Project Awards
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Versatility of Concrete
The Versatility of Concrete Taking the versatility of concrete to mean its ‘adaptability to a wide variety of purposes’, this paper looks at what it is about concrete that lends itself to varied uses and how those many uses reflect concrete’s character By Edwin A.R. Trout, manager of Information Services, The Concrete Society hat there are many and varied uses for concrete and steel in the British Empire, it is progress of concrete in the UK: It is 30 years concrete is indicated by the ‘Little book of hoped that its pages will not only be of interest since reinforced concrete was first used in this Tconcrete’ 1, a marketing document issued country, and during that comparatively brief and of use to those already directly and by British Precast around four years ago, indirectly concerned with the subject under space of time it has steadily advanced to a which sets out 100 advantages gained by using review, but that by their advocacy of what is leading position among the materials of concrete. In the introduction its compiler writes practical and economical in civil and construction. …For nearly every class of of concrete: It is the most commonly used architectural engineering, they will also compel engineering structure, it has become the building material in the world; yet we take what the attention of those who may still be holding standard form of construction and the revision it does for granted – too often this means that aloof from the application of the modern of the Building Acts and bye-laws which is now much of what concrete can offer is overlooked . -
Assessment of Concrete Structures After Fire
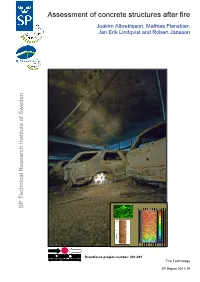
Assessment of concrete structures after fire Joakim Albrektsson, Mathias Flansbjer, Jan Erik Lindqvist and Robert Jansson SP Technical Research Institute of Sweden Brandforsk project number: 301-091 Fire Technology SP Report 2011:19 Assessment of concrete structures after fire Joakim Albrektsson, Mathias Flansbjer, Jan Erik Lindqvist and Robert Jansson 3 Abstract After a fire incident the first question from a structural point of view is whether the construction can be refurbished or, in extreme cases, needs to be replaced. The choice of action must be based on an assessment of the status of the structure. This assessment is in turn based on a mapping of damage to the construction. The mapping of damage needs to be accurate to optimise both the safety level and the best solution from an economic point of view. The work presented in this report is divided into a literature study of commonly used traditional methods to conduct such a “mapping of damage” and an experimental part where several traditional methods are compared to a new methodology which has been developed for such applications in this project. The traditional assessment methods included in the experimental part of the report are: rebound hammer, ultrasonic pulse measurements and microscopy methods. These are compared to optical full-field strain measurements during a compressive load cycle on drilled cores, i.e. the new method proposed to determine the degree of damage in a fire exposed cross-section. Based on the results from the present study an approach with two levels of complexity is recommended. The initial level is to perform an inspection and determine the development, size and spread pattern of the fire (if possible). -

CSS07-03 Cover.Eps
Report No. CSS07-03 April 30, 2007 Discovering Institutional Drivers and Barriers to Sustainable Concrete Construction Peter Arbuckle Discovering Institutional Drivers and Barriers to Sustainable Concrete Construction By: Peter Arbuckle A project submitted in partial fulfillment of requirements for the degree of Master of Science (Natural Resources and Environment) University of Michigan Ann Arbor April 30, 2007 Faculty Advisors: Dr. Greg Keoleian, Associate Professor Dr. Michael Lepech, Post-doctoral Fellow Dr. Thomas Princen, Associate Professor A report of the Center for Sustainable Systems Report No. CSS07-03 Document Description DISCOVERING INSTITUTIONAL BARRIERS AND OPPORTUNITIES FOR SUSTAINABLE CONCRETE CONSTRUCTION Peter Arbuckle Center for Sustainable Systems, Report No. CSS07-03 University of Michigan, Ann Arbor, Michigan April 30, 2007 106 pp., 11 tables, 35 figures, 3 appendices This