resulted in a higher 17 resistance to grease. The mechanical properties of the paper also improved after 18 applying the coating. These natural derived materials offer an alternative to the fluoride- 19 containing materials currently used in the market to improve the wettability of paper. 20 Keywords: coated paper · oil resistance · air permeability · polarity 21 Introduction 22 As the variety of foods containing grease is abundant, the types of oil-resistant 23 materials used in food packaging has diversified in recent years. Environmental 24 protection and safety issues continue to be important, and as a result, scholars have paid 25 increasing attention to paper packaging materials (Coltelli et al. -

1 Human Color Vision
CAMC01 9/30/04 3:13 PM Page 1 1 Human Color Vision Color appearance models aim to extend basic colorimetry to the level of speci- fying the perceived color of stimuli in a wide variety of viewing conditions. To fully appreciate the formulation, implementation, and application of color appearance models, several fundamental topics in color science must first be understood. These are the topics of the first few chapters of this book. Since color appearance represents several of the dimensions of our visual experience, any system designed to predict correlates to these experiences must be based, to some degree, on the form and function of the human visual system. All of the color appearance models described in this book are derived with human visual function in mind. It becomes much simpler to understand the formulations of the various models if the basic anatomy, physiology, and performance of the visual system is understood. Thus, this book begins with a treatment of the human visual system. As necessitated by the limited scope available in a single chapter, this treatment of the visual system is an overview of the topics most important for an appreciation of color appearance modeling. The field of vision science is immense and fascinating. Readers are encouraged to explore the liter- ature and the many useful texts on human vision in order to gain further insight and details. Of particular note are the review paper on the mechan- isms of color vision by Lennie and D’Zmura (1988), the text on human color vision by Kaiser and Boynton (1996), the more general text on the founda- tions of vision by Wandell (1995), the comprehensive treatment by Palmer (1999), and edited collections on color vision by Backhaus et al. -

Conservation of Coated and Specialty Papers
RELACT HISTORY, TECHNOLOGY, AND TREATMENT OF SPECIALTY PAPERS FOUND IN ARCHIVES, LIBRARIES AND MUSEUMS: TRACING AND PIGMENT-COATED PAPERS By Dianne van der Reyden (Revised from the following publications: Pigment-coated papers I & II: history and technology / van der Reyden, Dianne; Mosier, Erika; Baker, Mary , In: Triennial meeting (10th), Washington, DC, 22-27 August 1993: preprints / Paris: ICOM , 1993, and Effects of aging and solvent treatments on some properties of contemporary tracing papers / van der Reyden, Dianne; Hofmann, Christa; Baker, Mary, In: Journal of the American Institute for Conservation, 1993) ABSTRACT Museums, libraries, and archives contain large collections of pigment-coated and tracing papers. These papers are produced by specially formulated compositions and manufacturing procedures that make them particularly vulnerable to damage as well as reactive to solvents used in conservation treatments. In order to evaluate the effects of solvents on such papers, several research projects were designed to consider the variables of paper composition, properties, and aging, as well as type of solvent and technique of solvent application. This paper summarizes findings for materials characterization, degradative effects of aging, and some effects of solvents used for stain reduction, and humidification and flattening, of pigment-coated and modern tracing papers. Pigment-coated papers have been used, virtually since the beginning of papermaking history, for their special properties of gloss and brightness. These properties, however, may render coated papers more susceptible to certain types of damage (surface marring, embedded grime, and stains) and more reactive to certain conservation treatments. Several research projects have been undertaken to characterize paper coating compositions (by SEM/EDS and FTIR) and appearance properties (by SEM imaging of surface structure and quantitative measurements of color and gloss) in order to evaluate changes that might occur following application of solvents used in conservation treatments.