D1.1 Review of Definitions, Standard Operating Parameters, Best Practice and Requirements, Including Future Technologies and Horizon Scanning
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Proactive Maintenance of Railway Switches
Proactive Maintenance of Railway Switches Csaba Hegedűs, Paolo Ciancarini, Attila Frankó, Aleš Kancilija, István Moldován, Gregor Papa, Špela Poklukar, Mario Riccardi, Alberto Sillitti and Pal Varga Abstract—Railway switches operate in harsh environmental conditions; still, their reliability requirements are high due to safety A. State of the Art for Railway Infrastructure Maintenance and economic factors. Once deployed, their maintenance depends Current state-of-the-art maintenance operations within the on the data collected on their status, and the decisions on due railway infrastructure are based on the concept of “preventive” or corrective actions. The more regular this data collection and “on-condition” maintenance. However, they only consist of decision cycle is, the better confidence their operator has on periodical check-ups and substitutions of parts when a failure is effective and proper service. Proactive maintenance, in general, detected. These tasks are carried out at given periodical intervals targets exactly this: rather than scheduling maintenance actions designed to mitigate risk with a considerable safety margin based on operating hours or servicing volume, actions should be involving having to send maintenance staff to the asset site on a taken when it is really needed. This requires the effective regular basis, exposing them to the usual safety risks of a running combination of data collection, analysis, presentation and decision railway [11]. making processes. Moreover, most modern railways have very low level of The MANTIS project proposes a reference architecture for capability installed as part of the signalling system. For switches, proactive maintenance, supported by the concept of cyber-physical this usually only comprises of the detection lines which verify systems. -

(202) 514-2007 Tdd (202) 514-1888
FOR IMMEDIATE RELEASE AT THURSDAY, OCTOBER 14, 1999 (202) 514-2007 WWW.USDOJ.GOV TDD (202) 514-1888 JUSTICE DEPARTMENT REQUIRES DIVESTITURE IN HARSCO CORPORATION’S ACQUISITION OF RAILROAD MAINTENANCE ASSETS Harsco to Divest Pandrol’s Switch and Crossing, and Transit Grinder Assets WASHINGTON, D.C. -- The Department of Justice today announced that it would require Harsco Corporation to sell machinery and services used in railroad maintenance to resolve competitive concerns over Harsco’s $89 million acquisition certain of assets of Pandrol Jackson Inc. and Pandrol Jackson Limited. The Department said the deal, as originally proposed, would have been anticompetitive, resulting in higher prices and lower quality for these products and services. The Department's antitrust lawsuit and proposed consent decree were filed today in federal court in Washington, D.C. The consent decree, if approved by the Court, would resolve the suit. According to the complaint, the proposed merger would have substantially lessened competition, since Harsco and Pandrol are the only two manufacturers of switch and crossing and transit grinding equipment and the only two providers of railroad switch and crossing grinding services in North America. Switch and crossing grinders and transit grinders are machines designed to restore the tracks of railroads and transit systems to their original shapes and are used to repair deformations caused by the rubbing of train wheels on rails used in railroad track switches, railroad track crossings, and transit systems. “Without this divestiture, railroads and transit systems would have had only one choice for this type of railroad maintenance equipment and services,” said Joel I. -

