Table Saw - Joinery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -

Exercises in Wood-Working, with a Short Treatise on Wood;
'^^ %."^o* ^r c. .^^~:, "<^^ '^' V ..^"^ .o"^ cO.".-* V^o " A.'^'' ..^'r- v^^ v^' y ,t'», < '-^0^ /. CV « o,. *r;.' aO ^. 'bV" X-O-T- i'^'V. .<•*' • 'VJ"""^^ ' o „ » <vf^ > V »*•»' ^ aO s' EXERCISES IN WOOD-WORKII^G WITH A SHORT TREATISE ON WOOD WRITTEN FOR MANUAL TRAINING GLASSES IN SCHOOLS AND COLLEGES BY IVIN SICKELS, M. S., M. D. ^ NEW YOKE D. APPLETON AND COMPANY 1890 K Copyright, 1889, By D. APPLETON AND COMPAlSfY. i-'3}P') PREFACE. The exercises in wood-working in this book were pre- pared by me during the summer of 1883, for the students of the College of the City of New York. Subsequent teaching suggested many changes and additions, until the manuscript was scarcely presentable. This manuscript has been copied for other schools ; and now, in order that those who have recently asked for it may receive it in better shape, this little volume is printed. I am indebted to Mr. Bashford Dean for the part relat- ing to injurious insects, which was written expressly for this book. I. S. New York, September, 1889. CONTENTS PAGE Introduction = , 7 Part First.—Wood. Structure of wood 13 Composition of wood 18 Branching of stems 19 Age of trees .20 Decay of trees 20 Season for cutting 21 Milling 31 Drying of wood 22 Warping 23 Properties of wood 24 Defects in wood 28 Measure and value of wood 29 Kinds of wood 30 Table of chief qualities of wood 38 Wood and iron 38 Wood-working trades 39 Parasitic plants . .41 Timber-borers 45 Preservation of wood 52 Part Second.—Exercises. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -
What's a Dado Anyway?
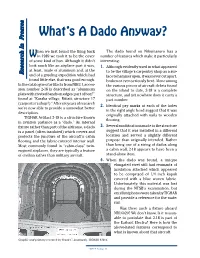
What’s A Dado Anyway? hen we first found the thing back The dado found on Nikumaroro has a Win 1989 we took it to be the cover number of features which make it particularly of some kind of box. Although it didn’t interesting: look much like an airplane part it was, 1. Although evidently used in what appeared at least, made of aluminum and, at the to be the village’s carpentry shop as a sur- Research In Progress Research In Progress Research In Progress end of a grueling expedition which had face to hammer upon, it was never cut apart, found little else, that was good enough. broken or even seriously bent. Alone among In the catalogue of artifacts from NIKU I, acces- the various pieces of aircraft debris found sion number 2-18 is described as “aluminum on the island to date, 2-18 is a complete plate with riveted bands on edges; part of box?” structure, and yet nowhere does it carry a found at “Karaka village, Ritiati, structure 17 part number. (carpenter’s shop?).” After six years of research 2. Identical pry marks at each of the holes we’re now able to provide a somewhat better in the right angle bend suggest that it was description. originally attached with nails to wooden TIGHAR Artifact 2-18 is a structure known flooring. in aviation parlance as a “dado.” An internal fixture rather than part of the airframe, a dado 3. Several modifications made to the structure is a panel (often insulated) which covers and suggest that it was installed in a different protects the juncture of the aircraft’s cabin location and served a slightly different flooring and the fabric-covered interior wall. -
Chippendale Mirror
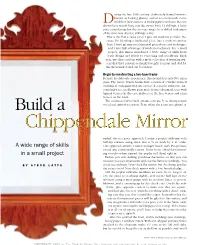
uring the late 18th century, elaborately framed mirrors, known as looking glasses, served as testimonials to the Dwealth of their owners. A looking glass similar to the one shown here would have cost the owner 10 to 12 shillings, a hefty price considering that the average wage for a skilled tradesman of the time was about 6 shillings a day. This is the first serious piece I give my students to make. Be- cause I’m blending a traditional piece into a modern curricu- lum, I don’t go nuts over historical precedence and technique, and I take full advantage of modern machinery. For a small project, this mirror introduces a wide range of skills from basic design and layout to veneering and scrollwork. Each year, my class ends up with a great collection of stunning mir- rors that they present as thank-you gifts to mom and dad for the thousands doled out for tuition. Begin by constructing a two-layer frame Despite its elaborate appearance, this project has only two main parts. The frame, which I make first, consists of a visible mitered molding in mahogany that sits on top of a poplar subframe; sur- rounding it are scrollsawn parts made from a shopmade core with figured veneer (in this case makore) as the face veneer and plain veneer on the back. The common way to build a frame is to use 3⁄4-in.-thick primary Build a wood and miter the corners. Even when the joints are splined or Chippendale Mirror nailed, this is a poor approach. -

