Potential, System Analysis and Preliminary Design of Low-Temperature
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Preliminary Ruling Requested by the Verwaltungsgericht Kassel
JUDGMENT OF THE COURT OF 31 JANUARY 1979<appnote>1</appnote> Yoshida GmbH v Industrie- und Handelskammer Kassel (preliminary ruling requested by the Verwaltungsgericht Kassel) "Slide fasteners" Case 114/78 1. Goods — Slide fasteners — Origin — Determination thereof — Criteria — Commission Regulation (EEC) No 2067/77, Art. 1 — Invalid In adopting Regulation (EEC) No Regulation (EEC) No 802/68 of the 2067/77 concerning the determination of Council. Article 1 of Regulation No the origin of slide fasteners, the 2067/77 is therefore invalid. Commission exceeded its power under In Case 114/78 REFERENCE to the Court under Article 177 of the EEC Treaty by the Verwaltungsgericht Kassel for a preliminary ruling in the action pending before that court between Yoshida GmbH, Mainhausen (Federal Republic of Germany) and Industrie- und Handelskammer Kassel on the validity of Commission Regulation (EEC) No 2067/77 concerning the determination of the origin of slide fasteners (Official Journal L 242 of 21 September 1977, p. 5), 1 — Language of the Case: German. 151 JUDGMENT OF 31. 1. 1979 — CASE 114/78 THE COURT composed of: H. Kutscher, President, J. Mertens de Wilmars and Lord Mackenzie Stuart (Presidents of Chambers), A. M. Donner, P. Pescatore, M. Sørensen, A. O'Keeffe, G. Bosco and A. Touffait, Judges, Advocate General: F. Capotorti Registrar: A. Van Houtte gives the following JUDGMENT Facts and Issues The facts of the case, procedure, origin certifying that its products are conclusions and submissions and of German origin or possibly of arguments of the parties may be Community origin. Whereas these certi• summarized as follows: ficates have hitherto been granted under Article 5 of Regulation (EEC) No I — Facts and procedure 802/68 of 27 June 1968 on the common definition of the concept of the origin of The plaintiff in the main action is a sub• goods in so far as the value of the raw sidiary of the Yoshida Kogyo K. -

Vereinbarung Nach
1. Fortschreibung zur Vereinbarung nach § 17 b Abs. 5 des Krankenhausfinanzierungsgesetzes (KHG) zur Umsetzung des DRG-Systemzuschlags-Gesetzes vom 5. Mai 2001 zwischen der Deutschen Krankenhausgesellschaft, Düsseldorf - nachfolgend DKG genannt - und dem AOK-Bundesverband, Bonn dem Bundesverband der Betriebskrankenkassen, Essen dem Bundesverband der Landwirtschaftlichen Krankenkassen, Kassel der Bundesknappschaft, Bochum dem IKK-Bundesverband, Bergisch Gladbach der See-Krankenkasse, Hamburg dem Verband der Angestelltenkrankenkassen, Siegburg dem Arbeiter-Ersatzkassen-Verband, Siegburg und dem Verband der Privaten Krankenversicherung, Köln - nachfolgend Spitzenverbände genannt – - gemeinsam – – 2 – 1. Fortschreibung zur Vereinbarung nach § 17 b Abs. 5 KHG zur Umsetzung des DRG-Systemzuschlags-Gesetzes § 1 Systemzuschlag 1. Nach § 1 Abs. 1 Satz 2 der Vereinbarung nach § 17 b Abs. 5 KHG zur Umset- zung des DRG-Systemzuschlags-Gesetzes vom 5. Mai 2001 wird folgender Satz eingefügt: „Für Krankenhäuser, die zum 1. Januar 2003 von ihrem in § 17b Abs. 4 Satz 4 KHG eingeräumten Optionsrecht Gebrauch gemacht haben, erfolgt die Erhebung des Zuschlages abweichend von Satz 2 analog der Fallzählung gemäß § 9 der Verordnung zum Fallpauschalensystem der Krankenhäuser (KFPV).