Optimizing the Use of Fly Ash in Concrete
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Experimental Investigation on Nano Concrete with Nano Silica and M-Sand
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 06 Issue: 03 | Mar 2019 www.irjet.net p-ISSN: 2395-0072 EXPERIMENTAL INVESTIGATION ON NANO CONCRETE WITH NANO SILICA AND M-SAND Mohan Raj.B1, Sugila Devi.G2 1PG Student, Nadar Saraswathi College of Engineering and Technology, Theni, Tamilnadu, India. 2Assistant Professor, Nadar Saraswathi College of Engineering and Technology, Theni, Tamilnadu, India. ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - The influence of Nano-Silica on various material is Nano Silica (NS). The advancement made by the properties of concrete is obtained by replacing the cement study of concrete at Nano scale has proved the Nano silica is with various percentages of Nano-Silica. Nano-Silica is used as much better than silica fume used in conventional concrete. a partial replacement for cement in the range of 3%, 3.5%, Now, the researchers are capitalizing on nanotechnology to and 10% for M20 mix. Specimens are casted using Nano-Silica innovate a new generation of concrete materials that concrete. Laboratory tests conducted to determine the overcome the above drawbacks and trying to achieve the compressive strength, split tensile and flexural strength of sustainable concrete structures. Evolution of materials is Nano-Silica concrete at the age of 7, 14 and 28 days. Results need of the day for improved or better performance for indicate that the concrete, by using Nano-Silica powder, was special engineering applications and modifying the bulk able to increase its compressive strength. However, the density state of materials in terms of composition or microstructure is reduce compared to standard mix of concrete. -

Evaluation of Ash Pozzolanic Activity by Means of the Strength Activity Index Test, Frattini Test and DTA/TG Analysis
ISSN 1330-3651 (Print), ISSN 1848-6339 (Online) https://doi.org/10.17559/TV-20171203193229 Original scientific paper Evaluation of Ash Pozzolanic Activity by Means of the Strength Activity Index Test, Frattini Test and DTA/TG Analysis Sabina KRAMAR, Vilma DUCMAN Abstract: The pozzolanic activity of five different types of ash was studied using various direct and indirect methods. In addition to strength activity index (SAI) determination and the Frattini test, ash pozzolanicity was assessed via differential thermal and thermogravimetric analyses (DTA/TG) after curing for 7, 28 and 90 days. The results showed that, due to their respective mineralogical, chemical and physical characteristics, the ashes exhibited different levels of pozzolanic activity in terms of the amount of lime with which they could chemically bind, as well as reaction kinetics. Although SAI and Frattini test results were not in agreement in the case of some of the ashes, DTA/TG analysis revealed that a certain amount of portlandite was consumed, thus confirming the occurrence of a pozzolanic reaction. The results also showed that ashes with higher amounts of reactive SiO2 were more reactive, while those with higher BET surface areas displayed a faster pozzolanic reaction rate. Keywords: biomass ash, DTA/TG, fly ash, Frattini test, pozzolanic activity, SAI 1 INTRODUCTION [7]. The utilisation potential of fly ash is mainly controlled by its chemical composition, but also by particle size, Supplementary cementitious materials (SCMs), amorphous phase content, specific surface area, including fly ash, ground granulated blast furnace slag, morphology and surface texture [8-10]. In contrast to those silica fume, calcined clays and natural pozzolans, are obtained from coal combustion, biomass fly ashes are increasingly used in the construction sector, e.g. -