Wood Identification and Chemistry' Covers the Physicalproperties and Structural Features of Hardwoods and Softwoods
11 DOCUMENT RESUME ED 031 555 VT 007 853 Woodworking Technology. San Diego State Coll., Calif. Dept. of Industrial Arts. Spons Agency-Office of Education (DHEA Washington, D.C. Pub Date Aug 68 Note-252p.; Materials developed at NDEA Inst. for Advanced Studyin Industrial Arts (San Diego, June 24 -Au9ust 2, 1968). EDRS Price MF -$1.00 He -$13.20 Descriptors-Curriculum Development, *Industrial Arts, Instructional Materials, Learning Activities, Lesson Plans, Lumber Industry, Resource Materials, *Resource Units, Summer Institutes, Teaching Codes, *Units of Study (Sublect Fields), *Woodworking Identifiers-*National Defense Education Act TitleXIInstitute, NDEA TitleXIInstitute, Woodworking Technology SIX teaching units which were developed by the 24 institute participantsare given. "Wood Identification and Chemistry' covers the physicalproperties and structural features of hardwoods and softwoods. "Seasoning" explainsair drying, kiln drying, and seven special lumber seasoning processes. "Researchon Laminates" describes the bending of solid wood and wood laminates, beam lamination, lamination adhesives,. andplasticlaminates."Particleboard:ATeachingUnitexplains particleboard manufacturing and the several classes of particleboard and theiruses. "Lumber Merchandising" outhnes lumber grades andsome wood byproducts. "A Teaching Unitin Physical Testing of Joints, Finishes, Adhesives, and Fasterners" describes tests of four common edge pints, finishes, wood adhesives, and wood screws Each of these units includes a bibhography, glossary, and student exercises (EM) M 55, ...k.",z<ONR; z _: , , . "'zr ss\ ss s:Ts s , s' !, , , , zs "" z' s: - 55 Ts 5. , -5, 5,5 . 5, :5,5, s s``s ss ' ,,, 4 ;.< ,s ssA 11111.116; \ ss s, : , \s, s's \ , , 's's \ sz z, ;.:4 1;y: SS lza'itVs."4,z ...':',\\Z'z.,'I,,\ "t"-...,,, `,. -

Motif Collection ‐ Panels
Motif Collection ‐ Panels • Exceptionally Easy Motif Collection Affordable To Install Imagine a room that emanates charm, The Motif Collection is affordable elegance. Each • Beautiful Ornate sophistication and grace – a room where each panel motif has been painstakingly designed to panel provides a classic statement about your capture an era, a style, a whim. Patterns décor, your personality, your home. • Accepts Paint Or Manufactured by skilled crafts people whose Stain Equally Well commitment to quality products is unsurpassed, our Motif Collection wall panels offer a multitude of stylish patterns etched into the finest quality • Convenient Panel materials allowing you to take a bland room and Sizes (32” x 48”) create a masterpiece brimming with ambiance. • Durable HDF Substrate Wall Panels: Customize your Room! Alexandria Moulding is very pleased to offer the opportunity to customize your panels to reflect your fantasies and whims. If you can imagine it we can create it. Think of it: Your own unique images Raised Colonial Brickwork etched into our panels! Grandchildren, your favourite car, couples, beverage and food themes, Options galore! etc. Just provide us with a photograph or reasonable facsimile of the image you desire and Voila! We will create it for you. The Motif Collection panels can be finished with Heritage Romanesque paints, stains, and clear coats varnishes. We have conducted numerous product tests to assure that our panels give you the best finishing characteristics available.* Use our panels in residential or commercial Colonial Custom applications. Beautify living rooms, offices, bedrooms, playrooms, and even ceilings! Quality & Durability The panels themselves are manufactured to exacting standards with extreme durability. -

