Walking Beam Engine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Diffusion of Newcomen Engines, 1706-73: a Reassessment*
1 The Diffusion of Newcomen Engines, 1706-73: A Reassessment* By Harry Kitsikopoulos Abstract The present paper attempts to quantify the diffusion of Newcomen engines in the British economy prior to the commercial application of the first Watt engine. It begins by pointing out omissions and discrepancies between the original Kanefsky database and the secondary literature leading to a number of revisions of the former. The diffusion path is subsequently drawn in terms of adopted horsepower and adjusted for the proportion of the latter being in use throughout the period. This methodology differs from previous studies which quantify diffusion based on the number of steam engines and do not take into account those falling out of use. The results are presented in terms of aggregate, sectoral, and regional patterns of diffusion. Finally, following a long held methodology of the literature on technological diffusion, the paper weighs the number of engines installed by the end of the period in relation to the potential range of adopters. In the end, this method generates a less celebratory assessment regarding the pace of diffusion of Newcomen engines. *The author wishes to thank Alessandro Nuvolari for providing access to the Kanefsky database. Two summer fellowships from the NEH/Folger Institute and Dibner Library (Smithsonian), whose staff was exceptionally helpful (especially Bill Baxter and Ron Brashear), allowed me to draw heavily material from the collection of rare books of the latter. Two graduate students, Lawrence Costa and Michel Dilmanian, proved to be superb research assistants by handling the revisions made by the author to the database, coming up with the graphs, and running the tests involved in the third appendix of the paper as well as writing it. -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -

The President Pump and Its' Cornish Engine House
The PresidentPhoto Pump – Upper and Saucon Its’Township Cornish Record EngineCollection House Mark Connar SIA Annual Conference – Richmond Virginia June 2, 2018 “ The Elevator Speech” • The existing President Engine House and the area surrounding the structure is a 19th century mining industry time capsule. • Protection, preservation, interpretation and recognition of this engine house and its surroundings is of vital importance because: Ø It is the only structure and physical setting remaining of the earliest industrial age enterprise in the Lehigh Valley; Ø The engine house is part of, arguably, the largest single cylinder stationary steam engine ever built anywhere in the world; Ø The engine house is a unique structure which is the only surviving example in the United States. King Arthur’s Castle in Saucon Valley Photos – Connar Collection Made in America – “Largest Stationary Engine in the World” Photos– newspapers.com/SMU Central University Library digital collection (top right)/philadelphiaencycolopedia.org (bottom left) John West and the Perkiomen Copper Mines Photos – Connar Collection/Historical Society of Montgomery County/newspapers.com The West Family of Cambourne Photos – courtesy of John Manley “The President” - General Grant Pump Photo – Ulysses S. Grant, 17th President of the United States, Library of Congress, LC-USZ62-13018DLC The President – View from Mine Pit (West Edge) Photo – Connar, Source Unknown The President – View from Mine Pit (Northwest Edge) Photo – Miller, Lead and Zinc Ores in Pennsylvania Typical Engine House Sectional Photo – Nance, Engine Houses of West Cornwall The President’s Floor Plan Drawing – courtesy of Damian Nance The President Diagram – Scientific American Supplement 1 – August 5, 1876 The President “It is the triumph of the rotative system as applied to a mine pump. -