“ 2. In § 1 Abs. 2 Satz 1 der Vereinbarung nach § 17 b Abs. 5 KHG zur Umsetzung des DRG-Systemzuschlags-Gesetzes vom 5. Mai 2001 werden nach dem Wort „Pflegesatzvereinbarung“ die Wörter „bzw. Budgetvereinbarung“ eingefügt. 3. § 1 Abs. 3 Satz 2 der Vereinbarung nach § 17 b Abs. 5 KHG zur Umsetzung des DRG-Systemzuschlags-Gesetzes vom 5. Mai 2001 wird wie folgt gefasst: „Er geht nicht in den Gesamtbetrag nach § 6 BPflV bzw. nach § 3 Abs. 2 Satz 1 KHEntgG ein und wird bei der Ermittlung der Erlösausgleiche nach den den §§ 11 Abs. -

Museumslandschaft Hessen Kassel, Schloss
MUSEUMSLANDSCHAFT HESSEN KASSEL, SCHLOSS WILHELMSHÖHE, D-34131 KASSEL Postanschrift: Postfach 41 04 20, D-34066 Kassel Telefon: (05 61) 3 16 80-0 Fax: (05 61) 3 16 80-1 11 Email: [email protected] Gesamtverzeichnis lieferbarer Kataloge und Broschüren Stand: 11/2018 Aktuelle Ausstellungskataloge Bernd Zimmer - Kristallwelt. Ausstellungskatalog bearbeitet von Bernd Küster, 29,90 € Nina Schleif u. Gesa Wieczorek. Köln 2018. 191 S., 120 Abb. farbig Die Kunst zu sammeln. Die Städtische Kunstsammlung in Kassel. 19,80 € Ausstellungskatalog bearbeitet von Dorothee Gerkens, Henrike Hans u. a. Kassel 2018. 179 S., 140 Abb. farbig Groß gedacht! Groß gemacht? Landgraf Carl in Hessen und Europa. 39,90 € Ausstellungskatalog hrsg. von Gisela Bungarten. Kassel 2018. 624 S., über 700 Abb. farbig, über 50 Abb. s/w Schloss Friedrichstein in Bad Wildungen. Die Perle des Waldecker Landes. 19,80 € Katalog bearbeitet von Frank Pütz. Kassel u. Kromsdorf/Weimar 2017. 168 S., 168 Abb. farbig, 20 Abb. s/w Plakat Kunst Kassel. Ausstellungskatalog bearbeitet von Christiane Lukatis und 24,90 € Bernadette Winkler. Kassel 2016. 272 S., 146 Abb. farbig, 48 Abb. s/w Aus der Schatzkammer der Geschichte. Vom Mittelalter bis ins 19. Jahrhundert. 19,90 € Bestandskatalog bearbeitet von Antje Scherner und Stefanie Cossalter- Dallmann. Kassel 2016. 215 S., 167 Abb. farbig Mitten im Leben. Vom 19. bis ins 21. Jahrhundert. Bestandskatalog bearbeitet 19,90 € von Martina Lüdicke und Almut Kölsch. Kassel 2016. 146 Abb. farbig, 64 Abb. s/w Unter unseren Füßen. Altsteinzeit bis Frühmittelalter. Bestandskatalog 19,90 € bearbeitet von Irina Görner und Andreas Sattler. Kassel 2016. 186 Abb. farbig, 16 Abb. -
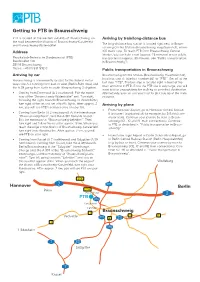
Getting to PTB in Braunschweig
Getting to PTB in Braunschweig PTB is located on the western outskirts of Braunschweig, on Arriving by train/long-distance bus the road between the districts of Braunschweig-Kanzlerfeld The long-distance bus station is located right next to Braun- and Braunschweig-Watenbüttel. schweig Central Station (Braunschweig Hauptbahnhof), where Address ICE trains stop. To reach PTB from Braunschweig Central Station, you can take a taxi (approx. 15 minutes) or use public Physikalisch-Technische Bundesanstalt (PTB) transportation (approx. 30 minutes, see “Public transportation Bundesallee 100 in Braunschweig”). 