Book-Matching Legs 1 Diagonally Opposed Legs
Tips & Tricks Switch location of Rotate remaining Book-matching legs 1 diagonally opposed legs. 2 legs 180°. When making a project with four square legs, such as the jewelry chest on page Use riftsawn stock 36, a nice visual touch is to configure the (with diagonal annular rings). legs to display book-matched grain when viewed from any side of the piece. Here’s how to do it: Begin with a square piece of riftsawn stock the length of the legs. It Triangle reference should be twice the thickness of a finished mark leg, plus about 1/4". Draw a triangle on one end, and then rip the piece into quarters to make four individual leg blanks. Using Book-matched Book-matched the triangle as a reference, reconstitute the faces faces pieces back into their original order, and number the ends as shown. Then switch the position of two diagonally placed legs, Share a Slick Tip. Win Cash or a Prize! and rotate the remaining two legs 180°. Awards Send your ideas to: Top Tip award: $250 Woodcraft Gift Card Tips & Tricks, Woodcraft Magazine, Maintaining this relationship of the legs Published illustrated tip: $125 P.O. Box 7020, Parkersburg, WV 26102-7020 on the project will create book-matched Published non-illustrated tip $75 or visit woodcraftmagazine.com and click “contact”. leg grain on each face of the piece. Important: Please include your phone number, as an editor may need to call you if your trick —Geoffrey Noden, Trenton, New Jersey is considered for publication. Published tips become the property of Woodcraft Magazine. -

Dado & Accessories
20-73 pages 8-28-06 8/30/06 11:21 AM Page 63 Dado Sets & Saw Blade Accessories Dado Sets 63 Whether you’re a skilled professional or a weekend hobbiest, Freud has a dado for you. The SD608, Freud’s Dial-A-Width Dado, has a patented dial system for easy and precise adjustments while offering extremely accurate cuts. The SD300 Series adds a level of safety not found in other manufacturers’ dadoes, while the SD200 Series provides the quality of cuts you expect from Freud, at an attractive price. 20-73 pages 8-28-06 8/30/06 11:21 AM Page 64 Dial-A-Width Stacked Dado Sets NOT A 1 Loosen SD600 WOBBLE Series DADO! 2 Turn The Dial 3 Tighten Features TiCo™ High Dado Cutter Heads Density Carbide Crosscutting Blend For Maximum Performance Chip Free Dadoes In Veneered Plywoods and Laminates The Dial-A-Width Dado set performs like a stacked dado, but Recommended Use & Cut Quality we have replaced the shims with a patented dial system and HARDWOOD: with our exclusive Dial hub, ensures accurate adjustments. SOFTWOOD: Each “click” of the dial adjusts the blade by .004". The Dial- A-Width dado set is easy to use, and very precise. For the CHIP BOARD: serious woodworker, there’s nothing better. PLYWOOD: • Adjusts in .004" increments. 64 LAMINATE: • Maximum 29/32" cut width. NON-FERROUS: • Adjusts easily to right or left operating machines. • Set includes 2 outside blades, 5 chippers, wrench and Application CUT QUALITY: carrying case. (Not recommended for ferrous metals or masonry) • Does not need shims. -