Assessment of Wood-Based Fly Ash As Alternative Cement Replacement
sustainability Article Assessment of Wood-Based Fly Ash as Alternative Cement Replacement Jan Foˇrt 1,2,* , Jiˇrí Šál 2, Jaroslav Žák 2 and Robert Cernˇ ý 1 1 Department of Materials Engineering and Chemistry, Faculty of Civil Engineering, Czech Technical University in Prague, Thákutova 7, 166 29 Prague, Czech Republic; [email protected] 2 Institute of Technology and Business in Ceskˇ é Budˇejovice,Okružní 10, 370 01 Ceskˇ é Budˇejovice, Czech Republic; [email protected] (J.Š.); [email protected] (J.Ž.) * Correspondence: [email protected] Received: 16 October 2020; Accepted: 15 November 2020; Published: 17 November 2020 Abstract: The abandonment of coal energy plants in the near future will result in a substantially reduced availability of the coal fly ash broadly used as an efficient supplementary material. In line with the growth of alternative and renewable energy resources, the amount of biomass-based ash rises substantially. Nevertheless, a diverse chemical composition prevents a broader utilization of biomass-based fly ash compared to coal ash on an industrial scale. On this account, the present work is aimed at investigating the basic physical and mechanical properties of concrete mortars modified by a high volume of biomass fly ash (BFA) from wood combustion. Delivered results confirm a significant potential of BFA in the building industry. Experimental analysis of concrete mortars with BFA reveals preservation or even improvement of compressive and bending strength up to 30 wt.% cement replacement. On the contrary, higher dosages induce a gradual decrease in mechanical performance. The performed Life Cycle Assessment analysis reveals the perspective of BFA incorporation taking into account environmental issues considering the ratio between preservation of mechanical performance per normalized endpoint environmental score that allows a direct comparison with other alternatives. -

Strength Properties of Meta Kaolin & Fly Ash Plane
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 02 Issue: 09 | Dec-2015 www.irjet.net p-ISSN: 2395-0072 STRENGTH PROPERTIES OF META KAOLIN & FLY ASH PLANE CEMENT CONCRETE Dr. Rajamanya V. S.1, Kulkarni N. K.2 1 Professor & HOD, Department of Civil Engineering, MBES College of Engineering, Ambajogai, Maharashtra,India 2 Asst. Professor, Department of Civil Engineering, MBES College of Engineering, Ambajogai, Maharashtra,India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - The present report deals with the effects of the use of Natural Pozzolans like Meta kaolin as a possible mineral admixtures, by partial replacement of cement, partial replacement for cement. Amongst the various in terms of improved performance on compressive and methods used to improve the durability of concrete, and to flexural strengths.Experimental work was carried out achieve high performance concrete, the use of Meta kaolin to investigate the effect of Meta kaolin and Fly ash by is a relatively new approach. Meta kaolin, or heat-treated partial replacing cement and keeping same water clay, may be used as a Supplementary Cementations cement ratio to ordinary concrete & meta kaolin and fly Material in concrete to reduce cement consumption, to ash. In this program we are going to construct 48 cube increase strength. Meta kaolin reduces the porosity of samples of size 150mmx150mmx150mm for different concrete. Plain concrete possesses a very low tensile percentages of Meta kaolin and Fly ash with partial strength, limited ductility and little resistance to cracking. replacement of cement will casted and tested. The Concrete is one of the most common materials used in the concrete mixes had 0%,5%,10%,15% of Fly ash and construction industry. -

Vermiculite Concrete Introduction Vermiculite Concrete Is a Low Density Non-Structural Construction Product
Vermiculite Concrete Introduction Vermiculite concrete is a low density non-structural construction product. It is insulating (both thermally and acoustically) and intrinsically fire resistant. It is normally made simply by mixing exfoliated vermiculite as the aggregate, with cement and water, plus additives such as plasticisers if required. The ratio of exfoliated vermiculite aggregate to cement and the vermiculite grade can be varied to the properties such as strength and insulation as required for the concrete. The applications for vermiculite concrete are however, all non-structural. Vermiculite concretes can also be produced containing other lightweight aggregates, such as expanded perlite, to give differing physical properties. Normally the type of cement used in these mixes is Ordinary Portland Cement (O.P.C), although a higher initial strength may be obtained using Rapid Hardening Portland Cement (R.H.P.C). For high temperature refractory applications, high alumina (luminate in the USA) cements may be used with great success to manufacture lightweight in-situ cast insulation mixes and back up insulation products. However, these applications are beyond the scope of this specific application note. Applications for Vermiculite Concrete The principal applications for vermiculite concrete are for in-situ site mixed applications such as: • Floor and roof screeds • Void filling insulation mixes around chimneys, back boilers and fire backs • Blocks and slabs • Swimming pool bases [see separate application note for this application] Vermiculite concrete can be easily cut, sawed, nailed or screwed. The lower density vermiculite concrete screeds are usually covered with a denser topping mix of 4:1 or 5:1 sand to cement mix to a minimum depth of 25mm (1 inch); the screed and denser more load distributing topping should ideally be laid monolithically to prevent dis-bonding and shear fracturing between the screed and the topping. -

