Dispersions of Color Pigments
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Liquid Vs Pellet Color Is a Critical Feature in Consumer Packaging That Enables Brands to Create Differentiation and Recognizable Identity on Shelf
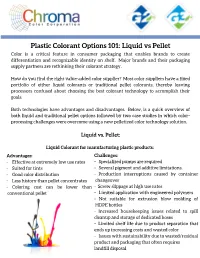
Plastic Colorant Options 101: Liquid vs Pellet Color is a critical feature in consumer packaging that enables brands to create differentiation and recognizable identity on shelf. Major brands and their packaging supply partners are rethinking their colorant strategy. How do you find the right value-added color supplier? Most color suppliers have a fixed portfolio of either liquid colorants or traditional pellet colorants, thereby leaving processors confused about choosing the best colorant technology to accomplish their goals. Both technologies have advantages and disadvantages. Below, is a quick overview of both liquid and traditional pellet options followed by two case studies in which color- processing challenges were overcome using a new pelletized color technology solution. Liquid vs. Pellet: Liquid Colorant for manufacturing plastic products: Ad vantages: Challenges: - Effective at extremely low use rates - Specialized pumps are required - Suited for tints - Several pigment and additive limitations. - Good color distribution - Production interruptions caused by container - Less history than pellet concentrates changeover - Coloring cost can be lower than - Screw slippage at high use rates conventional pellet - Limited application with engineered polymers - Not suitable for extrusion blow molding of HDPE bottles - Increased housekeeping issues related to spill cleanup and storage of dedicated hoses - Limited shelf life due to product separation that ends up increasing costs and wasted color - Issues with sustainability due to wasted/residual -
Materials Restricted for Use Revision: A15-00 ______
Dell Specification Document Number: 6T198 Title: Materials Restricted for Use Revision: A15-00 ___________________________________________________________________________________________ DELL CONTROLLED PRINT Materials Restricted for Use Document Number: 6T198 Revision: A15-00 Author: Albert Tsang Owner: Albert Tsang Approval Approval Authorities Signatures Revision Approval Date Scott O’Connell Scott O’Connell A15-00 08/19/2013 PROPRIETARY NOTE This item is the property of Dell Inc., Austin, Texas and contains confidential and trade secret information. This item may not be transferred from the custody of Dell Inc., except as authorized by Dell Inc. and then only by way of loan for limited purposes. It must not be reproduced in whole or in part and must be returned to Dell Inc. upon request and in all events upon completion of the purpose of the loan. Neither this item nor the information it contains may be used by or disclosed to persons not having a need for such use or disclosure consistent with the purpose to the loan without prior written consent of Dell Inc. Dell Specification Document Number: 6T198 Title: Materials Restricted for Use Revision: A15-00 ___________________________________________________________________________________________ Table of Contents 1. REVISION HISTORY ......................................................................................................................................... 3 2. INTRODUCTION ................................................................................................................................................ -

Social World Sensing Via Social Image Analysis from Social Media
PART II PART 2: PROTECTING THE ENVIRONMENT 115 22 TRANSNATIONAL META-NARRATIVES AND PERSONAL STORIES OF PLASTICS USAGE AND MANAGEMENT VIA SOCIAL MEDIA Shalin Hai-Jew 117 118 PLASTICS USAGE AND MANAGEMENT Abstract Daily, people interact with plastic, a human-made material that may last for generations in the soils, the air, and the water, with health effects on humans, animals, and the environment. What are the transnational meta-narratives and personal stories of plastics on social media—on (1) a mass-scale digitized book corpus term fre- quency search, (2) social video sharing site, (3 and 4) two social image sharing sites, (5) a crowd-sourced online encyclopedia, (6) a social networking site, (7) a microblogging site, and (8) a mass-scale search term analysis based on time-based associations with correlated search terms? This work samples macro-scale stories of innovation (biodegradable plastics, bacteria that consume plastics), of lowering consumption, of plastic collection and recycling, of skimming the oceans of dumped plastics, and of mass-scale public awareness. There are also countervailing narratives of high consumption, resulting in overflowing landfills, plastics dumping on mountains and in rivers, and microplastics in people’s bodies. Key Words Post-Consumer Plastics, Recycling, Plastics Management, One Health, Microplastics, Social Media, Transnational Meta-Narra- tives, Transnational Personal Stories PLASTICS USAGE AND MANAGEMENT 119 Introduction Humanity is said to live in the current Plastic Age (Yarsley & Couzens, 1945, as cited in Cózar, et al., July 15, 2014, p. 10239). Indeed, plastic is ubiquitous and a part of daily life for most peo- ple around the world. -