Blocks Weeds* up to 3 Months Guaranteed!
Blocks Weeds* Up To 3 Months Guaranteed! GARDEN Not for Use on Lawns STOP WEEDS* Before They Start! Precautionary Statements Hazards to Humans and Domestic Animals CAUTION Causes moderate eye irritation. Wear protective eyeware. Harmful if swallowed, inhaled or absorbed through the skin. Avoid contact with eyes, skin or clothing. Users should remove clothing immediately if pesticide gets inside. Then wash thoroughly and put on clean clothing. Prolonged or frequently repeated skin contact may cause allergic reaction in some individuals. Wash hands before eating, drinking, chewing gum, using tobacco or using the toilet. User Safety Recommendations • Users should wash hands before eating, drinking, chewing gum, using tobacco, or using the toilet. • Users should remove clothing immediately if pesticide gets inside. Then wash thoroughly and put on clean clothing. First Aid • Hold eye open and rinse slowly and gently with water for 15-20 minutes. Remove í para abrir | Presione volver a cerrar IF IN EYES: contact lenses, if present after the first 5 minutes, then continue rinsing eye. • Call a poison control center or doctor for treatment advice. • Call a poison control center or doctor immediately for treatment advice. Levante aqu IF SWALLOWED: • Have person sip a glass of water if able to swallow. • Do not induce vomiting unless told to do so by a poison control center or doctor. • • Do not give anything by mouth to an unconscious person. IF ON SKIN • Take off contaminated clothing. • Rinse skin immediately with plenty of water for 15-20 minutes. OR CLOTHING: • Call a poison control center or doctor for treatment advice. -
Learning Guides 1009
Schuylkill Technology Center- South Campus 15 Maple Avenue Marlin, Pennsylvania 17951 (570) 544-4748 Mr. Kintzel Carpentry Instructor DUTY TITLE: 1000 Exterior Finish & 1100 Interior Finish COURSE TITLE: Carpentry COURSE CIP CODE: 46.0201 POS TASKS: 1009 Properly measure, layout and install an exterior set of stairs 1110 Properly measure, layout and install an interior set of stairs Mr. Kintzel – Carpentry Instructor STC South Campus 1 PUPOSE: Carpenters need to be able to layout stairs for any situation where they are needed. The layout of stairs do not change whether they are exterior or interior, however their level of finish does. NOCTI: Mr. Kintzel – Carpentry Instructor STC South Campus 2 Mr. Kintzel – Carpentry Instructor STC South Campus 3 PENNSYLVANIA CORE STANDARDS: Pennsylvania Core Standards for Writing for Technical Subjects Standard 3.6 Pennsylvania Core Standards for Reading for Technical Subjects Standard 3.5 Pennsylvania Core Standards for Mathematics Standard 2.1 CC.2.1.HS.F.2 Apply properties of rational and irrational numbers to solve real world or mathematical problems. CC.2.1.HS.F.4 Use units as a way to understand problems and to guide the solution of multi-step problems. CC.2.1.HS.F.5 Choose a level of accuracy appropriate to limitations on measurement when reporting quantities. CC.2.1.HS.F.6 Extend the knowledge of arithmetic operations and apply to complex numbers. Mr. Kintzel – Carpentry Instructor STC South Campus 4 REVISION: 8/2015 CERTIFICATION: NAHB HBI CERTIFICATION DIRECTIONS and PROCEDURES: 1. Read the complete module 2. Complete the following procedure steps 3. -

Don Schmid Vice President - Bob Brown Secretary - Barry Brandt Treasurer - Ron Cirincione
Volume 22 No.6 June, 2018 President - Don Schmid Vice President - Bob Brown Secretary - Barry Brandt Treasurer - Ron Cirincione Editor: Carl Hagen Email: [email protected] Website: www.tvwoodworkers.com Calendar of Events June 7 General Meeting Yacht Club 7:15 PM Spring Challenge June 23 Board Meeting Sloan’s Hardware 8:15 AM All Members Welcome July 8 Golf Outing Tanasi Golf Course 3:00 PM Shotgun Board Meeting Highlights – 6/02/2018 The TVWC Board met on June 2, 2018. Twenty- Club Kiln Bruce Barbre reported that painting of three members were present. The following items the outside of the kiln is complete, and $300 was were discussed and, as appropriate, acted upon. allocated for painting the interior when no wood drying is taking place. The oak and hickory in the Treasurers’ Report Current balances are: Club kiln is at 20% moisture. There are 14 oak and 5 Operations - $3197.60; Wood Operations - hickory logs in storage for cutting and drying but ($493.98); Kiln Amortization Fund - $4050.06; Toys have not been scheduled for processing. for Tots - $255. Total Ending Balance: $7008.68. Dick Hoffman updated the status of remote kiln Membership Report Chris Campbell reported monitoring. The POA has installed a new router current paid membership of 157. Thirteen dedicated for the kiln and the computer club has members have not paid their dues based on past donated a computer for communications. A email list and have been contacted. temperature sensor and control unit for temperature control for the computer has been identified with an Future Programs Ned Miller reported that the June approximate cost of $200.