Alkali-Silica Reactivity: an Overview of Research
SHRP-C-342 Alkali-Silica Reactivity: An Overview of Research Richard Helmuth Construction Technology Laboratories, Inc. With contributions by: David Stark Construction Technology Laboratories, Inc. Sidney Diamond Purdue University Micheline Moranville-Regourd Ecole Normale Superieure de Cachan Strategic Highway Research Program National Research Council Washington, DC 1993 Publication No. SHRP-C-342 ISBN 0-30cL05602-0 Contract C-202 Product No. 2010 Program Manager: Don M. Harriott Project Maxtager: Inam Jawed Program AIea Secretary: Carina Hreib Copyeditor: Katharyn L. Bine Brosseau May 1993 key words: additives aggregate alkali-silica reaction cracking expansion portland cement concrete standards Strategic Highway Research Program 2101 Consti!ution Avenue N.W. Washington, DC 20418 (202) 334-3774 The publicat:Lon of this report does not necessarily indicate approval or endorsement by the National Academy of Sciences, the United States Government, or the American Association of State Highway and Transportation Officials or its member states of the findings, opinions, conclusions, or recommendations either inferred or specifically expressed herein. ©1993 National Academy of Sciences 1.5M/NAP/593 Acknowledgments The research described herein was supported by the Strategic Highway Research Program (SHRP). SHRP is a unit of the National Research Council that was authorized by section 128 of the Surface Transportation and Uniform Relocation Assistance Act of 1987. This document has been written as a product of Strategic Highway Research Program (SHRP) Contract SHRP-87-C-202, "Eliminating or Minimizing Alkali-Silica Reactivity." The prime contractor for this project is Construction Technology Laboratories, with Purdue University, and Ecole Normale Superieure de Cachan, as subcontractors. Fundamental studies were initiated in Task A. -

Silica Fume As a Scm for Pervious Concrete
THE EFFECTS OF UTILIZING SILICA FUME IN PORTLAND CEMENT PERVIOUS CONCRETE A THESIS IN Civil Engineering Presented to the Faculty of the University of Missouri-Kansas City in partial fulfillment of the requirements for the degree MASTER OF SCIENCE By DANIEL ALLEN MANN B.S. University of Missouri-Kansas City, 2012 Kansas City, Missouri 2014 © 2014 DANIEL ALLEN MANN ALL RIGHTS RESERVED THE EFFECTS OF UTILIZING SILICA FUME IN PORTLAND CEMENT PERVIOUS CONCRETE Daniel Allen Mann, Candidate for the Master of Science Degree University of Missouri-Kansas City, 2014 ABSTRACT Silica fume has long been used as a supplementary cementing material to provide a high density, high strength, and durable building material. Silica fume has a particle size a fraction of any conventional cement, which allows it to increase concrete strength by decreasing the porosity especially near the aggregates surface. Because Portland Cement Pervious Concrete (PCPC) has a smaller bond area between aggregate and paste, silica fume has significant impacts on the properties of the PCPC. The research in this paper studies the workability of a cement paste containing silica fume in addition to analyzing the results of testing on Portland Cement Pervious Concrete mixtures that also contained silica fume. Testing conducted included a study of the effects of silica fume on cement’s rheological properties at various dosage rates ranging from zero to ten percent by mass. It was determined that silica fume has negligible effects on the viscosity of cement paste until a dosage rate of five percent, at which point the viscosity increases rapidly. In addition to the rheological testing of the cement paste, trials were also conducted on the pervious concrete samples. -