document is available online at: http://css.snre.umich.edu Center for Sustainable Systems School of Natural Resources and Environment University of Michigan 440 Church Street, Dana Building Ann Arbor, MI 48109-1041 Phone: 734-764-1412 Fax: 734-647-5841 Email: [email protected] Web: http://css.snre.umich.edu © Copyright 2007 by the Regents of the University of Michigan Abstract Using industry standards to commodify cement beginning in 1904, the cement and concrete industry surrendered control of their product to the market and the concrete industry as a whole developed a technocratic and conservative culture. Both industry standards and the culture which they have created have had lasting impacts on the industry with respect to innovation and potentially more sustainable concrete construction. Industry standards and project specifications have institutionalized concrete optimized for high early strength and rapid construction rather than durability. -
Services Integration with Concrete Buildings
Services Integration with Concrete Buildings Guidance for a defect-free interface By Roderic Bunn, Deryk Simpson and Stephen White Interface Engineering Publications is a Co-Construct initiative supported by What is Co-Construct? Co-Construct is a network of five leading construction research and information organisations - Concrete Society, BSRIA, CIRIA, TRADA and SCI - who are working together to produce a single point of communication for construction professionals. BSRIA covers all aspects of mechanical and electrical services in buildings, including heating, air conditioning, and ventilation. Its services to industry include information, collaborative research, consultancy, testing and certification. It also has a worldwide market research and intelligence group, and offers hire calibration and sale of instruments to the industry. The Construction Industry Research and Information Association (CIRIA ) works with the construction industry to develop and implement best practice, leading to better performance. CIRIA's independence and wide membership base makes it uniquely placed to bring together all parties with an interest in improving performance. The Concrete Society is renowned for providing impartial information and technical reports on concrete specification and best practice. The Society operates an independent advisory service and offers networking through its regions and clubs. The Steel Construction Institute (SCI) is an independent, international, member- based organisation with a mission to develop and promote the effective use of steel in construction. SCI promotes best practice through a wide range of training courses, publications, and a members advisory service. It also provides internet- based information resources. TRADA provides timber information, research and consultancy for the construction industry. The fully confidential range of expert services extends from strategic planning and market analysis through to product development, technical advice, training and publications. -

Performance of Posttensioned Seismic Retrofit of Two Stone Masonry Buildings During the Canterbury Earthquakes
Australian Earthquake Engineering Society 2013 Conference, Nov 15-17 2013, Hobart, Tasmania Performance of posttensioned seismic retrofit of two stone masonry buildings during the Canterbury earthquakes Dmytro Dizhur1, Sara Bailey2, John Trowsdale3, Michael Griffith4 and Jason M. Ingham5 1. Research Fellow, Department of Civil and Environmental Engineering, University of Auckland, Private Bag 92019, Auckland, New Zealand, [email protected] 2. Student Researcher, Department of Civil and Environmental Engineering, University of Auckland, Private Bag 92019, Auckland, New Zealand, [email protected] 3. Arts Centre Project Director, Holmes Consulting Group, P O Box 6718, Christchurch 8442, New Zealand, [email protected] 4. Professor, School of Civil, Environmental and Mining Engineering, University of Adelaide, Adelaide, Australia, [email protected] 5. Professor, Department of Civil and Environmental Engineering, University of Auckland, Private Bag 92019, Auckland, New Zealand, [email protected] Abstract Seismic retrofitting of unreinforced masonry buildings using posttensioning has been the topic of many recent experimental research projects. However, the performance of such retrofit designs in actual design level earthquakes has previously