Poly(Lactic Acid) Fibers
6 Poly(lactic acid) fibers D W FARRINGTON, Consultant, UK, J LUNT, S DAVIES, NatureWorks LLC, USA and R S BLACKBURN, University of Leeds, UK 6.1 Introduction In a world that is becoming increasingly sensitive to the need to protect our environment, the ability to manufacture products from sustainable resources and which are fully compostable at the end of their useful life, is an exciting and attractive proposition. Poly(lactic acid) (PLA) is a linear aliphatic thermoplastic polyester derived from 100% renewable sources such as corn, and the polymer is compostable.1,2 However, most initial uses were limited to biomedical applications such as sutures3 and drug delivery systems4 due to availability and cost of manufacture. Over the past few years, NatureWorks LLC has developed large-scale operations for the economic production of PLA polymer used for packaging and fiber applications. It is important that PLA is used broadly in textile applications for several reasons. Polyesters currently used for apparel and related fiber applications, mainly poly(ethyleneterephthalate) (PET), account for over 40% of world textile consumption (second only to cotton) and their use is constantly increasing. Production of such polyesters consumes fossil fuel resources and disposal of the polymer adds to landfill sites as they are non-biodegradable and are not easily recycled. In contrast, PLA fiber is derived from annually renewable crops, it is 100% compostable and its life cycle potentially reduces the Earth’s carbon dioxide level. The recognition by the FTC in the USA and the EU commission that PLA fibers are a completely new generic class of synthetic fibers further reinforces the validity of this new approach to producing performance melt-spinnable fibers. -

(12) United States Patent (10) Patent No.: US 9.482,861 B2 Lahann Et Al
USOO9482861 B2 (12) United States Patent (10) Patent No.: US 9.482,861 B2 Lahann et al. (45) Date of Patent: Nov. 1, 2016 (54) OPTICAL DEVICES WITH SWITCHABLE (58) Field of Classification Search PARTICLES USPC ....... 359/237, 242, 246, 247, 290–292, 295, 359/296, 298 (75) Inventors: Joerg Lahann, Ann Arbor, MI (US); See application file for complete search history. Sang-yeul Hwang, Ann Arbor, MI (US); Jaewon Yoon, Ann Arbor, MI (56) References Cited (US); Srijanani Bhaskar, Boothwyn, PA (US); Kyungjin Lee, Daejeon (KR); U.S. PATENT DOCUMENTS Tae-Hong Park, Daejeon (KR) 3,060,429 A 10, 1962 Winston 4,621,268 A 11/1986 Keeling et al. (73) Assignee: The Regents Of The University Of Michigan, Ann Arbor, MI (US) (Continued) (*) Notice: Subject to any disclaimer, the term of this FOREIGN PATENT DOCUMENTS patent is extended or adjusted under 35 EP 1809719 A2 7/2007 U.S.C. 154(b) by 421 days. EP 2285889 A1 2, 2011 (21) Appl. No.: 13/880,826 (Continued) (22) PCT Filed: Oct. 21, 2011 OTHER PUBLICATIONS Cayre, Olivier, et al., “Fabrication of dipolar colloid particles by (86). PCT No.: PCT/US2011/057305 microcontact printing.” Chem. Commun., pp. 2296-2297 (2003) S 371 (c)(1), (first published online Aug. 5, 2003). (2), (4) Date: Aug. 28, 2013 (Continued) (87) PCT Pub. No.: WO2012/054841 Primary Examiner — Joseph P Martinez PCT Pub. Date: Apr. 26, 2012 Assistant Examiner — Brandi Thomas (74) Attorney, Agent, or Firm — Harness, Dickey & (65) Prior Publication Data Pierce, PLC US 2013/0329275 A1 Dec. 12, 2013 (57) ABSTRACT Optical display devices and methods of operating Such Related U.S. -

