High Performing Cast Aluminium-Silicon Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1201: Introduction to Aluminium As an Engineering Material
TALAT Lecture 1201 Introduction to Aluminium as an Engineering Material 23 pages, 26 figures (also available as overheads) Basic Level prepared by M H Jacobs * Interdisciplinary Research Centre in Materials The University of Birmingham, UK Objectives To provide an introduction to metallurgical concepts necessary to understand how structural features of aluminium alloys are influenced by alloy composition, processing and heat treatment, and the basic affects of these parameters on the mechanical properties, and hence engineering applications, of the alloys. It is assumed that the reader has some elementary knowledge of physics, chemistry and mathematics. Date of Issue: 1999 EAA - European Aluminium Association 1201 Introduction to Aluminium as an Engineering Material Contents (26 figures) 1201 Introduction to Aluminium as an Engineering Material _____________________ 2 1201.01. Basic mechanical and physical properties__________________________________ 3 1201.01.01 Background _______________________________________________________________ 3 1201.01.02 Commercially pure aluminium ______________________________________________ 4 1201.02 Crystal structure and defects _____________________________________________ 6 1201.02.01 Crystals and atomic bonding __________________________________________________ 6 1201.02.02 Atomic structure of aluminium ______________________________________________ 8 1201.02.03 Crystal structures _________________________________________________________ 8 1201.02.04 Some comments on crystal structures of materials -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

The Development of the Periodic Table and Its Consequences Citation: J
Firenze University Press www.fupress.com/substantia The Development of the Periodic Table and its Consequences Citation: J. Emsley (2019) The Devel- opment of the Periodic Table and its Consequences. Substantia 3(2) Suppl. 5: 15-27. doi: 10.13128/Substantia-297 John Emsley Copyright: © 2019 J. Emsley. This is Alameda Lodge, 23a Alameda Road, Ampthill, MK45 2LA, UK an open access, peer-reviewed article E-mail: [email protected] published by Firenze University Press (http://www.fupress.com/substantia) and distributed under the terms of the Abstract. Chemistry is fortunate among the sciences in having an icon that is instant- Creative Commons Attribution License, ly recognisable around the world: the periodic table. The United Nations has deemed which permits unrestricted use, distri- 2019 to be the International Year of the Periodic Table, in commemoration of the 150th bution, and reproduction in any medi- anniversary of the first paper in which it appeared. That had been written by a Russian um, provided the original author and chemist, Dmitri Mendeleev, and was published in May 1869. Since then, there have source are credited. been many versions of the table, but one format has come to be the most widely used Data Availability Statement: All rel- and is to be seen everywhere. The route to this preferred form of the table makes an evant data are within the paper and its interesting story. Supporting Information files. Keywords. Periodic table, Mendeleev, Newlands, Deming, Seaborg. Competing Interests: The Author(s) declare(s) no conflict of interest. INTRODUCTION There are hundreds of periodic tables but the one that is widely repro- duced has the approval of the International Union of Pure and Applied Chemistry (IUPAC) and is shown in Fig.1. -

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

United States Patent Office
Patented Feb. 18, 193E _ UNITED STATES PATENT OFFICE PROCESS FOR THE PRODUCTION OF AL ' ' LOYS OF THE ‘EARTH METALS WITH LEAD OR OTHER METALS I ‘Gustaf?ewton Kirsebom, Oslo, Norway, assignor to Calloy limited, London, England, an English . joint-stock company -' . No Drawing. Application December 22, 1932, snug: No. 648,443. \In Great Britain June 11, 9 Claims. (Cl. 75—1) This'invention irelatesto a new or improved pounds of the alkaline earth metals, fox-example method of process for the production of alkaline from the alkaline earth metal silicates. earth metals and alloys thereof with lead or other . In the process as set out above it must be v_ metals such as are hereinafter de?ned. understood that the term.“alkaline earth metals" I ere are certainmetals, especially lead, and includes not only calcium, strontium and barium, ' cadmium which do not readily alloy with alu but also magnesium and beryllium. minium when both are in a molten condition and Where cadmium is employed in place of lead v in the presence of each other, e. g., when molten the procedure is similar and when‘ the alloy of lead is added to a bath of molten aluminium (or cadmium with the alkaline earth metal has been .10 whenlead and aluminium are melted together) formed-on completion of the process-the cad 10 . these two metals will not form an alloy but will mium can be distilled off so that the process af form separate layers which are not substantially fords a ready means of preparing the alkaline ' soluble in each other; and this I utilize in the earth metals in substantially pure condition. -

Extrusion Blow Molding ___Fiberg
Woman Owned Small Busines • ITAR Certified 710 South Patrick Drive • Satellite Beach, Florida 32937 321.536.2611 • [email protected] • www.rapidps.com ABS • POLYCARBONATE • POLYPHENYLSULFONE • ULTEM ADVANCED APPLICATIONS _____________________________ RTV MOLDS __________________________ Parts produced can be used in lots of different manufacturing applications. Parts built using RPS provide the fast, accurate and af- Parts can be painted, electroplated and drilled. They can also be used in ad- fordable patterns that drive RTV molding. By replacing vanced applications such as investment castings, RTV molding and sand cast- machined patterns, the entire process can be com- ing. Each application includes the benefits to using an RPS part with detailed pleted in 2-3 days. And unlike machining, complex instructions. and intricate shapes have no effect on the time or cost for the RPS pattern. ELECTROPLATING ____________________ Electroplating deposits a thin layer of metal on the RTV MOLDING SOLUBLE CORE _________ surface of a part built. This improves the part’s me- Complex geometries normally requiring core removal chanical properties and gives the appearance of pro- such as curved hoses, water tanks, bottles, and arterial duction metal or plated parts and provides a hard, structures are good examples where it may be helpful wear-resistant surface with reflective properties. to use this alternative method. Instead of building the core in thermoplastic material (traditional RPS build EXTRUSION BLOW MOLDING __________ process) the mold is built in the Water Soluble sup- Polycarbonate RPS molds are used in the blow port material making it easy to dissolve away the mate- molding process, reducing lead time and expense. -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -
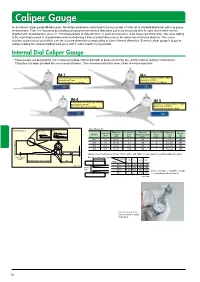
Caliper Gauge
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1.