Learning from Existing Photovoltaic Technologies to Identify Alternative Perovskite Module Designs
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Nanosolar Is Leading the “Third Wave” of Solar Power Technology: the First
Nanosolar is leading the “Third Wave” of solar power technology: ▪ The First Wave started with the introduction of silicon-wafer based solar cells over three decades ago. While ground-breaking, it is visible until today that this technology came out of a market environment with little concern for cost, capital efficiency, and the product cost / performance ratio. Despite continued incremental improvements, silicon-wafer cells have a built-in disadvantage of fundamentally high materials cost and poor capital efficiency. Because silicon does not absorb light very strongly, silicon wafer cells have to be very thick. And because wafers are fragile, their intricate handling complicates processing all the way up to the panel product. ▪ The Second Wave came about a decade ago with the arrival of the first commercial "thin-film" solar cells. This established that new solar cells based on a stack of layers 100 times thinner than silicon wafers can make a solar cell that is just as good. However, the first thin-film approaches were handicapped by two issues: 1. The cell's semiconductor was deposited using slow and expensive high-vacuum based processes because it was not known how to employ much simpler and higher-yield printing processes (and how to develop the required semiconductor ink). 2. The thin films were deposited directly onto glass as a substrate, eliminating the opportunity of ▪ using a conductive substrate directly as electrode (and thus avoiding bottom-electrode deposition cost), ▪ achieving a low-cost top electrode of high performance, ▪ employing the yield and performance advantages of individual cell matching & sorting, ▪ employing high-yield continuous roll-to-roll processing, and ▪ developing high-power high-current panels with lower balance-of-system cost. -

How Founders Use External Advice to Improve Their Firm's Chance of Succeeding
The dynamics of forming a technology based start-up: How founders use external advice to improve their firm's chance of succeeding by Nick Cravalho B.S. Mechanical Engineering University of California, Berkeley, 2000 Submitted to the System Design and Management Program in Partial Fulfillment of the Requirements for the Degree of Master of Science in Engineering and Management at the Massachusetts Institute of Technology May 2007 2007 Nick Cravalho. All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium not known or hereafter created. Signature of Author Nick Cravalho System Design and Management Program May 2007 Certified by Diane Burton Thesis Supervisor Sloan School of Management Certified by _ Patrick Hale Director OASSACHUSETTS INS System Design and Management Program OF TECHNOLOGY FEB 0 1 2008 BARKER LIBRARIES The dynamics of forming a technology based start-up: How founders use external advice to improve their firm's chance of succeeding by Nick Cravalho Submitted to the System Design and Management Program on May 11, 2007 in Partial Fulfillment of the Requirements for the Degree of Master of Science in Engineering and Management Abstract External advice can be a valuable resource for founders of high technology startup companies. As with any resource, the pursuit and efficient use of the external advice resource is one of the greatest challenges for founders. This thesis examines how the founders of eleven US venture-backed high-tech companies leveraged external advice to their advantage. -

Solar Energy: a New Day Dawning?: Silicon Valley Sunrise Oliver Morton Oliver Morton Is Nature's Chief News and Features Editor
Solar energy: A new day dawning?: Silicon Valley sunrise Oliver Morton Oliver Morton is Nature's chief news and features editor. Abstract Sunlight is a ubiquitous form of energy, but not as yet an economic one. In the first of two features, Oliver Morton looks at how interest in photovoltaic research is heating up in California's Silicon Valley. In the second, Carina Dennis talks to Australian researchers hoping to harness the dawn Sun's heat. The Sun provides Earth with as much energy every hour as human civilization uses every year. If you are a solarenergy enthusiast, that says it all. No other energy supply could conceivably be as plentiful as the 120,000 terawatts the Sun provides ceaselessly and unbidden. If the tiniest fraction of that sunlight were to be captured by photovoltaic cells that turn it straight into electricity, there would be no need to emit any greenhouse gases from any power plant. Thanks to green thoughts like that, and to generous subsidies from governments in Japan and Germany, the solarcell market has been growing on average by a heady 31% a year for the past decade (see chart, below). One of the most bullish industry analysts, Michael Rogol, sees the industry increasing from about US$12 billion in 2005 to as much as $70 billion in 2010. Although not everyone predicts such impressive growth, a 20–25% annual rise is widely expected. The market for shares in solarenergy companies is correspondingly buoyant. And yet in the projections of energy supply made by policy analysts and climate wonks, solar remains so marginal as to be barely on the map at all. -
Solar PV Technology Development Report 2020
EUR 30504 EN This publication is a Technical report by the Joint Research Centre (JRC), the European Commission’s science and knowledge service. It aims to provide evidence-based scientific support to the European policymaking process. The scientific output expressed does not imply a policy position of the European Commission. Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use that might be made of this publication. For information on the methodology and quality underlying the data used in this publication for which the source is neither Eurostat nor other Commission services, users should contact the referenced source. The designations employed and the presentation of material on the maps do not imply the expression of any opinion whatsoever on the part of the European Union concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries. Contact information Name: Nigel TAYLOR Address: European Commission, Joint Research Centre, Ispra, Italy Email: [email protected] Name: Maria GETSIOU Address: European Commission DG Research and Innovation, Brussels, Belgium Email: [email protected] EU Science Hub https://ec.europa.eu/jrc JRC123157 EUR 30504 EN ISSN 2600-0466 PDF ISBN 978-92-76-27274-8 doi:10.2760/827685 ISSN 1831-9424 (online collection) ISSN 2600-0458 Print ISBN 978-92-76-27275-5 doi:10.2760/215293 ISSN 1018-5593 (print collection) Luxembourg: Publications Office of the European Union, 2020 © European Union, 2020 The reuse policy of the European Commission is implemented by the Commission Decision 2011/833/EU of 12 December 2011 on the reuse of Commission documents (OJ L 330, 14.12.2011, p. -