been poorly documented. In 1984 two stone masonry buildings within The Arts Centre of Christchurch received posttensioned seismic retrofits, which were subsequently subjected to design level seismic loads during the 2010/2011 Canterbury earthquake sequence. These 26 year old retrofits were part of a global scheme to strengthen and secure the historic building complex and were subject to considerable budgetary constraints. Given the limited resources available at the time of construction and the current degraded state of the steel posttension tendons, the posttensioned retrofits performed well in preventing major damage to the overall structure of the two buildings in the Canterbury earthquakes. -

Nscsep17digi.Pdf
www.newsteelconstruction.com Regenerating Liverpool Vol 25 No 8 September 2017 Vol High-rise lifts Elephant & Castle Complex services accommodated Steel married with wrought iron Leisure boost for County Down In this issue Cover Image Highpoint crown steelwork, London Main client: Newington Butts Developments Design Architect: Rogers Stirk Harbour + Associates Delivery Architect: Axis Main contractor: Mace Structural engineer: AKT II Steelwork contractor: Bourne Steel Steel tonnage: 55.5t September 2017 Vol 25 No 8 EDITOR Nick Barrett Tel: 01323 422483 Editor’s comment Editor Nick Barrett says the steel construction supply chain is [email protected] 5 showing a lead by confidently investing for the future against a background of DEPUTY EDITOR Martin Cooper Tel: 01892 538191 uncertainty that is pushing others’ plans to the backburner. [email protected] PRODUCTION EDITOR Andrew Pilcher Tel: 01892 553147 News The Steel Construction Certification Scheme has successfully achieved the [email protected] PRODUCTION ASSISTANT 6 revised ISO 14001 standard. Alastair Lloyd Tel: 01892 553145 [email protected] COMMERCIAL MANAGER Headline Sponsor Investment-led growth is consolidating Barrett Steel’s leading Fawad Minhas Tel: 01892 553149 [email protected] 10 market position. NSC IS PRODUCED BY BARRETT BYRD ASSOCIATES ON BEHALF OF THE BRITISH CONSTRUCTIONAL Sector Focus: Steelmaking NSC looks at the two main steelmaking processes used STEELWORK ASSOCIATION AND STEEL FOR LIFE IN ASSOCIATION WITH THE STEEL CONSTRUCTION 12 by today’s modern industrialised economies. INSTITUTE The British Constructional Steelwork Association Ltd 4 Whitehall Court, Westminster, London SW1A 2ES Retail Preston’s historic covered market will get a new lease of life with the addition Telephone 020 7839 8566 Website www.steelconstruction.org 14 of steel-framed stalls. -

Finite Element Analysis and Design of Suspended Steel- Fibre Reinforced Concrete Slabs
FINITE ELEMENT ANALYSIS AND DESIGN OF SUSPENDED STEEL- FIBRE REINFORCED CONCRETE SLABS OLUGBENGA BABAJIDE SOYEMI A thesis submitted in partial fulfilment of the requirements of the University of East London for the degree of Doctor of Philosophy August 2018 Abstract Over the last 20 years, there has been a rapid expansion in the construction of pile-supported and elevated steel-fibre-reinforced [SFRC] concrete slabs. The use of fibres to replace some or all of the conventional steel reinforcement leads to a significant reduction in construction time. However, current guidance is limited and is dominated by approximate elastic and plastic classical solutions. The design guidelines and construction of the majority of constructed SFRC slabs is almost entirely proprietary (provided by fibre manufacturers and suppliers) and different guidelines from nations (embedded with safety concerns). As a result, designers are unwilling to underwrite current designs in the absence of adequate independent guidance. In this research work, the behaviour of suspended SFRC slabs was studied under concentrated loadings. Available experimental data were used to study the effect of steel fibres on the post- cracking response of concrete. Subsequently, the SFRC constitutive model proposed by Lok and Xiao (1999) was adopted alongside the concrete damaged plasticity model of ABAQUS based on the validation work done. The reliability of the FE numerical model predictions was ensured by calibrating it against existing experimental data. Consequently, additional analyses were carried out examining three main case studies of SFRC slabs namely, single simply supported slabs, 4-panel pile-supported slab (i.e. statically-indeterminate) and 9-panel elevated slab. -