38116 Braunschweig Phone: +49 (0) 531 592-0 Public transportation in Braunschweig Arriving by car Braunschweig Central Station (Braunschweig Hauptbahnhof), local bus stop A: take bus number 461 to “PTB”. Get off at the Braunschweig is conveniently located for the federal motor- last stop “PTB”. The bus stop is located right in front of the ways: the A 2 running from east to west (Berlin-Ruhr Area) and main entrance to PTB. Since the PTB site is very large, you will the A 39 going from north to south (Braunschweig-Salzgitter). want to plan enough time for walking to your final destination. • Coming from Dortmund (A 2 eastbound): Exit the motor- Alternatively, you can ask your host to pick you up at the main way at the “Braunschweig-Watenbüttel” exit. Turn right, entrance. following the signs towards Braunschweig. In Watenbüttel, turn right at the second set of traffic lights. After approx. 2 Arriving by plane km, you will see PTB‘s entrance area on your left. • From Hannover Airport, go to Hannover Central Station • Coming from Berlin (A 2 westbound): At the interchange (Hannover Hauptbahnhof) for example, by S-Bahn (com- “Braunschweig-Nord”, take the A 391 towards Kassel. -

A Study on Connectivity and Accessibility Between Tram Stops and Public Facilities: a Case Study in the Historic Cities of Europe
Urban Street Design & Planning 73 A study on connectivity and accessibility between tram stops and public facilities: a case study in the historic cities of Europe Y. Kitao1 & K. Hirano2 1Kyoto Women’s University, Japan 2Kei Atelier, Yame, Fukuoka, Japan Abstract The purpose of this paper is to understand urban structures in terms of tram networks by using the examples of historic cities in Europe. We have incorporated the concept of interconnectivity and accessibility between public facilities and tram stops to examine how European cities, which have built world class public transportation systems, use the tram network in relationship to their public facilities. We selected western European tram-type cities which have a bus system, but no subway system, and we focused on 24 historic cities with populations from 100,000 to 200,000, which is the optimum size for a large-scale community. In order to analyze the relationship, we mapped the ‘pedestrian accessible area’ from any tram station in the city, and analyzed how many public facilities and pedestrian streets were in this area. As a result, we were able to compare the urban space structures of these cities in terms of the accessibility and connectivity between their tram stops and their public facilities. Thus we could understand the features which determined the relationship between urban space and urban facilities. This enabled us to evaluate which of our target cities was the most pedestrian orientated city. Finally, we were able to define five categories of tram-type cities. These findings have provided us with a means to recognize the urban space structure of a city, which will help us to improve city planning in Japan. -

Ahsgramerican Historical Society of Germans from Russia Germanic Origins Project Ni-Nzz
AHSGR American Historical Society of Germans From Russia Germanic Origins Project Legend: BV=a German village near the Black Sea . FN= German family name. FSL= First Settlers’ List. GL= a locality in the Germanies. GS= one of the German states. ML= Marriage List. RN= the name of a researcher who has verified one or more German origins. UC= unconfirmed. VV= a German Volga village. A word in bold indicates there is another entry regarding that word or phrase. Click on the bold word or phrase to go to that other entry. Red text calls attention to information for which verification is completed or well underway. Push the back button on your browser to return to the Germanic Origins Project home page. Ni-Nzz last updated Jan 2015 Ni?, Markgrafschaft Muehren: an unidentified place said by the Rosenheim FSL to be homeUC to Marx family. NicholasFN: go to Nicolaus. Nick{Johannes}: KS147 says Ni(c)k(no forename given) left Nidda near Buedingen heading for Jag.Poljanna in 1766. {Johannes} left Seelmann for Pfieffer {sic?