Hazardous Metals in Vintage Plastic Toys Measured by a Handheld X-Ray Fluorescence Spectrometer
2 fi gures, 3 tables ADVANCEMENT OF THE SCIENCE Hazardous Metals in Vintage Plastic Toys Measured by a Handheld X-ray Fluorescence Spectrometer Gillian Zaharias Miller, PhD Ecology Center Zoe E. Harris St. Ambrose University Usage of Vintage Toys An Internet search revealed a robust trade in Over 100 plastic toys from the 1970s and 1980s, Abstract pre-1990 vintage toys, including toys identi- both polyvinyl chloride (“vinyl”) and nonvinyl, were analyzed in the study cal to those tested in our study. Some buy- described here using a handheld X-ray fl uorescence spectrometer to quantify ers are collectors; some are parents seeking hazardous metal content. A sampling of recent vinyl toys was also tested. The remembered toys to give to their own chil- majority of nonvinyl samples were Fisher Price brand toys. The vinyl toys dren. The market for old toys, together with personal observation, suggests that vintage consisted largely of Barbie dolls and other dolls. Overall, lead or cadmium plastic toys are in widespread use in homes, was found in 67% of vintage plastic toys, frequently at concentrations daycares, church nurseries, and waiting exceeding current U.S. and European limits. Arsenic was detected at levels rooms. A search of the academic literature of concern in 16% of the samples. In the nonvinyl toys, heavy metal content shows a lack of research on old toys. A hand- was found to correlate with certain colors of plastic. The likely sources held XRF study of daycare center toys carried out in the Las Vegas area found a high rate of the detected metals are discussed. -

The Effect of Dyes, Pigments and Ionic Liquids on the Properties of Elastomer Com- Posites
The effect of dyes, pigments and ionic liquids onthe properties of elastomer composites Anna Marzec To cite this version: Anna Marzec. The effect of dyes, pigments and ionic liquids on the properties of elastomer com- posites. Polymers. Université Claude Bernard - Lyon I; Uniwersytet lódzki, 2014. English. NNT : 2014LYO10285. tel-01166530v2 HAL Id: tel-01166530 https://tel.archives-ouvertes.fr/tel-01166530v2 Submitted on 23 Jun 2015 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Year 2014 PH.D. THESIS COMPLETED IN “COTUTELLE” THE EFFECT OF DYES, PIGMENTS AND IONIC LIQUIDS ON THE PROPERTIES OF ELASTOMER COMPOSITES presented by MSc. ANNA MARZEC between TECHNICAL UNIVERSITY OF LODZ (POLAND) and UNIVERSITY CLAUDE BERNARD – LYON 1 (FRANCE) For obtaining the degree of Doctor of Philosophy Specialty: Polymers and Composites Materials Defence of the thesis will be held in Lodz, 2 December 2014 Thesis supervisors : Professor MARIAN ZABORSKI (Poland) Doctor GISÈLE BOITEUX (France) JURY ZABORSKI Marian Professor Thesis supervisor BOITEUX Gisèle Doctor Thesis supervisor BEYOU Emmanuel Professor Examiner JESIONOWSKI Teofil Professor Reviewer PIELICHOWSKI Krzysztof Professor Reviewer GAIN Olivier Doctor Thesis co-supervisor Année 2014 Thèse “COTUTELLE” L'EFFET DE COLORANTS, DE PIGMENTS ET LIQUIDES IONIQUES SUR LES PROPRIETES DE COMPOSITES ELASTOMERES présentée par MSc. -