0A Copyright
INSPECTION, TESTING, AND MONITORING OF BUILDINGS AND BRIDGES EDITED BY PAUL ZIEHL AND JUAN CAICEDO Inspection, Testing, and Monitoring of Buildings and Bridges ISBN: 978-1-60983-198-1 Cover Design: Duane Acoba Publications Manager: Mary Lou Luif Project Head: Sandra Hyde Project Editor: Daniel Mutz Typesetting: Amy O'Farrell COPYRIGHT © 2012 â Published by the International Code Council ALL RIGHTS RESERVED. This publication is a copyrighted work owned by the National Council of Structural Engineers Associ- ations (NCSEA). Without advance written permission from the copyright owner, no part of this book may be reproduced, distrib- uted, or transmitted in any form or by any means, including, without limitation, electronic, optical, or mechanical means (by way of example, and not limitation, photocopying or recording by or in an information storage retrieval system). For information on per- mission to copy material exceeding fair use, please contact: ICC Publications, 4051 West Flossmoor Road, Country Club Hills, IL 60478. Phone 1-888-ICC-SAFE (422-7233). The information contained in this document is believed to be accurate; however, it is being provided for informational purposes only and is intended for use only as a guide. Publication of this document by the ICC should not be construed as the ICC, NCSEA, or the authors engaging in or rendering engineering, legal or other professional services. Use of the information contained in this book should not be considered by the user to be a substitute for the advice of a registered professional engineer, attorney or other profes- sional. If such advice is required, it should be sought through the services of a registered professional engineer, licensed attorney or other professional. -

The Steel–Concrete Interface
Materials and Structures (2017) 50:143 DOI 10.1617/s11527-017-1010-1 ORIGINAL ARTICLE The steel–concrete interface Ueli M. Angst . Mette R. Geiker . Alexander Michel . Christoph Gehlen . Hong Wong . O. Burkan Isgor . Bernhard Elsener . Carolyn M. Hansson . Raoul Franc¸ois . Karla Hornbostel . Rob Polder . Maria Cruz Alonso . Mercedes Sanchez . Maria Joa˜o Correia . Maria Criado . A. Sagu¨e´s . Nick Buenfeld Received: 8 December 2016 / Accepted: 31 January 2017 Ó The Author(s) 2017. This article is published with open access at Springerlink.com Abstract Although the steel–concrete interface and their physical and chemical properties. It was (SCI) is widely recognized to influence the durability found that the SCI exhibits significant spatial inho- of reinforced concrete, a systematic overview and mogeneity along and around as well as perpendicular detailed documentation of the various aspects of the to the reinforcing steel. The SCI can differ strongly SCI are lacking. In this paper, we compiled a between different engineering structures and also comprehensive list of possible local characteristics at between different members within a structure; partic- the SCI and reviewed available information regarding ular differences are expected between structures built their properties as well as their occurrence in engi- before and after the 1970/1980s. A single SCI neering structures and in the laboratory. Given the representing all on-site conditions does not exist. complexity of the SCI, we suggested a systematic Additionally, SCIs in common laboratory-made spec- approach to describe it in terms of local characteristics imens exhibit significant differences compared to U. M. Angst (&) Á B. -
Issue of the Concrete Beton for 2011, It Is a Good Time to Refl Ect on What Has Happened This Year in the Industry, and in Concrete Society Circles
President’s Message As this is the fi nal issue of the Concrete Beton for 2011, it is a good time to refl ect on what has happened this year in the industry, and in Concrete Society circles. he year started with concern over The Concrete Society has been as busy the outlook for 2011 with many as ever this year; with no global crunch Tpredicting a contraction in the being felt by the Head Offi ce staff. The construction industry. This has clearly appointment of the CEO, John Sheath, been evident with very competitive at the start of this year has brought tendering and reduced demand for with it a tangible difference to the way materials. Material price increases in which the Society strives to serve do not appear to have