Closed Cycle Propulsion for Small Unmanned Aircraft
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Evolution of Diesel Engines
GENERAL ARTICLE The Evolution of Diesel Engines U Shrinivasa Rudolf Diesel thought of an engine which is inherently more efficient than the steam engines of the end-nineteenth century, for providing motive power in a distributed way. His intense perseverance, spread over a decade, led to the engines of today which bear his name. U Shrinivasa teaches Steam Engines: History vibrations and dynamics of machinery at the Department The origin of diesel engines is intimately related to the history of of Mechanical Engineering, steam engines. The Greeks and the Romans knew that steam IISc. His other interests include the use of straight could somehow be harnessed to do useful work. The device vegetable oils in diesel aeolipile (Figure 1) known to Hero of Alexandria was a primitive engines for sustainable reaction turbine apparently used to open temple doors! However development and working this aspect of obtaining power from steam was soon forgotten and with CAE applications in the industries. millennia later when there was a requirement for lifting water from coal mines, steam was introduced into a large vessel and quenched to create a low pressure for sucking the water to be pumped. Newcomen in 1710 introduced a cylinder piston ar- rangement and a hinged beam (Figure 2) such that water could be pumped from greater depths. The condensing steam in the cylin- der pulled the piston down to create the pumping action. Another half a century later, in 1765, James Watt avoided the cooling of the hot chamber containing steam by adding a separate condensing chamber (Figure 3). This successful steam engine pump found investors to manufacture it but the coal mines already had horses to lift the water to be pumped. -

No. 350,446. Patented .Oct. 5, 1886
(No Model.) 3 Sheets-Sheet 1. J. RICHARDS. ‘ ' COMPOUND STEAM ENGINE. No. 350,446. Patented .Oct. 5, 1886. : ' gvweml'o'c I (No Model.) 3 Sheets-Sheet 2. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. Patented 00's. 5, 1886.> I _ _._.|_ 6" ______I___l l _ _ _ _ __ |t____ ___ T ____|"f __—__ ' l |_ _ _ _ _ _ _ _ _'_ _ _ _ _ _ _ __ wand-50% ' gvwami'oz -' @Qf’d _ 33913 ' GMMW6%4 (No Model.) 3 Sheets-Sheet 3. J. RICHARDS. COMPOUND STEAM ENGINE. No. 350,446. - ' Patented Oct. 5, 1886. 2774/l/ _ L 1 M F37. a. / WA TE/i’ q/Vtlmeooao WM (5. MW N. PETERS. Pholo-Lilhngmphw. Wnshmglnh. Dv C. NI-TED STATES PATENT OFFICE. ’ JOHN RICHARDS, OF SAN FRANCISCO, ‘CALIFORNIA. COMPOUND STEAM-ENGINE. SPECIFICATION forming part of Letters Patent No. 350,446, dated October 5, 1886, ' Application ?led May 13, 1866. Serial No. 202,042. (No model.) To all whom. it may concern: right angles to the sectionslof Fig. 2, and trans Be it known that I, J OHN RICHARDS, a citi verse to the axial line of the shaft, and Fig. 4 zen of the United States, residing at San Fran is a partial top plan view. 55 cisco, in the county of San Francisco and State Like letters of reference designate like parts of California, have invented certain new and throughout the several views. useful Improvements in Compound Steam-.En A represents the main frame or hollow col gines; and I do declare the following to be a umn, which supports thereon the cylinder B, ' full, clear, and exact description of theinven and which is itself supported upon the base 0, tion, such as will enable others skilled in the ‘ said base serving also as a condenser, as will IO art to which it appertains to make and use be hereinafter explained. -

The Diffusion of Newcomen Engines, 1706-73: a Reassessment*
1 The Diffusion of Newcomen Engines, 1706-73: A Reassessment* By Harry Kitsikopoulos Abstract The present paper attempts to quantify the diffusion of Newcomen engines in the British economy prior to the commercial application of the first Watt engine. It begins by pointing out omissions and discrepancies between the original Kanefsky database and the secondary literature leading to a number of revisions of the former. The diffusion path is subsequently drawn in terms of adopted horsepower and adjusted for the proportion of the latter being in use throughout the period. This methodology differs from previous studies which quantify diffusion based on the number of steam engines and do not take into account those falling out of use. The results are presented in terms of aggregate, sectoral, and regional patterns of diffusion. Finally, following a long held methodology of the literature on technological diffusion, the paper weighs the number of engines installed by the end of the period in relation to the potential range of adopters. In the end, this method generates a less celebratory assessment regarding the pace of diffusion of Newcomen engines. *The author wishes to thank Alessandro Nuvolari for providing access to the Kanefsky database. Two summer fellowships from the NEH/Folger Institute and Dibner Library (Smithsonian), whose staff was exceptionally helpful (especially Bill Baxter and Ron Brashear), allowed me to draw heavily material from the collection of rare books of the latter. Two graduate students, Lawrence Costa and Michel Dilmanian, proved to be superb research assistants by handling the revisions made by the author to the database, coming up with the graphs, and running the tests involved in the third appendix of the paper as well as writing it. -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -

Triple-Expansion Steam Engine
WaterWords News from the Waterworks Museum - Hereford Winter 2015/16 120th Anniversary of the triple-expansion engine The Museum was delighted to receive as its guests of honour Sir Colin and Lady Shepherd on the occasion of the 120th anniversary of our gentle giant. Sir Colin made an incredibly support- ive and inspiring speech, followed by unveiling a commemorative engraved plaque as a permanent reminder of the historic day. The triple-expansion steam engine had been officially opened and set in motion in 1895 and by happy chance the anniver- sary was celebrated on the exact same day, 25th October. In an echo of the origi- nal event, Sir Colin ordered the engine to start and, thanks to detailed work a few minutes prior by Museum volunteer engi- neers, it did exactly as commanded! We were equally pleased to have present for this special occasion Candia Compton, representing the Southall Trust, accompa- nied by her husband Chris. Full report p4. Sir Colin and Lady Shepherd greeted by Museum Chairman Noel Meeke Grant awarded by the Record visitors Half-term fun day West Midlands Museum Only once in recent years, 2013, Development Group has the number of visitors to the Museum exceeded 5000. That year The Waterworks Museum will be the the figure reached 5079. national centre for the bicentenary celebrations marking the first patent The Trustees are pleased to report that awarded for a hot-air engine. In 1816 visitor numbers for 2015 have exceed- ed 5400, an increase over last year of the Rev Robert Stirling, a clergyman 13 per cent. -
Building a Small Horizontal Steam Engine
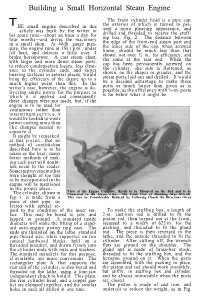
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -
Clayton-02 A2
QTY. PART NUMBER QTY. PART NUMBER QTY. PART NUMBER QTY. PART NUMBER 1 CLAYTON-UF-1-01-LH SIDE BEAM 1 CLAYTON-BR-3-01-BOILER SHELL 1 CLAYTON-RG-5-01-LH-CRANKCASE SIDE 1 CLAYTON-MP-6-31-CRANKSHAFT CHAIN SPROCKET 1 CLAYTON-UF-1-02-RH SIDE BEAM 1 CLAYTON-BR-3-02-BOILER FOUNDATION RING 1 CLAYTON-RG-5-02-RH-CRANKCASE SIDE 1 CLAYTON-MP-6-32-LUBRICATOR CRANK RING 1 CLAYTON-UF-1-03-FRONT CROSS BEAM 1 CLAYTON-BR-3-03-BOILER FIRE BOX 2 CLAYTON-RG-5-03-CRANKSHAFT BEARING HOUSING 1 CLAYTON-MP-6-33-LUBRICATOR CRANK PIN 2 CLAYTON-UF-1-04-CROSS BEAM-1 1 CLAYTON-BR-3-04-BOILER CLINKERING 2 CLAYTON-RG-5-04-CRANKSHAFT BEARING 1 CLAYTON-MP-6-34-REVERSER ENGINE CRANK 1 CLAYTON-UF-1-05-CROSS BEAM-2 5 CLAYTON-BR-3-05-BOILER BUSH TYPE-A 2 CLAYTON-RG-5-05-CRANKSHAFT BEARING CAP 1 CLAYTON-MP-6-35-REVERSER LINK ROD 2 CLAYTON-UF-1-05-CROSS BEAM-2 3 CLAYTON-BR-3-06-BOILER BUSH TYPE-B 1 CLAYTON-RG-5-06-CRANKCASE OIL FILLER BOSS 2 CLAYTON-MP-6-36-REVERSER LINK ROD END 1 CLAYTON-UF-1-06-CROSS BEAM-2 LH-MOUNTING BRACKET 4 CLAYTON-BR-3-07-BOILER MOUINTING BRACKET 1 CLAYTON-RG-5-07-CRANKCASE OIL FILLER CAP 1 CLAYTON-MP-6-37A-LUBRICATOR CRANK ARM ROD 1 CLAYTON-UF-1-07-CROSS BEAM-2 RH-MOUNTING BRACKET 1 CLAYTON-BR-3-08-BOILER DOOR HINGE BRACKET 1 CLAYTON-RG-5-08-CRANKCASE FRONT 1 CLAYTON-MP-6-37B-LUBRICATOR CRANK ARM ROD END-1 2 CLAYTON-UF-1-08-FRONT BEAM ANGLE 1 CLAYTON-BR-3-09-BOILER CLINKER DOOR 1 CLAYTON-RG-5-09-CRANKCASE BOLTING FLANGE 1 CLAYTON-MP-6-37C-LUBRICATOR CRANK ARM ROD END-2 2 CLAYTON-UF-1-09-MID BEAM SUPPORT ANGLE 1 CLAYTON-BR-3-10-BOILER CLINKER DOOR HINGE -