} Seelmann in 1788 (Mai1798:Mv2710). Listed in Preuss in 1798 with a wife, children and step-children (Mai1798:Ps52). I could not find him in any published FSL. NickelFN: said by the Bangert FSL to be fromUC Rod an der Weil, Nassau-Usingen. For 1798 see Mai1798:Sr48. Nickel{A.Barbara}FN: said by the 1798 Galka census to be the maiden name of frau Fuchs{J.Kaspar} (Mai1798:Gk11). Nickel{J.Adam}FN: said by the Galka FSL to be fromUC Glauburg, Gelnhausen. For 1798 see Mai1798:Gk21. -

Metropolitan Areas in Europe
BBSR-Online-Publikation, Nr. 01/2011 Metropolitan areas in Europe Imprint Published by Federal Institute for Research on Building, Urban Affairs and Spatial Development (BBSR) within the Federal Office for Building and Regional Planning (BBR), Bonn Editing Jürgen Göddecke-Stellmann, Dr. Rupert Kawka, Dr. Horst Lutter, Thomas Pütz, Volker Schmidt-Seiwert, Dr. Karl Peter Schön, Martin Spangenberg In cooperation with Gabriele Costa, Dirk Gebhardt, Heike Kemmerling, Claus Schlömer, Stefan Schmidt, Marisa Trimborn Translation Beatrix Thul Reprint and Copying All rights reserved Quotation BBSR: Metropolitan areas in Europe. BBSR-Online-Publikation 01/2011. Eds.: Federal Institute for Research on Building, Urban Affairs and Spatial Development (BBSR) within the Federal Office for Building and Regional Planning (BBR), Bonn, January 2011. ISSN 1868-0097 © BBSR January 2011 Metropolitan areas in Europe 2 Acknowledgement The authors would like to thank Professor Michael Parkinson, Liverpool John Moores University, for useful suggestions which help improve the translation. Acknowledgement BBSR-Online-Publikation Nr. 01/2011 Metropolitan areas in Europe 3 Table of contents 1 Metropolitan regions – an evidence-based policy programme 2 Metropolitan functions – the key towards analysing metropolitan areas 2.1 Metropolitan functions: theoretical backgrounds and models 2.2 Redefining metropolitan functions 3 From theory towards empiricism: metropolitan functions – indicators and measuring concept 4 Locations and spatial distribution of metropolitan functions -
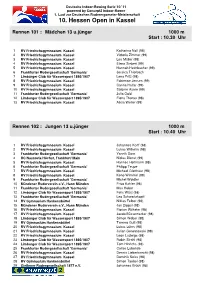
10. Hessen Open in Kassel
Deutsche Indoor-Rowing Serie`10/`11 powered by Concept2 Indoor-Rower 1. Lauf zur Deutschen Ruderergometer-Meisterschaft 10. Hessen Open in Kassel Rennen 101 : Mädchen 13 u.jünger 1000 m Start : 10.30 Uhr 1 RV Friedrichsgymnasium Kassel Katharina Noll (98) 2 RV Friedrichsgymnasium Kassel Victoria Zimmer (99) 3 RV Friedrichsgymnasium Kassel Lea Müller (98) 4 RV Friedrichsgymnasium Kassel Elena Siebert (99) 5 RV Friedrichsgymnasium Kassel Hannah Heimbucher (99) 6 Frankfurter Rudergesellschaft 'Germania' Jessica Thierbach 7 Limburger Club für Wassersport 1895/1907 Lena Fritz (98) 8 RV Friedrichsgymnasium Kassel Fabienne Jensen (99) 9 RV Friedrichsgymnasium Kassel Carina Halfar (99) 10 RV