Chesapeake & Delaware Canal Pump House HAER No. MD-39
Chesapeake & Delaware Canal Pump House HAER No. MD-39 Chesapeake City Cecil County • Maryland l "''^ IAD, cKt5 REDUCED COPIES OF MEASURED DRAWINGS WRITTEN HISTORICAL AND DESCRIPTIVE DATA Historic American Engineering Record National Park Service Department of the Interior Washington, D.C. 20240 HISTORIC AMERICAN ENGINEERING RECORD men Chesapeake 5 Delaware Canal Pump House m HAER No. MD-39 Location: South side of Chesapeake § Delaware Canal, Chesapeake City, Cecil County, Maryland USGS 7.5 Minute Series - Elkton, Maryland UTM Coordinates: 18.430625.4375400 Dates of Construction: 1851-1854 Engineers/Builders: Samuel V. Merrick, John H. Towne Present Owner: Commander U.S. Army Corps of Engineers Philadelphia District Custom House 2nd § Chestnut Streets Philadelphia, Pennsylvania 19106 Present Use: Maintained as a museum, open to the public, by the Philadelphia District, U.S. Army » Corps of Engineers. Significance: The two high-pressure, single cylinder beam engines, built by Merrick § Sons of Philadelphia, are the earliest American built stationary steam engines on their original foundations in the United States. The arrangement of the steam engines driving a 39 foot diameter lift wheel that supplied water to the summit level of the Chesapeake § Delaware Canal also is unique. The physical plant, consisting of the steam engines, lift-wheel and the buildings that housed them, is essentially complete (except for the boilers that supplied steam to the engines), and represents an innovative 19th century engineering design. Transmitted by: Eric DeLony, Principal Architect, HAER, 1984. C § D Canal Pump House HAER No. MD-39 Page 2 In Chesapeake City, Maryland stands a unique structure representing 19th-century American civil, mechanical and hydraulic engineering. -
Obtaining a Royal Privilege in France for the Watt Engine, 1776-1786 Paul Naegel, Pierre Teissier
Obtaining a Royal Privilege in France for the Watt Engine, 1776-1786 Paul Naegel, Pierre Teissier To cite this version: Paul Naegel, Pierre Teissier. Obtaining a Royal Privilege in France for the Watt Engine, 1776- 1786. The International Journal for the History of Engineering & Technology, 2013, 83, pp.96 - 118. 10.1179/1758120612Z.00000000021. hal-01591127 HAL Id: hal-01591127 https://hal.archives-ouvertes.fr/hal-01591127 Submitted on 20 Sep 2017 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. int. j. for the history of eng. & tech., Vol. 83 No. 1, January 2013, 96–118 Obtaining a Royal Privilege in France for the Watt Engine (1776–1786) Paul Naegel and Pierre Teissier Centre François Viète, Université de Nantes, France Based on unpublished correspondence and legal acts, the article tells an unknown episode of Boulton and Watt’s entrepreneurial saga in eighteenth- century Europe. While the Watt engine had been patented in 1769 in Britain, the two associates sought to protect their invention across the Channel in the 1770s. They coordinated a pragmatic strategy to enrol native allies who helped them to obtain in 1778 an exclusive privilege from the King’s Council to exploit their engine but this had the express condition of its superiority being proven before experts of the Royal Academy of Science. -

Of 4 IK1201314 Performing RCT (Relative Compression Test)