Environmental Product Information Flow
IIIEE Reports 2001:15 Environmental Product Information Flow Communication of environmental data to facilitate product improvements in the ICT sector Chris van Rossem Supervisors Dr. Mårten Karlsson Dr. Thomas Lindhqvist Thesis for the fulfilment of the Master of Science in Environmental Management and Policy Lund, Sweden, September 2001 The International Institute for Industrial Environmental Economics Internationella miljöinstitutet © You may use the contents of the IIIEE publications for informational purposes only. You may not copy, lend, hire, transmit or redistribute these materials for commercial purposes or for compensation of any kind without written permission from IIIEE. When using IIIEE material you must include the following copyright notice: ‘Copyright © IIIEE, Lund University. All rights reserved’ in any copy that you make in a clearly visible position. You may not modify the materials without the permission of IIIEE. Published in 2001 by IIIEE, Lund University, P.O. Box 196, S-221 00 LUND, Sweden, Tel: +46 – 46 222 02 00, Fax: +46 – 46 222 02 10, e-mail: [email protected]. Printed by KFS AB, Lund. ISSN 1650-1675 Acknowledgements I would like to especially thank Karin Thorán at the Swedish Chemicals Inspectorate, KemI, for providing both financial and academic support during the course of this research. The tremendous leeway you allowed in terms of setting the research scope has been greatly appreciated. Thanks also to Ulf Rick and Göran Gabrielsson for their valuable assistance in this process. Appreciation is extended to all the organisations and companies that answered my questions and provided me with so much valuable information and direction. I’d especially like to thank everyone at Ericsson, especially Camilla von Wachenfeldt and Nicole Damen. -

POLYONE CORP Form 10-K Annual Report Filed 2017-02-16
SECURITIES AND EXCHANGE COMMISSION FORM 10-K Annual report pursuant to section 13 and 15(d) Filing Date: 2017-02-16 | Period of Report: 2016-12-31 SEC Accession No. 0001122976-17-000006 (HTML Version on secdatabase.com) FILER POLYONE CORP Mailing Address Business Address POLYONE CENTER POLYONE CENTER CIK:1122976| IRS No.: 341730488 | Fiscal Year End: 1231 33587 WALKER ROAD 33587 WALKER ROAD Type: 10-K | Act: 34 | File No.: 001-16091 | Film No.: 17617809 AVON LAKE OH 44012 AVON LAKE OH 44012 SIC: 2821 Plastic materials, synth resins & nonvulcan elastomers 440-930-1000 Copyright © 2017 www.secdatabase.com. All Rights Reserved. Please Consider the Environment Before Printing This Document United States Securities and Exchange Commission Washington, DC 20549 FORM 10-K þ ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended December 31, 2016 ¨ TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the transition period from to . Commission file number 1-16091 PolyOne Corporation (Exact name of registrant as specified in its charter) Ohio 34-1730488 (State or other jurisdiction of (IRS Employer Identification No.) incorporation or organization) 33587 Walker Road, 44012 Avon Lake, Ohio (Zip Code) (Address of principal executive offices) Registrant’s telephone number, including area code (440) 930-1000 Securities registered pursuant to Section 12(b) of the Act: Title of each class Name of each exchange on which registered Common Shares, par value $.01 per share New York Stock Exchange Securities registered pursuant to Section 12(g) of the Act: None Indicate by check mark if the registrant is a well-known seasoned issuer, as defined in Rule 405 of the Securities Act. -

Dispersants for Plastics Product Guide
PERFORMANCE COATINGS THERMOPLASTICS & THERMOSETS DISPERSANTS PRODUCT GUIDE FOR PLASTICS HYPERDISPERSANTS FOR THERMOPLASTICS AND THERMOSETS Solplus™ and Solsperse™ hyperdispersants and coupling agents have been developed to meet the needs of the plastic industry, for both thermoplastic and thermoset polymers, as well as polyurethanes. THERMOPLASTIC MASTERBATCH AND COMPOUNDING Solplus™ DP310 hyperdispersant is recommended for the dispersion of organic and inorganic pigments and fillers in thermoplastic masterbatch and compound applications. It can be used in a variety of thermoplastic polymers including polyethylene, polypropylene, polystyrene, ABS and PVC. MORE EFFICIENT DISPERSION Increased Higher Increased Less filter Upgraded productivity pigment/filler color blockage/ performance loadings strength fiber breakage of lower cost systems COST SAVINGS IMPROVED QUALITY Stronger, Less Improved Improved Improved Meets new brighter specks mechanical stability flame environmental colors properties retardancy standards 2 PLASTICIZER AND POLYOL DISPERSIONS The recommended Solplus™ hyperdispersant for the production of plasticizer and polyol dispersions is dependent upon the pigment: Solplus™ K500 Inorganic pigments and fillers Solplus™ DP700 Inorganic pigment fillers and carbon black Solplus™ K200 Organic pigment (phthalate free dispersions) Solplus™ K210 Organic pigments (phthalate based dispersions) Solplus™ R700 Organic pigments THERMOSET/COMPOSITE APPLICATIONS (polyether polyols) Solplus™ R710 Organic pigments Engineered specifically for composite -