Friedrichsgymnasium Kassel Salome Asare (99) 11 Frankfurter Rudergesellschaft 'Germania' Julia Gold 12 Limburger Club für Wassersport 1895/1907 Fiona Thurau (98) 13 RV Friedrichsgymnasium Kassel Alicia Weller (99) Rennen 102 : Jungen 13 u.jünger 1000 m Start : 10.40 Uhr 1 RV Friedrichsgymnasium Kassel Johannes Korff (98) 2 RV Friedrichsgymnasium Kassel Lukas Wilhelm (98) 3 Frankfurter Rudergesellschaft 'Germania' Yannik Dorn 4 RC Nassovia Höchst, Frankfurt/ Main Niclas Dienst (99) 5 RV Friedrichsgymnasium Kassel Hannes Heitmann (98) 6 Frankfurter Rudergesellschaft 'Germania' Philipp Teupe 7 RV Friedrichsgymnasium Kassel Michael Glatthaar (98) 8 RV Friedrichsgymnasium Kassel Keno Wimmel (98) 9 Frankfurter Rudergesellschaft 'Germania' Michel Woldter 10 Mündener Ruderverein e.V., Hann Münden Friso Kahler (98) 11 Frankfurter Rudergesellschaft 'Germania' Max Huber -

How to Find Us
how to find us From Kassel (A5): Kassel/Hannover From the A5 at Nordwestkreuz Frankfurt, take the A66 in the direction of Nordwestkreuz Frankfurt Miquelallee. Take the third exit (Nordwest stadt/ Eschersheim/Ginnheim/ A66 Frankfurt am Main Messe) and follow the signs for Bockenheim/Palmengarten. At the inter sec- Westkreuz tion of Zeppelin allee and Bockenheimer Landstraße (4th set of traffic Frankfurt signals), turn left into Bockenheimer Landstraße. The car park entrance is approx. 300m further, on the left side of the street. Wiesbaden A5 Offenbach From Darmstadt (A5): Würzburg Offenbacher From the A5 at Frankfurter Kreuz, take the A3 to Würz burg and take the Frankfurt Kreuz Frankfurter Süd A3 Frankfurt Süd exit, heading towards Hauptbahnhof/Palmengarten/Messe. Kreuz At the Hauptbahnhof continue straight ahead in the direction of the Messe. B3 A661 Turn right after the Messe into Senckenberganlage. Continue straight ahead A3 A5 B44 for approx. 400m, then turn right into Bocken heimer Landstraße. The car park Köln Mannheim/Karlsruhe Darmstadt entrance is appro x. 300m further, on the left hand (North) side of the street. From Cologne/Wiesbaden (A3/A66): From the A3 at Wiesbadener Kreuz, take the A66 heading for Frankfurt. At Eschborner Dreieck, head straight in the direction of Miquelallee. Take the third exit (Nordweststadt/ Eschersheim/Ginnheim/Messe) and follow the signs for Bockenheim/Palmengarten. At the intersection of Zeppelin allee Nordwestkreuz and Bockenheimer Landstraße (4th set of traffic signals), turn left into A66 Miquelallee Bockenheimer Landstraße. The car park entrance is approx. 300m further, Hansa-Allee Eschersheimer on the left side of the street. -

ABFAHRT Nordhausen
13.35 RE nach Paderborn (über Northeim, Altenbeken) 5 13.40 HSB nach Quedlinburg HSB ABFAHRT Nordhausen 13.40 RB nach Erfurt Hbf 3 13.50 RB nach Eichenberg (über Leinefelde, Heiligenstadt) 1 Uhrzeit Fahrtrichtung Gleis 14.00 bis 15.00 4.00 bis 5.00 14.00 RB nach Halle (Saale) 2 4.30 D/NJ nach Berlin Lichtenberg (über Halle (Saale) Hbf) 2 14.20 RE nach Kassel-Wilhelmshöhe 1 4.40 RE nach Erfurt 3 14.30 IC nach Rostock Warnemünde (über Halle(Saale) Hbf - 2 5.00 bis 6.00 Berlin) 5.00 RB nach Halle (Saale) Hbf 2 14.35 RB nach Göttingen über Northeim 5 5.20 IC nach Frankfurt Main Hbf (über Kassel- 1 14.40 HSB nach Wernigerode HSB Wilhelmshöhe) 14.40 RE nach Erfurt Hbf 3 5.30 RE nach Halle (Saale) Hbf 2 14.50 RB nach Leinefelde 