Rail Transport 1 Rail Transport
Rail transport 1 Rail transport Four BNSF GE C44-9W diesel locomotives hauling a mixed freight train along the banks of the Columbia River, between Kennewick and Wishram, Washington State, USA Part of a series on Transport Modes • Animal-powered • Aviation • Cable • Human-powered • Pipeline • Rail • Road • Ship • Space Topics • History • Timeline • Outline Transport portal Rail transport Operations Track Maintenance High-speed railways Rail transport 2 Track gauge Stations Trains Locomotives Rolling stock Companies History Attractions Terminology By Country Accidents Modelling Rail transport is a means of conveyance of passengers and goods, by way of wheeled vehicles running on rails. It is also commonly referred to as train transport. In contrast to road transport, where vehicles merely run on a prepared surface, rail vehicles are also directionally guided by the tracks on which they run. Track usually consists of steel rails installed on sleepers/ties and ballast, on which the rolling stock, usually fitted with metal wheels, moves. However, other variations are also possible, such as slab track where the rails are fastened to a concrete foundation resting on a prepared subsurface. Rolling stock in railway transport systems generally has lower frictional resistance when compared with highway vehicles and the passenger and freight cars (carriages and wagons) can be coupled into longer trains. The operation is carried out by a railway company, providing transport between train stations or freight customer facilities. Power is provided by locomotives which either draw electrical power from a railway electrification system or produce their own power, usually by diesel engines. Most tracks are accompanied by a signalling system. -
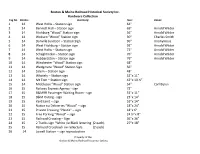
Station Sign 64” 2 14 Bennet
Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 1 14 West Hollis – Station sign 64” 2 14 Bennett Hall – Station sign 69” Arnold Wilder 3 14 Fitchburg “Wood” Station sign 56” Arnold Wilder 4 14 Woburn “Wood” Station sign 30” Charles Smith 5 14 Danville Junction – Station Sign 96” Anonymous 6 14 West Fitchburg – Station sign 92” Arnold Wilder 7 14 West Hollis – Station sign 72” Arnold Wilder 8 14 Scheghticoke – Station sign 76” Arnold Wilder 9 14 Hubbardston – Station sign 76” Arnold Wilder 10 14 Winchester “Wood” Station sign 68” 11 14 Wedgmere “Wood” Station Sign 56” 12 14 Salem – Station sign 48” 13 14 Whately – Station sign 52”x 11” 14 14 Mt Tom – Station sign 42”x 10 ½” 15 14 Middlesex “Wood” Station sign 54” Carl Byron 16 15 Railway Express Agency - sign 72” 17 15 B&MRR Passenger Waiting Room - sign 32”x 11” 18 15 B&M Outing - sign 23”x 14” 19 15 Yard Limit – sign 16”x 14” 20 15 Notice no Deliveries “Wood” – sign 18”x 24” 21 15 Private Crossing “Plastic” – sign 18”x 6” 22 15 Free Parking “Wood” – sign 24 ½”x 8” 23 15 Railroad Crossing – Sign 36”x 36” 24 15 2 Tracks sign “White /w Black lettering (2 each) 27”x 18” 25 15 Railroad Crossbuck /w reflectors (2 each) 26 14 Lowell Station – sign reproduction Property of the Boston & Maine Railroad Historical Society Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 27 15 Hand Held Stop – sign Donald S. -

Reliability Analysis of Switches and Crossings – a Case Study in Swedish Railway
International Journal of Railway Research, Vol. 4, No. 1, (2017), 1-12 2361 ISSN: International Journal of - Railway Research 5376 ` Reliability Analysis of Switches and Crossings – A Case Study in Swedish Railway Behzad Ghodrati1*, Alireza Ahmadi2, Diego Galar3 1,2,3Luleå University of Technology, Division of Operation and Maintenance Engineering ARTICL EINFO A B S T R A C T Article history: It is reported that switches and crossings (S&C) are one of the Received : subsystems that cause the most delays on Swedish Railways while accounting for at least 13% of maintenance costs. It is the main reason Accepted: for choosing to base this study on this subsystem. Published: Intelligent data processing allows understanding the real reliability characteristics of the assets to be maintained. The first objective of this Keywords: research is to determine the S&C reliability characteristics based on Reliability field data collection. Because field failure data are typically strongly Availability censored, an especial statistics software package is developed to Weibull model process field failure data, as commercial packages have not been found satisfactory in that respect. The resulting software, named RDAT® Switches (Reliability Data Analysis Tool) has been relied upon for this study. It RDAT is especially adapted for statistical failure data analysis. In the next step the availability of studied switches and crossings is estimated based on the reliability characteristics founded in the first step. 1. Instruction be performed near capacity limits, time between asset renewals should be long enough to balance the Railway is a complex system because it comprises maintenance and acquisition cost, and components a mix of components with different age and status should be replaced by deferred or planned that have to work together in a system. -