Innovations Give to Rotational Molding
www.canplastics.com SEPTEMBER 2018 Innovations give NEW SPINS to rotational molding Ontario rotomolder TECHSTAR Making PLASTICS ROBOTS & turns AUTOMATION safer than ever REVITAL POLYMERS wants to recycle your black plastic Cutting-edge AUTOMOTIVE APPLICATIONS CPL_Sept2018issue_AMS.indd 1 2018-08-27 8:56 AM The POWER of Performance NWB-DC+ Portable Dryer Sold & Serviced in Canada by NOVATEC continues to lead the charge in reliable Maguire Products Canada, Inc. drying technology and industry-first innovations. 905-879-1100 TOTA [email protected] • Most sold T L C ES O S W T www.maguirecanada.com • Easiest-to-use smart controls O L • Web-enabled access –5– YEAR warranty O F I P O H NOVATEC products are made in the USA. Supported worldwide. W N E R S www.novatec.com © Copyright 2018 NOVATEC, Inc. CPL_June2018_Novatec.inddCPL_Sept2018issue_AMS.indd 1 2 2018-05-032018-08-27 1:248:56 PMAM contents SEPTEMBER 2018 VOLUME 77 • NUMBER 4 The POWER of Performance FROM THE ARCHIVES The April 1994 issue of Canadian Plastics broke the news about a cutting-edge pro- cessing technology that combined paint- ing of plastic parts with injection molding. Launched at the NPE1994 trade show, the injected paint technology, or IPT, was developed by the EPIC Group, which was made up of 25 companies in six major research areas related to engineering polymers, including H.B. Fuller Evode, Battenfeld GmbH, DSM, Caradon Rolinx, and toolbuilders Clearplas and Mouldflow. The IPT process involved parts being in- 10 jection molded and painted in the same Cover Photo Getty Images mold, and parts ranging from two to 12 mm wall thicknesses had been produced at the show. -

Ingeo™ Bottle Packaging Technical Bulletin
Ingeo™ Bottle Packaging Technical Bulletin Using Co-Injection and Multilayer Technology for PLA Bottles This document is designed to provide an overview of PLA bottles and using multilayer technology in these types of packages. This information is intended to be used only as a guide and because production of preforms and bottles is a complex process, an experimental approach may be required to achieve desired results. Besides monolayer bottles being made by injection stretch-blow molding (ISBM) and extrusion blow molding (EBM) processes, bottles can also be made using these similar processes where the cross-section of the bottle is composed of layers of different polymer materials. For example, the layers could be in various structural or compositional configurations such as “ABA,” or “ABBA,” or “ABCBA,” etc. where each letter designates a different polymer type or system. These polymer systems and/or layers in the bottle cross-sectional construction could include base polymer resins in neat form or with various polymers and/or additives which impart a certain property, such as better barrier improvement, layer adhesion, physical properties, or unique visual/optical properties. This layering construction is accomplished during the preform injection molding step for ISBM and during the extrusion and in the parison die for EBM. In both systems, separated extrusion systems are typically used to deliver the different polymer or additives to create the different layers. The amount and thickness of these different layers can also be controlled. Using a co-injection or co-extrusion melt delivery system to make multilayer preforms and bottles is not uncommon in the plastics industry, and this technology has been demonstrated and shown for PLA bottles.1-3 NatureWorks has demonstrated making multilayer preforms using, for example, Kortec’s co-injection equipment integrated to an injection molding press.