The Versatility of Concrete
The Versatility of Concrete Taking the versatility of concrete to mean its ‘adaptability to a wide variety of purposes’, this paper looks at what it is about concrete that lends itself to varied uses and how those many uses reflect concrete’s character By Edwin A.R. Trout, manager of Information Services, The Concrete Society hat there are many and varied uses for concrete and steel in the British Empire, it is progress of concrete in the UK: It is 30 years concrete is indicated by the ‘Little book of hoped that its pages will not only be of interest since reinforced concrete was first used in this Tconcrete’ 1, a marketing document issued country, and during that comparatively brief and of use to those already directly and by British Precast around four years ago, indirectly concerned with the subject under space of time it has steadily advanced to a which sets out 100 advantages gained by using review, but that by their advocacy of what is leading position among the materials of concrete. In the introduction its compiler writes practical and economical in civil and construction. …For nearly every class of of concrete: It is the most commonly used architectural engineering, they will also compel engineering structure, it has become the building material in the world; yet we take what the attention of those who may still be holding standard form of construction and the revision it does for granted – too often this means that aloof from the application of the modern of the Building Acts and bye-laws which is now much of what concrete can offer is overlooked . -

A Study of Strength Activity Index of Ground Coarse Fly Ash with Portland Cement
R ESEARCH ARTICLE ScienceAsia 25 (1999) : 223-229 A Study of Strength Activity Index of Ground Coarse Fly Ash with Portland Cement Chai Jaturapitakkul*, Kraiwood Kiattikomol and Smith Songpiriyakij Department of Civil Engineering, King Mongkut's University of Technology Thonburi, Bangkok 10140, Thailand. * Corresponding author. Received 16 February 1999 ABSTRACT Fly ash, from Mae Moh power plant, was classified by air classifier to yield fine and coarse fractions. The coarse fly ash was ground and classified again into 3 sizes. Four different sizes of fly ash from the process including the original fly ash were replaced cement 20% by weight to make mortars. Chemical and physical properties of all fly ashes were tested. Setting times of fly ash-cement pastes and compressive strength of fly ash-cement mortars were investigated, and compared with those of the control. The results revealed that slight change in chemical composition of processed fly ashes did not give much effect on the compressive strength, whereas, the fineness of fly ash played a more important factor on the compressive strength development rate. More than 110% of strength activity index of ground coarse fly ash mortar can be achieved as early as 1 to 3 days since the coarse fly ash is not in crystalline phase. KEYWORDS: fly ash, coarse fly ash, fineness, mortar, strength activity index. INTRODUCTION showed that the small particle size of fly ash was a good source of pozzolanic material7. Later, classified Fly ash, as defined by ACI 116,1 is the finely fly ash by air cycling was developed at King divided residue resulting from the combustion of Mongkut’s Institute of Technology Thonburi ground or powdered coal and which is transported (KMITT) in 1996 which be able to select the mean from the firebox through the boiler by flue gases; particle size down to 3 micron.8 The test results of known in UK as pulverized-fuel ash. -
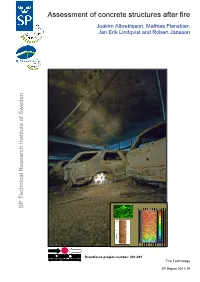
Assessment of Concrete Structures After Fire
Assessment of concrete structures after fire Joakim Albrektsson, Mathias Flansbjer, Jan Erik Lindqvist and Robert Jansson SP Technical Research Institute of Sweden Brandforsk project number: 301-091 Fire Technology SP Report 2011:19 Assessment of concrete structures after fire Joakim Albrektsson, Mathias Flansbjer, Jan Erik Lindqvist and Robert Jansson 3 Abstract After a fire incident the first question from a structural point of view is whether the construction can be refurbished or, in extreme cases, needs to be replaced. The choice of action must be based on an assessment of the status of the structure. This assessment is in turn based on a mapping of damage to the construction. The mapping of damage needs to be accurate to optimise both the safety level and the best solution from an economic point of view. The work presented in this report is divided into a literature study of commonly used traditional methods to conduct such a “mapping of damage” and an experimental part where several traditional methods are compared to a new methodology which has been developed for such applications in this project. The traditional assessment methods included in the experimental part of the report are: rebound hammer, ultrasonic pulse measurements and microscopy methods. These are compared to optical full-field strain measurements during a compressive load cycle on drilled cores, i.e. the new method proposed to determine the degree of damage in a fire exposed cross-section. Based on the results from the present study an approach with two levels of complexity is recommended. The initial level is to perform an inspection and determine the development, size and spread pattern of the fire (if possible). -