Magnetorheological Damping for Spring Frogs
High-Speed Rail IDEA Program Magnetorheological Damping for Spring Frogs Final Report for High-Speed Rail IDEA Project 46 Prepared by: Leslie E. Olson Texas Transportation Institute Texas A&M University System College Station, TX July 2007 INNOVATIONS DESERVING EXPLORATORY ANALYSIS (IDEA) PROGRAMS MANAGED BY THE TRANSPORTATION RESEARCH BOARD This investigation was performed as part of the High-Speed Rail IDEA program supports innovative methods and technology in support of the Federal Railroad Administration’s (FRA) next-generation high-speed rail technology development program. The High-Speed Rail IDEA program is one of four IDEA programs managed by TRB. The other IDEA programs are listed below. • NCHRP Highway IDEA focuses on advances in the design, construction, safety, and maintenance of highway systems, is part of the National Cooperative Highway Research Program. • Transit IDEA focuses on development and testing of innovative concepts and methods for improving transit practice. The Transit IDEA Program is part of the Transit Cooperative Research Program, a cooperative effort of the Federal Transit Administration (FTA), the Transportation Research Board (TRB) and the Transit Development Corporation, a nonprofit educational and research organization of the American Public Transportation Association. The program is funded by the FTA and is managed by TRB. • Safety IDEA focuses on innovative approaches to improving motor carrier, railroad, and highway safety. The program is supported by the Federal Motor Carrier Safety Administration -

RT Rondelle PDF Specimen
RAZZIATYPE RT Rondelle RAZZIATYPE RT RONDELLE FAMILY Thin Rondelle Thin Italic Rondelle Extralight Rondelle Extralight Italic Rondelle Light Rondelle Light Italic Rondelle Book Rondelle Book Italic Rondelle Regular Rondelle Regular Italic Rondelle Medium Rondelle Medium Italic Rondelle Bold Rondelle Bold Italic Rondelle Black Rondelle Black Italic Rondelle RAZZIATYPE TYPEFACE INFORMATION About RT Rondelle is the result of an exploration into public transport signage typefa- ces. While building on this foundation it incorporates the distinctive characteri- stics of a highly specialized genre to become a versatile grotesque family with a balanced geometrical touch. RT Rondelle embarks on a new life of its own, lea- ving behind the restrictions of its heritage to form a consistent and independent type family. Suited for a wide range of applications www.rt-rondelle.com Supported languages Afrikaans, Albanian, Basque, Bosnian, Breton, Catalan, Croatian, Czech, Danish, Dutch, English, Esperanto, Estonian, Faroese, Fijian, Finnish, Flemish, French, Frisian, German, Greenlandic, Hawaiian, Hungarian, Icelandic, Indonesian, Irish, Italian, Latin, Latvian, Lithuanian, Malay, Maltese, Maori, Moldavian, Norwegian, Polish, Portuguese, Provençal, Romanian, Romany, Sámi (Inari), Sámi (Luli), Sámi (Northern), Sámi (Southern), Samoan, Scottish Gaelic, Slovak, Slovenian, Sorbian, Spa- nish, Swahili, Swedish, Tagalog, Turkish, Welsh File formats Desktop: OTF Web: WOFF2, WOFF App: OTF Available licenses Desktop license Web license App license Further licensing -