followed the its members. This effort has gone into discounting offered by consultants aligning the Society with the latest and contractors, with some steady legislation, which governs the way we increases seen at regular periods operate in South Africa. throughout the year in ‘base’ construc- The focus of many discussions in As we look forward to the Christmas tion materials. the Society is how we can best serve break, I want to take this opportunity But the year has ended with a lit- our members. How can we ensure to wish all - a blessed and safe holi- tle more optimism creeping into the that we remain a relevant contributor day - and trust that 2012 will bring industry. While the outlook for 2012 to the construction industry land- some new challenges and many new does not look rosy by any stretch of the scape and not just become another opportunities. -

Redgroup NZ-Report to Creditors
26 July 2011 TO THE CREDITOR AS ADDRESSED Dear Sir / Madam WGL Retail Holdings Ltd WGL Realisations Ltd (Administrators Appointed) (Administrators Appointed) Company No. 120265 (formerly known as Whitcoulls Group Limited) Calendar Club New Zealand Ltd Company No. 131870 (Administrators Appointed) Company No. 826130 B Realisations (NZ) Ltd (Administrators Appointed) REDgroup Online Ltd (formerly known as Borders New (Administrators Appointed) Zealand Limited) Company No. 2223528 Company No. 944114 (Collectively “the Group” or “the Companies”) I refer to the appointment of Steve Sherman, John Melluish and I as Administrators of the Group on 17 February 2011. Section 239AU(3) Report Please find enclosed our report to creditors pursuant to section 239AU(3) of the Companies Act 1993 (“the Act”). Joint Watershed Meeting The Administrators are required to call a joint watershed meeting of creditors (“the Watershed Meeting”) pursuant to section 239AT(1) of the Act, and do so in this case by way of a joint meeting of the creditors of each company in the Group under section 239AL. The purpose of the Watershed Meeting is to provide creditors with an opportunity to resolve: 1. That the Companies execute a Deed of Company Arrangement; or 2. That the administrations should end; or 3. That the Companies be wound up. I have enclosed the following documents: (a) Notice of a Joint Watershed Meeting. Please note that the meeting commences at 10:30am Thursday, 4 August 2011. You should arrive for registration at least 30 minutes prior to the meeting. bp110725 Letter to Creditor C:68580 Page 2 Letter to Creditor 26 July 2011 (b) Formal Proof of Debt Form. -
![[2017] NZHC 1893 UNDER the Tax Administration Act 1994 IN](https://docslib.b-cdn.net/cover/9355/2017-nzhc-1893-under-the-tax-administration-act-1994-in-4009355.webp)
[2017] NZHC 1893 UNDER the Tax Administration Act 1994 IN
IN THE HIGH COURT OF NEW ZEALAND WELLINGTON REGISTRY CIV 2016-485-549 [2017] NZHC 1893 UNDER The Tax Administration Act 1994 IN THE MATTER of the Income Tax Act 2007 BETWEEN EASY PARK LIMITED Plaintiff AND THE COMMISSIONER OF INLAND REVENUE Defendant Hearing: 27-28 March 2017 Counsel: G Harley and R L Goss for Plaintiff A B Goosen and C Hollingsworth for Defendant Judgment: 10 August 2017 JUDGMENT OF ELLIS J [1] This case presents an old problem in a new context. The problem is the distinction between a receipt of a revenue nature and a receipt of a capital nature. The context is the receipt by the plaintiff, Easy Park Limited (Easy Park), of a lump sum in return for its agreement to accept the early surrender of a commercial lease. In other, similar, cases far greater judges than I have noted that the battleground on which they are fought is an intellectual minefield; the principles are elusive, analogies are treacherous, precedents appear to be but vague signposts pointing in different directions. The compass is said to be “judicial common sense”.1 But one thing is clear. The factual context is all-important. 1 My opening paragraph is taken unashamedly from the beginning of Templeman J’s judgment in Tucker v Granada Motorway Services Ltd [1977] 3 All ER 865 at 869. Its gist has been repeated in a number of the New Zealand appellate decisions which are discussed later in this judgment. EASY PARK LTD v THE COMMISSIONER OF INLAND REVENUE [2017] NZHC 1893 [10 August 2017] Facts [2] During the 1980s and 1990s Mr Herman Rockefeller was the Chief Financial Officer of Brierley Investments Limited (BIL).