Subject: Supplement to Upper Engine and Fuel Injector Cleaner Label Models: All GM Vehicles Equipped with a Gasoline Engine
7/11/2018 #PIP4753: Supplement To Upper Engine And Fuel Injector Cleaner Label - (Dec 11, 2009) • 2003 GMC Truck Yukon 4WD • MotoLogic 2003 Yukon 4WD Report a problem with this article Subject: Supplement to Upper Engine and Fuel Injector Cleaner Label All GM Vehicles Models: Equipped with a Gasoline Engine The following diagnosis might be helpful if the vehicle exhibits the symptom(s) described in this PI. Condition/Concern: Some service procedures, service bulletins, or PIs may advise to decarbon the engine with GM Upper Engine and Fuel Injector Cleaner to remove valve deposits but the label that is on the back of the bottle does not include any instructions that explain how to use the cleaner. Recommendation/Instructions: If a service procedure, service bulletin, or PI does not include decarboning instructions and the GM Vehicle Care 3 Step Induction Cleaning Kit (E-957-001) is not available, the guidelines below supplement the label and explain how the cleaner can be used to clean the intake valves: Important: Extreme care must be taken not to hydrolock the engine when inducing the cleaner. If too much cleaner is induced at too low of a RPM, or if you force the engine to stall by inducing too much cleaner at once, the engine may hydrolock and bend a connecting rod(s). 1. In a well-ventillated area with the engine at operating temperature, slowly/carefully induce a bottle of GM Upper Engine and Fuel Injection Cleaner into the engine with RPM off of idle enough to prevent it from stalling (typically around 2,000 RPM or so). -

Abstract 1. Introduction 2. Robert Stirling
Stirling Stuff Dr John S. Reid, Department of Physics, Meston Building, University of Aberdeen, Aberdeen AB12 3UE, Scotland Abstract Robert Stirling’s patent for what was essentially a new type of engine to create work from heat was submitted in 1816. Its reception was underwhelming and although the idea was sporadically developed, it was eclipsed by the steam engine and, later, the internal combustion engine. Today, though, the environmentally favourable credentials of the Stirling engine principles are driving a resurgence of interest, with modern designs using modern materials. These themes are woven through a historically based narrative that introduces Robert Stirling and his background, a description of his patent and the principles behind his engine, and discusses the now popular model Stirling engines readily available. These topical models, or alternatives made ‘in house’, form a good platform for investigating some of the thermodynamics governing the performance of engines in general. ---------------------------------------------------------------------------------------------------------------- 1. Introduction 2016 marks the bicentenary of the submission of Robert Stirling’s patent that described heat exchangers and the technology of the Stirling engine. James Watt was still alive in 1816 and his steam engine was gaining a foothold in mines, in mills, in a few goods railways and even in pioneering ‘steamers’. Who needed another new engine from another Scot? The Stirling engine is a markedly different machine from either the earlier steam engine or the later internal combustion engine. For reasons to be explained, after a comparatively obscure two centuries the Stirling engine is attracting new interest, for it has environmentally friendly credentials for an engine. This tribute introduces the man, his patent, the engine and how it is realised in example models readily available on the internet. -