IK1201314 Performing RCT (Relative Compression Test) and misfire test with CPA Tool Page 1 of 4 Countries: CANADA, UNITED STATES Document ID: IK1201314 Availability: ISIS, Bus ISIS, IsSIR Revision: 12 Major System: ENGINES Created: 12/1/2015 Current Language: English Last Modified: 4/26/2017 Other Languages: NONE Author: Mark Ehlers Viewed: 11522 Less Info Hide Details Coding Information Copy Link Copy Relative Link Bookmark Add to Favorites Print Provide Feedback Helpful Not Helpful View My Bookmarks 49 28 Title: Performing RCT (Relative Compression Test) and misfire test with CPA Tool Applies To: MaxxForce 7, DT, 9, 10, 11, 13, N9, N10, N13 CHANGE LOG Please refer to the change log text box below for recent changes to this article: 04/25/2017- Updated diagnostic software to Navistar Engine Diagnostics™. 10/06/2016 pointed reader to instructions inside BEAM tests 07/18/2016- Added new image for BEAM instructions 07/08/2016- Added link to BEAM Idle test instrucitons 06/21/2016 Updates MF7 RCT instructions 05/24/2016- Added info about RCT+ 03/30/2016 Added "DT" to applies to and memory error tip 03/14/2016- Added RCT instructions for I6 and 13L and updated CPA software version and added SRT's 01/29/2016- Revised images and PDF and note about Cylinders 3 and 8 on graphs 12/09/2015 - Initial Article Release Tip: If the vehicle batteries cannot handle 3 cranking sessions with RCT+ then press "Stop Test" when the CPA prompts you to start cranking for the 3rd time. The CPA will process the test. -

Thermocol Cutter Based on Beam Engine Mechanism
Thermocol Cutter based on Beam Engine Mechanism Prof. (Dr.) Santhosh Mukkawar1 , Uddhav Papalkar2, Aditya Kudale3, 4 5 5 6 Rohan Chaudhari , Ashutosh Anand , Asawari Shirale , Brijesh Bihani 1,2,3,4,5,6,7 Department of Engineering Sciences and Humanities, Vishwakarma Institute of Technology,Pune(SPPU)(India) ABSTRACT Beam Engine is a type of steam engine where a pivoted overhead beam is used to apply the force from a vertical piston to a vertical connecting rod. It is basically a link mechanism that converts rotary motion of crank into linear straight line motion of vertical sliding link that in practice is used in pumps and other purposes. Beam engine and water bucket pumps were introduced in Wanlockhead in 1745. It was used to draw out water from mines as well as to dispose water into canals. The engine consisted of a large wooden frame into which a pivoted overhead beam was used to apply force generated by a pump rod and transfer that movement to a vertical piston. This mechanics was mostly used in steam engines but now a day it is used in water pumps, oil rigs, specifically designed sawing machine etc. So, here we are using this mechanism to make a specifically designed saw which is used in cutting thermocol. This cutter cuts the thermocol when placed on its platform which has a hole through which the blade is passed. Keywords: Beam Engine, Rotational Motion, Simple Harmonic Motion, Piston, Cylinder. I.INTRODUCTION A beam engine is a type of engine where a pivoted top beam is used to apply force from a vertical piston to a vertical connecting rod. -

Modern Propulsions for Aerospace-Part II
Journal of Aircraft and Spacecraft Technology Original Research Paper Modern Propulsions for Aerospace-Part II 1Relly Victoria Virgil Petrescu, 2Raffaella Aversa, 3Bilal Akash, 4Ronald Bucinell, 5Juan Corchado, 2Antonio Apicella and 1Florian Ion Tiberiu Petrescu 1ARoTMM-IFToMM, Bucharest Polytechnic University, Bucharest, (CE ), Romania 2Advanced Material Lab, Department of Architecture and Industrial Design, Second University of Naples, 81031 Aversa (CE ), Italy 3Dean of School of Graduate Studies and Research, American University of Ras Al Khaimah, UAE 4Union College, USA 5University of Salamanca, Spain Article history Abstract: Speaking about a new engine ionic means to speak about a new Received: 18-04-2017 aircraft. The paper presents in a short time the actual engines ion Revised: 22-04-2017 chambers (called the ion thrusters) and other new ionic motors proposed Accepted: 25-04-2017 by the authors. The engine (ionic propulsion unit of ions, that accelerates the positive ions through a potential difference) is approximately ten Corresponding Author: Florian Ion Tiberiu Petrescu times more efficient than classic system based on combustion. We can ARoTMM-IFToMM, Bucharest further improve the efficiency of the 10-50 times in the case in which is Polytechnic University, used the pulses of positive ions accelerated in a cyclotron mounted on the Bucharest, (CE), Romania ship; efficiency may increase with ease of a thousand times in the case in E-mail: [email protected] which the positive ions will be accelerate in a synchrotron high energy, synchrocyclotron or isochronous cyclotron (1-100 GeV). For this, the great classic synchrotron is reduced to a surface-ring (magnetic core). The future (ionic) engine will have a circular particle binding (energy high or very high speed). -

The Lower Pumping Station, Broomy Hill, Hereford
The Lower Pumping Station, Broomy Hill, Hereford When viewed today the Lower Pumping Station, which is the main building of the Waterworks Museum, appears to be a single building. It was, however, built in six phases over fifty years between 1856 and 1906, which is only apparent by studying the subtleties of the construction and the materials used. The building of the Lower Pumping Station and the treatment works on the hill above the Waterworks Museum at Broomy Hill was authorised by the Hereford Improvement Act of 1854. In 1856 a single boiler and beam engine lifted water from a sump or well, supplied through a brick culvert from the River Wye, to the treatment works. Within five years or so the demand for water in the city had increased and this, together with the possibility of a breakdown of the beam engine, necessitated the installation of a second pump and beam engine. The building was therefore extended by the creation of an adjacent bay in 1862 to house the second pump. Thus began the first of a series of extensions to the lower pumping station to keep up with the ever-increasing demand for water in the city until the final bay was added in 1906. 1856 - original engine and boiler house The original building had two sections a boiler house and an engine house (Bays 3 and 4 at the Museum today). The boiler house was constructed to accommodate two Cornish-type boilers. This was the heart of the Victorian pumping station because it provided all the steam for the pumping engines. -

STEAM ENGINE by USING FRESNEL LENSES Prof
[Nimankar* et al., 4(5): May, 2017] ISSN: 234-5197 Impact Factor: 2.715 INTERNATIONAL JOURNAL OF RESEARCH SCIENCE & MANAGEMENT STEAM ENGINE BY USING FRESNEL LENSES Prof. Sachchidanand J Nimankar*, Laxman Yevale, Dhiresh Shivalkar, Rajesh Gupta, Swapnil Bhalekar *Department of Mechanical Engineering, SSPM's College of Engineering, Kankavli, India DOI: 10.5281/zenodo.569378 Keywords: steam engine, Fresnel, lenses, vapor, boiler. Abstract This project describes a miniature Steam engine made with the boiler and the Fresnel lens from an old starch copper tube solar water heater. It uses boiler as vaporizer to vaporize the water it receives hot water from the solar heater. Then the steam is injected on the mini engine making it twirl.. A wooden case with a copper tubes encloses all the referred devices. Today, most of the electricity produced throughout the world is from Steam turbines However, electricity is being produced by some other power generation sources such as hydropower, gas power, bio-gas power, solar cells, etc. This project deals with steam cycles used in power plants. Thermodynamic analysis of the Rankine cycle has been under taken to enhance the efficiency and reliability of Steam engines. The thermodynamic deviations resulting in non-ideal or irreversible functioning of various Steam engine components have been identified. Steam engines are located at the water and coal available places. Steam is utilized to run the turbines, by using this Fresnel lenses we are increasing the efficiency of boiler. as well the steam engine. Introduction A steam engine is a heat engine that performs mechanical work using steam as its working fluid. -