Nanosolar & U.S. Department of Energy Solar America Initiative
Securing our Energy Independence and Sustaining our Environment March 2011 1 Our High-Speed Solar Cell and Panel Factories Can Be Built Cost Effectively Anywhere in the World We Do Not Need to Manufacture in Asia to Be Competitive: We can build in San Jose! San Jose, California, Global Headquarters & Solar Cell Production Factory, 200,000 sq ft Luckenwalde, Germany, Panel Assembly Factory, 500,000 sq ft 2 We Print Nanotechnology-enabled Ink on Rolls of Very Inexpensive Aluminum Foil Rapid processing using low cost equipment and the lowest cost metal substrate 3 Our Flexible Foil Cells Are Built in San Jose, CA . Rolls of printed foil processed and thin film layers added to complete electrical structure . Foil cut into individual, rectangular cells . Flexibility to tune cells’ power output for Utility, Commercial and Residential solar markets 4 We then Assemble these Cells into Utility-scale Panels . 84 cells welded together to form one solar panel . Cells sandwiched between two tempered glass plates . Glass plate edges sealed to protect against weather Specifically designed from the start to make Nanosolar utility-scale solar power plants competitive with fossil fuels 5 Nanosolar Power Plants Are Built in Municipal Areas Connection to Distribution Voltage Lowers Delivery Costs Nanosolar power plants can be constructed on landfills, brown fields and green fields, as well as on flat rooftops 6 Nanosolar CA Factory Expansion Can Create Thousands of Skilled Solar Jobs Each Year For every 100 MW of production: . Navigant: 1,000 downstream jobs in system integration, installation, and O&M . Deutsche Bank : 3,700 downstream jobs in system integration, installation, and O&M . -
Buffer Against Degradation Cheap, Efficient, and Stable Thin Photovoltaics That Use Abundant and Non-Toxic Materials Can Deliver Widespread
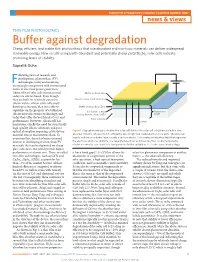
PUBLISHED: 27 MARCH 2017 | VOLUME: 2 | ARTICLE NUMBER: 17057 news & views THIN-FILM PHOTOVOLTAICS Buffer against degradation Cheap, efficient, and stable thin photovoltaics that use abundant and non-toxic materials can deliver widespread renewable energy. New results using Earth-abundant and potentially cheap ZnO/Sb2Se3 solar cells indicate promising levels of stability. Supratik Guha ollowing years of research and development, photovoltaic (PV) Ftechnologies today are becoming VOC increasingly competitive with conventional forms of electrical power generation. About 93% of solar cells manufactured Metal electrode layer today are silicon-based. Even though they are built on relatively expensive Absorber layer (such as Sb2Se3) silicon wafers, silicon solar cells enjoy dominance because they were able to Buer layer (such as ZnO) capitalize on the progress of established Conductive coating Transparent to sunlight silicon microelectronics technology, and (such as fluorine-doped SnO2) today they offer the best blend of cost and Glass substrate performance. However, silicon still has Sunlight limitations, chiefly the need for structurally high-quality silicon substrates and poor optical absorption requiring active device Figure 1 | Typical architecture of a thin-film solar cell. A thin-film solar cell is built around a thin-film material tens of micrometres thick. To absorber material, whose role is to efficiently absorb light and create electron–hole pairs. The absorber overcome this, there has been sustained layer is matched to a buffer layer, usually a semiconductor. This creates an electrical field that separates interest in developing micron-thick PV the electrons and holes spatially. The separated electrons and holes are then conducted away by electrical contacts, one of which is transparent to let the sunlight in. -