Prairie Line Terminal Section
PRAIRIE LINE TERMINAL SECTION CATALOG OF CHAR ACTER-DEFINING FEATURES This report commissioned by the University of Washington Tacoma (UWT) and performed under subcontract to THA Architects . Cover image Prairie Line linking down to the waterfront. Photograph courtesy of Jim Frederickson. II UNIVERSITY OF WASHINGTON TACOMA Contributors The authors of this report wish to extend our gratitude to the following entities and individuals who assisted greatly in the preparation, review and editing of this report. The authors of this report extend their deep grati- tude to the volunteers and historians associated with the Northern Pacific Railroad. In particular Jim Freder- ickson, Daniel Cozine and others, provide invaluable insight into the historic operation of the corridor and identifying the various parts of the railway. They shared wonderful images of the corridor that otherwise would have been unavailable. Their collective knowledge and enthusiasm for the subject of railroads is a tremendous regional asset. Members of the University of Washington Architectural Review Commission provided guidance. Personnel from the University of Washington including Milt Tremblay and Lanie Ralph providing overall coor- dination and site access. Reuben McKnight, Tacoma Historic Preservation Officer, Washington State Depart- ment of Archaeology and Historic Preservation, Washington Trust for Historic Preservation, Washington State Historical Society, and the Washington State Library. PRAIRIE LINE | TERMINAL SECTION III IV UNIVERSITY OF WASHINGTON TACOMA Contents Contributors iii Overview 1 Introduction 3 Methodology 5 1.0Catalog 7 1.1 Historical Significance 9 1.2 Chronology 11 1.3 Character-Defining Spaces 21 1.4 Character-Defining Features 25 2.0Stewardship 37 2.1 Decision Making Matrix 41 2.2 Significance Analysis 45 2.3 Treatment Recommendations 53 2.4 Photo Locations 55 3.0Supplemental 69 3.1 Maps 71 3.2 Historic Photographs 75 PRAIRIE LINE | TERMINAL SECTION V 6 UNIVERSITY OF WASHINGTON TACOMA Overview Tacoma waterfront to which the Prairie Line connected. -
Txdot Railroad Crossing Design Guidelines
THIS PAGE INTENTIONALLY LEFT BLANK Railroad Crossing Design Guidelines Table of Contents TABLE OF CONTENTS A. INTRODUCTION ......................................................................................................A-1 B. ACTIVE DEVICE CONFIGURATIONS................................................................B-1 C. RAILROAD CROSSINGS ADJACENT TO TRAFFIC SIGNALS.....................C-1 D. RAILROAD CROSSING CLOSURES AND CONSOLIDATIONS....................D-1 TxDOT TOC-1 2016 THIS PAGE INTENTIONALLY LEFT BLANK Railroad Crossing Design Guidelines Introduction A - INTRODUCTION The following design guidelines are intended to assist project designers with roadway design at railroad crossings and supplement the TxDOT Railroad Crossing Detail Standards Sheets (RCD) which contain standards for device placement distances, gate lengths, and crossing panel sizes. These guidelines are not standards, and are intended as examples for various rail-highway configurations. A diagnostic inspection team will determine the ultimate design for each railroad crossing project. The ultimate design shall be compliant with the Texas Manual on Uniform Traffic Control Devices (TMUTCD) and American Railway Engineering and Maintenance-of-Way Association (AREMA) standards. The guidelines are broken down into 3 main categories: ♦ Design of Active Device Configurations ♦ Design of Railroad Crossings Adjacent to Traffic Signals ♦ Design of Railroad Crossing Closures and Consolidations Guidelines are subject to change. TxDOT A-1 2016 THIS PAGE INTENTIONALLY LEFT BLANK Railroad Crossing Design Guidelines Active Device Configurations B - ACTIVE DEVICE CONFIGURATIONS LEGEND Cantilever Gate Assembly I-13 (9”x15”) Mast Flasher R15-1 48"X9" ACTIVE DEVICES NOTES R15-2P 1. EMERGENCY NOTIFICATION (I-13), one sign installed 27"X18" with active device on each approach to the crossing. 2. Gate distance above ground when lowered measured from bottom of gate to top of mast foundation. -

Trams Der Welt / Trams of the World 2021 Daten / Data © 2021 Peter Sohns Seite / Page 1
www.blickpunktstrab.net – Trams der Welt / Trams of the World 2021 Daten / Data © 2021 Peter Sohns Seite / Page 1 Algeria ... Alger (Algier) ... Metro ... 1435 mm Algeria ... Alger (Algier) ... Tram (Electric) ... 1435 mm Algeria ... Constantine ... Tram (Electric) ... 1435 mm Algeria ... Oran ... Tram (Electric) ... 1435 mm Algeria ... Ouragla ... Tram (Electric) ... 1435 mm Algeria ... Sétif ... Tram (Electric) ... 1435 mm Algeria ... Sidi Bel Abbès ... Tram (Electric) ... 1435 mm Argentina ... Buenos Aires, DF ... Metro ... 1435 mm Argentina ... Buenos Aires, DF - Caballito ... Heritage-Tram (Electric) ... 1435 mm Argentina ... Buenos Aires, DF - Lacroze (General Urquiza) ... Interurban (Electric) ... 1435 mm Argentina ... Buenos Aires, DF - Premetro E ... Tram (Electric) ... 1435 mm Argentina ... Buenos Aires, DF - Tren de la Costa ... Tram (Electric) ... 1435 mm Argentina ... Córdoba, Córdoba ... Trolleybus Argentina ... Mar del Plata, BA ... Heritage-Tram (Electric) ... 900 mm Argentina ... Mendoza, Mendoza ... Tram (Electric) ... 1435 mm Argentina ... Mendoza, Mendoza ... Trolleybus Argentina ... Rosario, Santa Fé ... Heritage-Tram (Electric) ... 1435 mm Argentina ... Rosario, Santa Fé ... Trolleybus Argentina ... Valle Hermoso, Córdoba ... Tram-Museum (Electric) ... 600 mm Armenia ... Yerevan ... Metro ... 1524 mm Armenia ... Yerevan ... Trolleybus Australia ... Adelaide, SA - Glenelg ... Tram (Electric) ... 1435 mm Australia ... Ballarat, VIC ... Heritage-Tram (Electric) ... 1435 mm Australia ... Bendigo, VIC ... Heritage-Tram -