2" Inch Bore, 1 Beam Engine Model
August 4, 1932. The Model Engineer and Practical Electrician. 103 1 A 2" inch bore, 1 inch ~troke, Model Beam Engine Described by W. W. MASON HE little model engine about to be 14 gauge. From an examination of the sketch T described ,,,as kindly lent to me for this (Fig. I) it will be seen that the strap is purpose by Mr. S. VV. Simpson, to whom split in two places on the horizontal centre many member s of the Society of Model and line, and it can therefore be sprung open Experimental Engineers are indebted for sufficiently to allow its being slipped over into some very delightful clays spent at his house. the eccentric sheaf groove and then secured The model was made probably about the by a screw, No. 8 B .A. in this case. The same date as the " Planet" type clouble-action valve is worked on tht> slip-eccentric principle, o"cillating cylinder locomotive described by Mr. Gentry in Vol. 60 of the MODEL ENGINEER, and is therefore about fifty years old. I t is also about as inaccurate and lacking in de tails as the locomotive; nevertheless it makes q uite a pretty little working model. This engine has some rather unusual features: (A) the absence of the usual parallel motion; (B) the main bearings for the beam; (C) the eccentric rod and strap. Taking these three features in the order given: (A) The arrangement substituted for the usual .parallel motion is, of course, done to simplify con truction, and consists of a g uide for the piston rod placed just above the gland, and by connecting the rod to the beam end by means of a pair of flat links hinged The Beam Engine and simple Pot-Boller on the crosshead pins so that they can accom the sheaf being driven by a segmental-headed modate themselves to the arc described by the pin driven into the crank haft, so the engine beam end during its period of vibration. -
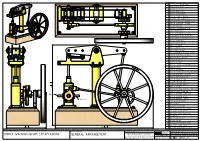
General Arrangement Simple Walking-Beam Steam Engine
QTY. PART NUMBER 1 WBSE-01-WOOD BASE 1 WBSE-02-BED PLATE 1 WBSE-03-MAIN COLUMN 1 WBSE-04-ENTABLATURE 1 WBSE-05-SPRING BEAM SPACER 2 WBSE-06-SPRING BEAM PLATE 2 WBSE-07-CRANKSHAFT BEARING BLOCK 2 WBSE-08-CRANKSHAFT BEARING 1 WBSE-09-CYLINDER 1 WBSE-10-CYLINDER BASE COVER 1 WBSE-11-PORT BLOCK 1 WBSE-12A-CYLINDER TOP COVER 1 WBSE-12B-PISTON ROD GLAND NUT 1 WBSE-13-PORT BLOCK PIVOT SHAFT 1 WBSE-14-CRANKSHAFT 1 WBSE-15-CRANK PLATE 1 WBSE-16-FLYWHEEL 2 WBSE-17-BEAM PLATE 2 WBSE-18-BEAM SPACER 1 WBSE-19-CENTER BEAM PIVOT BEARING 2 WBSE-20-BEAM PIVOT BEARING 1 WBSE-21-CON ROD BIG END 1 WBSE-22-CRANK PIN 1 WBSE-23-CON ROD 1 WBSE-24-CON ROD TOP BEARING BLOCK 1 WBSE-25-PISTON 1 WBSE-26-PISON ROD 1 WBSE-27-PISTON ROD TOP BEARING BLOCK 1 WBSE-28-BEAM MAIN LINK BLOCK 1 WBSE-29-BEAM BACK BLOCK 2 WBSE-30-PARALLEL LINK 2 WBSE-30-PARALLEL LINK 7.3 2 WBSE-31-PARALLEL LINK PIN 1 WBSE-32-VALVE 186 1 WBSE-33-ECCENTRIC ROD END CONNECTOR 1 WBSE-34-VALVE CRANK PIN STEAM IN 1 WBSE-35-ECCENTRIC STRAP ROD 1 WBSE-36-ECCENTRIC STRAP STEAM OUT 1 WBSE-37-ECEENTRIC SHEAVE 1 WBSE-38-VALVE SPRING 4 WBSE-M3 NUT 5 WBSE-M3x4 GRUB SREW 14 WBSE-M3x8 ROUND HEAD SCREW 12 WBSE-M3x10 C-SINK SCREW 4 WBSE-M3x12 ROUND HEAD SCREW 4 WBSE-M4 NUT 1 WBSE-M4 SPECIAL NUT 3 WBSE-M4 WASHER 2 WBSE-M4x8 ROUND HEAD SCREW 4 WBSE-M4x15-WOOD SCREW 92 3.6 226.5 8.9 2 WBSE-M6x20 ROUND HEAD SCREW NOTES: THIS DESIGN IS BASED ON DRAWINGS WHICH I FOUND N THE INTERNET.