Solar Photovoltaic Manufacturing: Industry Trends, Global Competition, Federal Support
U.S. Solar Photovoltaic Manufacturing: Industry Trends, Global Competition, Federal Support Michaela D. Platzer Specialist in Industrial Organization and Business January 27, 2015 Congressional Research Service 7-5700 www.crs.gov R42509 U.S. Solar PV Manufacturing: Industry Trends, Global Competition, Federal Support Summary Every President since Richard Nixon has sought to increase U.S. energy supply diversity. Job creation and the development of a domestic renewable energy manufacturing base have joined national security and environmental concerns as reasons for promoting the manufacturing of solar power equipment in the United States. The federal government maintains a variety of tax credits and targeted research and development programs to encourage the solar manufacturing sector, and state-level mandates that utilities obtain specified percentages of their electricity from renewable sources have bolstered demand for large solar projects. The most widely used solar technology involves photovoltaic (PV) solar modules, which draw on semiconducting materials to convert sunlight into electricity. By year-end 2013, the total number of grid-connected PV systems nationwide reached more than 445,000. Domestic demand is met both by imports and by about 75 U.S. manufacturing facilities employing upwards of 30,000 U.S. workers in 2014. Production is clustered in a few states including California, Ohio, Oregon, Texas, and Washington. Domestic PV manufacturers operate in a dynamic, volatile, and highly competitive global market now dominated by Chinese and Taiwanese companies. China alone accounted for nearly 70% of total solar module production in 2013. Some PV manufacturers have expanded their operations beyond China to places like Malaysia, the Philippines, and Mexico. -

Venture Capital and Cleantech: the Wrong Model for Clean Energy
Venture Capital and Cleantech: The Wrong Model for Clean Energy Innovation An MIT Energy Initiative Working Paper July 2016 Dr. Benjamin Gaddy1 Dr. Varun Sivaram2 Dr. Francis O’Sullivan3 1 Director of Technology Development, Clean Energy Trust; [email protected] 2 Douglas Dillon Fellow, Council on Foreign Relations; [email protected] 3 Director of Research and Analysis, MIT Energy Initiative; Senior Lecturer, MIT Sloan School of Management; [email protected] MIT Energy Initiative, 77 Massachusetts Ave., Cambridge, MA 02139, USA MITEI-WP-2016-06 Table of Contents Introduction .................................................................................................................................... 2 Silicon Valley Meets Cleantech ................................................................................................... 3 A Losing Combination: High Risk and Low Returns ............................................................ 5 Box: How We Classified and Evaluated Start-up Companies .............................................. 6 What Went Wrong?....................................................................................................................... 8 Beyond the VC Model for Cleantech ....................................................................................... 11 Appendix: Full Methodology ..................................................................................................... 13 References .................................................................................................................................... -

Clean Tech Companies in Silicon Valley 1 27 08 JVSVN
Clean Tech Companies in Silicon Valley - Work in Progress, 1/27/08 Seth Fearey, Joint Venture: Silicon Valley Network, 408-931-1511, [email protected] Category Sector Company Name Product/Service City Website Advanced Materials manufacturing Applied MicroStructures, deposition equipment, San Jose www.appliedmst.com Inc. films Advanced Materials manufacturing Solaicx silicon wafers Santa Clara www.solaicx.com Advanced Materials research Accelergy fuels processing Palo Alto www.accelergy.com Advanced Materials research InnovaLight, Inc. solar power modules, Santa Clara www.innovalight.com nano tech Advanced Materials research NanoGram Corporation nano materials for Milpitas www.nanogram.com batteries, solar Advanced Materials research Nanostellar, Inc. diesel, gas engine Redwood City www.nanostellar.com emissions control Advanced Materials research Nanosys Inc solar and fuel cell Palo Alto www.nanosysinc.com materials Advanced Materials research PolyFuel Nano fuel cell Mountain View www.polyfuel.com membranes Advanced Materials research SunVolt Nanosystems materials for low cost Redwood City www.svolt.com photovoltaics Advanced Materials manufacturing Unidym cabon nanotubes for Menlo Park www.unidym.com solar and fuel cells Air; Environmental Offsets TerraPass Inc. wind, biomass, Menlo Park www.terrapass.com Quality efficiency Air; Environmental Offsets Planktos (Sub of Solar Restore ocean Foster City www.planktos.com Quality Energy, Ltd.) plankton, forests; CO2 sequestration Air; Environmental Offsets Climos research in organic San Francisco www.climos.com Quality processes to remove CO2 from the air Energy Efficiency Manufacturer Analogic Tech Power mgt. circuit Sunnyvale www.analogictech.com design, processing Energy Efficiency Manufacturer Azuro, Inc. Low power chip Santa Clara www.azuro.com design automation Energy Efficiency Manufacturer BridgeLux, Inc. -