Microstructural and Compressive Strength Analysis for Cement Mortar with Industrial Waste Materials
Available online at www.CivileJournal.org Civil Engineering Journal Vol. 6, No. 5, May, 2020 Microstructural and Compressive Strength Analysis for Cement Mortar with Industrial Waste Materials Zahraa Fakhri Jawad a, Rusul Jaber Ghayyib a, Awham Jumah Salman a* a Al-Furat Al-Awsat Technical University, Najaf, Kufa, Iraq. Received 06 December 2019; Accepted 02 March 2020 Abstract Cement production uses large quantities of natural resources and contributes to the release of CO2. In order to treat the environmental effects related to cement manufacturing, there is a need to improve alternative binders to make concrete. Accordingly, extensive study is ongoing into the utilization of cement replacements, using many waste materials and industrial. This paper introduces the results of experimental investigations upon the mortar study with the partial cement replacement. Fly ash, silica fume and glass powder were used as a partial replacement, and cement was replaced by 0%, 1%, 1.5%, 3% and 5% of each replacement by the weight. Compressive strength test was conducted upon specimens at the age of 7 and 28 days. Microstructural characteristic of the modified mortar was done through the scanning electron microscope (SEM) vision, and X-ray diffraction (XRD) analysis was carried out for mixes with different replacements. The tests results were compared with the control mix. The results manifested that all replacements present the development of strength; this improvement was less in the early ages and raised at the higher ages in comparison with the control specimens. Microstructural analysis showed the formation of hydration compounds in mortar paste for each replacement. This study concluded that the strength significantly improved by adding 5% of silica fume compared with fly ash and glass powder. -
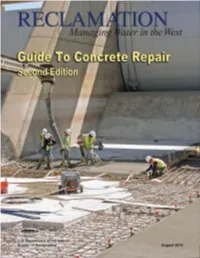
Guide to Concrete Repair Second Edition
ON r in the West August 2015 Guide to Concrete Repair Second Edition Prepared by: Kurt F. von Fay, Civil Engineer Concrete, Geotechnical, and Structural Laboratory U.S. Department of the Interior Bureau of Reclamation Technical Service Center August 2015 Mission Statements The U.S. Department of the Interior protects America’s natural resources and heritage, honors our cultures and tribal communities, and supplies the energy to power our future. The mission of the Bureau of Reclamation is to manage, develop, and protect water and related resources in an environmentally and economically sound manner in the interest of the American public. Acknowledgments Acknowledgment is due the original author of this guide, W. Glenn Smoak, for all his efforts to prepare the first edition. For this edition, many people were involved in conducting research and field work, which provided valuable information for this update, and their contributions and hard work are greatly appreciated. They include Kurt D. Mitchell, Richard Pepin, Gregg Day, Jim Bowen, Dr. Alexander Vaysburd, Dr. Benoit Bissonnette, Maxim Morency, Brandon Poos, Westin Joy, David (Warren) Starbuck, Dr. Matthew Klein, and John (Bret) Robertson. Dr. William F. Kepler obtained much of the funding to prepare this updated guide. Nancy Arthur worked extensively on reviewing and editing the guide specifications sections and was a great help making sure they said what I meant to say. Teri Manross deserves recognition for the numerous hours she put into reviewing, editing and formatting this Guide. The assistance of these and numerous others is gratefully acknowledged. Contents PART I: RECLAMATION'S METHODOLOGY FOR CONCRETE MAINTENANCE AND REPAIR Page A.