Steam As a General Purpose Technology: a Growth Accounting Perspective
Working Paper No. 75/03 Steam as a General Purpose Technology: A Growth Accounting Perspective Nicholas Crafts © Nicholas Crafts Department of Economic History London School of Economics May 2003 Department of Economic History London School of Economics Houghton Street London, WC2A 2AE Tel: +44 (0)20 7955 6399 Fax: +44 (0)20 7955 7730 1. Introduction* In recent years there has been an upsurge of interest among growth economists in General Purpose Technologies (GPTs). A GPT can be defined as "a technology that initially has much scope for improvement and evntually comes to be widely used, to have many uses, and to have many Hicksian and technological complementarities" (Lipsey et al., 1998a, p. 43). Electricity, steam and information and communications technologies (ICT) are generally regarded as being among the most important examples. An interesting aspect of the occasional arrival of new GPTs that dominate macroeconomic outcomes is that they imply that the growth process may be subject to episodes of sharp acceleration and deceleration. The initial impact of a GPT on overall productivity growth is typically minimal and the realization of its eventual potential may take several decades such that the largest growth effects are quite long- delayed, as with electricity in the early twentieth century (David, 1991). Subsequently, as the scope of the technology is finally exhausted, its impact on growth will fade away. If, at that point, a new GPT is yet to be discovered or only in its infancy, a growth slowdown might be observed. A good example of this is taken by the GPT literature to be the hiatus between steam and electricity in the later nineteenth century (Lipsey et al., 1998b), echoing the famous hypothesis first advanced by Phelps-Brown and Handfield-Jones, 1952) to explain the climacteric in British economic growth. -

QUIZ: Boiler System Components
9707 Key West Avenue, Suite 100 Rockville, MD 20850 Phone: 301-740-1421 Fax: 301-990-9771 E-Mail: [email protected] Part of the recertification process is to obtain Continuing Education Units (CEUs). One way to do that is to review a technical article and complete a short quiz. Scoring an 80% or better will grant you 0.5 CEUs. You need 25 CEUs over a 5-year period to be recertified. The quiz and article are posted below. Completed tests can be faxed (301-990-9771) or mailed (9707 Key West Avenue, Suite 100, Rockville, MD 20850) to AWT. Quizzes will be scored within 2 weeks of their receipt and you will be notified of the results. Name: ______________________________________________ Company: ___________________________________________ Address: ____________________________________________ City: ______________________ State: _____ Zip: ________ Phone: ______________________ Fax: __________________ E-mail: _____________________________________________ Boiler Systems – Boiler Components By Irvin J. Cotton, Arthur Freedman Associates, Inc. and Orin Hollander, Holland Technologies, Inc. This is part two of a three-part series on boilers. In part one, the authors discussed boiler design and classification. Part two will discuss boiler components, and part three will describe the various chemistries used in boiler water treatment. Boiler Components The main components in a boiler system are the boiler feedwater heaters, deaerator, boiler, feed pump, economizer, boiler, superheater, attemperator, steam system, condenser and the condensate pump. In addition there are sets of controls to monitor water and steam flow, fuel flow, airflow and chemical treatment additions. Water sample points may exist at a number of places. Most typically the condensate, deaerator outlet, feedwater (often the economizer inlet), boiler, saturated steam and superheated steam will have sample points. -
Feasibility Study Into Stirling Engines Application in Ship's Energy Systems
Transactions on the Built Environment vol 42, © 1999 WIT Press, www.witpress.com, ISSN 1743-3509 Feasibility study into Stirling engines application in ship's energy systems S. Zmudzki, Faculty of Maritime Technology, Technical University of Szczecin, 71- 065 Szczecin, al Piastow 41, Poland E-mail: szmudzkia@shiptech. tuniv.szczecin.pl Abstract The possibility of utilization of solar energy as well as exhaust gas energy from main and auxiliary marine diesel engines for driving Stirling engines has been analysed. The Stirling engines are used for driving current generators. The solar dish Stirling units of 100 kW total effective power may be installed on a board of different type of ships. The system utilizing the exhaust gas energy has been provided with three-way catalyst which may lead to the reduction of emissions below limits established by appropriate regulations. 1 Introduction The Stirling engine belongs to a group of piston engines with so called external supply of heat energy, flowing then through metal walls of engine heater into working gas circulating in the working space. The heat energy supply may be realized or by means of direct effect of the high temperature energy source or by an intermediate heating system i.e. heat pipe or pool-boiler receiver. Thus, the design provides for the possibility of application of different types of heat energy of sufficiently large power. In particular, the advantages of Stirling engines are set off when using the alternative energy sources, especially waste heat energy, the operating costs for which are relatively lower in comparison with capital costs. In case of ship s energy installations, the solar energy available at appropriate geographical latitudes for ships having very large open deck surface / i.e.