ADA-ES, Inc. a D
Clean Technology and Renewables Conference Company Fact Sheet Headquarters ADA-ES, Inc.Third Annual Clean Technology and RenewablesADES Conference 8100 SouthPark Way February 20, 2008 Littleton, CO 80120 303 34-12 Company Description Analysts www.adaes.com ADA-ESADA-ES, Inc. Inc.provides air pollution control systems, ADES Charles J. Fishman Senior Research Analyst specialty chemicals and consulting services to utility and Management industrial customers. The air pollution control business 314 963-9702 Company Description CEO:[email protected] Michael D. Durham focuses on mercury emissions control for coal-fired ADA-ES Inc. provides air pollution control systems, specialty CFO: Mark H. McKinnies boilerschemicals, while and the consulting specialty servicchemicalses to utilitysegment and industrialaddresses Elaine S. Kwei fluecustomers. gas conditioning, The air pollution problems control with business coal switching focuses on and mercury Research Analyst fluxing additives. The company offers consulting services 415 277-1511 emissions control for coal-fired boilers while the specialty to improve baghouse and electrostatic precipitator [email protected] chemicals segment addresses flue gas conditioning, problems performance.with coal switching, The mercury and fluxin controlsg additives. business The company accounts offers for roughlyconsulting 90% services of revenues to improve with baghouseflue gas andconditioning electrostatic and otherprecipitator activities performance. contributing The to mercury the balance. controls business accounts Headquarters for roughly 90% of revenues with flue gas conditioning and other 8100 SouthPark Way Source:activities Company contributing reports, to the Piper balance. Jaffray Littleton, CO 80120 303 734-1727 Source: Company reports, Piper Jaffray www.adaes.com Management CEO: Michael D. Durham CFO: Mark H. -

1 of Green Energy Top 20
From old-school Fortune 500 companies to start-ups barely out of first-round financing, businesses are committing big bucks to the green revolution. And while it seems like everyone’s doing it these days, we think these 20 companies are the ones pushing the ecological envelope. Whether it’s because of their reach, their potential, their influence, or the sheer genius of their innovations, we predict that each one will have a hand in changing the world in one way or another—sooner rather than later. Introducing the inaugural edition of... The Plenty BY DANIELLE WOOD 2o The Plenty2o 1 NANOSOLAR Brin, the founders of Google, a proprietary formula made up can also use the algae-based fuel PALO ALTO, CALIFORNIA are bolstering the company, and of non-polluting metals that are themselves or sell it on the open Solar power has been around a new deal with Conergy, the ground into a fine powder. When market. If it sounds like a pipe since the ’70s, but until recently, nation’s largest solar electric sys- added to a tank of hydrogen, the dream, it’s not. The company has people were about as likely to use tems integrator, gives Nanosolar a powder acts as a sort of sponge already launched small projects it as they were to live in geodesic huge jump on its competitors. to encapsulate the gas. When the in Arizona, Massachusetts, and domes and grow all their own hydrogen is needed for fuel, a small New York. A large U.S. utility food. The reason? No com- amount of heat is added to the company and a major U.S. -

Opportunities and Risks of Nanotechnologies Report in Co-Operation with the OECD International Futures Programme Contents
Small sizes that matter: Small sizes that matter: Opportunities and risks of Nanotechnologies Report in co-operation with the OECD International Futures Programme Contents 1. Executive Summary 3 1.1. Nanotechnology and the market place 3 1.2. Investments in nanotechnology 4 1.3. The environmental, health and safety discussion related to nanoparticles 4 1.4. Allianz’s position on industrial insurance cover 5 2. What is nanotechnology and what makes it different? 6 2.1. Introduction 6 2.2. Nanomaterials: basic building blocks 8 2.3. Nano tools and fabrication techniques 11 2.4. Present and future areas of application 12 3. Market prospects and opportunities 14 3.1. Sectoral example: Medicine 15 3.2. Sectoral example: Food and agriculture 17 3.3. Sectoral example: Semiconductors and computing 18 3.4. Sectoral example: Textiles 20 3.5. Sectoral example: Energy 21 3.6. Nanotechnology and the situation of developing countries 22 4. Players 24 5. Nanotechnology programs of governments 26 6. What are the risks of Nanotechnology? 27 6.1. Broad range of technologies, variety of risks 27 6.2. Positive effects on human health and the environment 28 6.3. Manufactured nanoparticles 28 6.4. Nanoparticles and human health 30 6.5. Nanoparticles and the environment 35 6.6. Explosion hazards of nanoparticles 36 6.7. Self replication of miniature machines 37 6.8. Regulatory considerations of authorities and other stakeholders 38 6.9. Position of the industry 39 6.10. Position of pressure groups 40 6.11. Position of reinsurers and insurers 40 7. Chances and risks for the Allianz Group 41 7.1.