Includes a Day Trip to Montserrat Barcelona City Guide
BARCELONA GUIDE INCLUDES A DAY TRIP TO MONTSERRAT BARCELONA CITY GUIDE A compelling mixture of imposing Gothic and Art Nouveau style architecture, Spanish cuisine, sangria, sunshine, beaches and chilled vibe make Barcelona one of the greatest getaway cities at any time of year. Summers here can be hot and humid, while winters very pleasant compared to much of Europe. Money wise, Barcelona is still relatively affordable, however the main attractions such as the grand Casa Mila or a visit inside the Sagrada Familia, can set you back over €20 per person. BUGETING FOR There are so many things to see and do in Barcelona. Depending BARCELONA on your budget, you can spend an entire weekend doing fun things around the city. However, if you are on a tight budget, ATTRACTIONS select the attractions you definitely want to see and stick to those. For example, both Gaudi apartments, Casa Mila (La Pedrera) and Casa Batllo are extremely expensive to visit. So maybe choose just one of them to go inside and admire the other from the outside. From our own experience, Casa Batllo always has the longest queues. If you want to skip the line, you can purchase a ticket (plus FastPass) for €28.50 per person, otherwise it will cost you €23.50 for the regular line. This Gaudi masterpiece is a joy to look at from the outside so if you are short on cash, you can always appreciate the exterior from the street level for free. Casa Mila (La Pedrera) on the other hand, is an excellent choice for discovering the life and work of one of the greatest Catalan architects, Antoni Gaudi. -

Trams Der Welt / Trams of the World 2020 Daten / Data © 2020 Peter Sohns Seite/Page 1 Algeria
www.blickpunktstrab.net – Trams der Welt / Trams of the World 2020 Daten / Data © 2020 Peter Sohns Seite/Page 1 Algeria … Alger (Algier) … Metro … 1435 mm Algeria … Alger (Algier) … Tram (Electric) … 1435 mm Algeria … Constantine … Tram (Electric) … 1435 mm Algeria … Oran … Tram (Electric) … 1435 mm Algeria … Ouragla … Tram (Electric) … 1435 mm Algeria … Sétif … Tram (Electric) … 1435 mm Algeria … Sidi Bel Abbès … Tram (Electric) … 1435 mm Argentina … Buenos Aires, DF … Metro … 1435 mm Argentina … Buenos Aires, DF - Caballito … Heritage-Tram (Electric) … 1435 mm Argentina … Buenos Aires, DF - Lacroze (General Urquiza) … Interurban (Electric) … 1435 mm Argentina … Buenos Aires, DF - Premetro E … Tram (Electric) … 1435 mm Argentina … Buenos Aires, DF - Tren de la Costa … Tram (Electric) … 1435 mm Argentina … Córdoba, Córdoba … Trolleybus … Argentina … Mar del Plata, BA … Heritage-Tram (Electric) … 900 mm Argentina … Mendoza, Mendoza … Tram (Electric) … 1435 mm Argentina … Mendoza, Mendoza … Trolleybus … Argentina … Rosario, Santa Fé … Heritage-Tram (Electric) … 1435 mm Argentina … Rosario, Santa Fé … Trolleybus … Argentina … Valle Hermoso, Córdoba … Tram-Museum (Electric) … 600 mm Armenia … Yerevan … Metro … 1524 mm Armenia … Yerevan … Trolleybus … Australia … Adelaide, SA - Glenelg … Tram (Electric) … 1435 mm Australia … Ballarat, VIC … Heritage-Tram (Electric) … 1435 mm Australia … Bendigo, VIC … Heritage-Tram (Electric) … 1435 mm www.blickpunktstrab.net – Trams der Welt / Trams of the World 2020 Daten / Data © 2020 Peter Sohns Seite/Page