1 5.35 RE nach Paderborn (über Northeim, Altenbeken) 5 15.00 bis 16.00 5.40 RB nach Erfurt Hbf 3 15.00 RB nach Halle (Saale) Hbf 2 5.50 RB nach Eichenberg (über Leinefelde, Heiligenstadt) 1 15.20 IC nach Frankfurt – Flughafen (über Kassel, Frankfurt) 1 6.00 bis 7.00 15.30 RE nach Halle (Saale) Hbf 2 6.00 RB nach Halle (Saale) 2 15.35 RE nach Paderborn (über Northeim, Altenbeken) 5 6.20 RE nach Kassel-Wilhelmshöhe 1 15.40 RB nach Erfurt Hbf 3 6.30 IC nach Berlin-Gesundbrunnen (über Halle(Saale) Hbf) 2 15.50 RB nach Eichenberg (über Leinefelde, Heiligenstadt) 1 6.35 RB nach Göttingen über Northeim 5 16.00 bis 17.00 6.40 RE nach Erfurt Hbf 3 16.00 RB nach Halle (Saale) 2 6.50 RB nach Leinefelde 1 16.20 RE nach Kassel-Wilhelmshöhe 1 7.00 bis 8.00 16.30 IC nach Leipzig Hbf 2 7.00 RB nach Halle (Saale) Hbf 2 16.35 RB nach Göttingen -

Kassel – Sangerhausen – Halle(S.) Zwischen Röblingen Bzw
Kursbuch der Deutschen Bahn 2021 Kursbuch der Deutschen Bahn 2021 www.bahn.de/kursbuch www.bahn.de/kursbuch Kursbuch der Deutschen Bahn 2021 www.bahn.de/kursbuch Kursbuch der Deutschen Bahn 2021 www.bahn.de/kursbuch KursbuchHalle der Deutschen- Sangerhausen Bahn 2021 Nordhausen - Kassel Nordhausen - Kasselwww.bahn.de/kursbuch Kursbuch der Deutschen Bahn 2021590 Kursbuch der Deutschen� KursbuchBahn Erfurt 2021 der590 Deutschen BahnHallewww.bahn.de/kursbuch 2021 - Sangerhausen Nordhausen ฟ Erfurt - Kassel � 590www.bahn.de/kursbuch www.bahn.de/kursbuch൹ 590 Kursbuch der Deutschen Bahn 2021590 Halle - Sangerhausen � Erfurt www.bahn.de/kursbuch � 590 Kursbuch der Deutschen Bahn 2021 Halle - Sangerhausen Nordhausen - Kasselwww.bahn.de/kursbuch KursbuchHalle der Deutschen- Sangerhausen Bahn 2021 590 Nordhausen - Kassel � Erfurt www.bahn.de/kursbuch � 590 Kursbuch der Deutschen Bahn 2021590 Nordhausen - Kassel Gültig vom 14. Januarฟ Erfurt 2021 bis Nordhausen 11. Dezember - Kasselwww.bahn.de/kursbuch 2021Gültig Nordhausen vom 14. - Kassel Januar 2021 bis 11.൹ Dezember590 2021 Halle - Sangerhausen Kursbuch der Deutschen BahnHalle 2021 - Sangerhausen590 Halle - SangerhausenGültig vom � 14. Erfurt Januar 2021 bis 11.www.bahn.de/kursbuch Dezember 2021 � 590 590 Kursbuch� der590 Erfurt Deutschen 590 BahnHalle 2021 - Sangerhausen NordhausenNordhausenฟ Erfurt -- KasselKassel � 590 www.bahn.de/kursbuch� 590൹ 590 Kursbuch der Deutschen Bahn 2021590 Halle - Sangerhausen � ErfurtErfurt www.bahn.de/kursbuchGültig vom 14. Januar 2021 bis 11.� Dezember 590 2021 Halle -Gültig Sangerhausen vom 14. Januar Nordhausen 2021 bis - 11. Kassel Dezember 2021 Halle - Sangerhausen 590 Nordhausen - Kassel � Erfurt Gültig vom 14. Januar 2021 bis 11. Dezember 2021 � 590 590 Gültig vom590 14. Januarฟ Erfurt 2021Halle bis -11. Sangerhausen Dezember Nordhausen 2021 Gültig Nordhausen - Kassel vom 14. -

Latin America and Europe
A Digital Global Map of Irrigated Areas An Update for Latin America and Europe Documentation Stefan Siebert and Petra Döll Center for Environmental Systems Research University of Kassel April 2001 The Kassel World Water Series: Report No 1 – A Digital Global Map of Irrigated Areas Report No 2 – World Water in 2025 Report No 3 – Water Use in Semi-Arid NorthEastern Brazil Report No 4 – A Digital Global Map of Irrigated Areas (Update) A Digital Global Map of Irrigated Areas - An Update for Latin America and Europe - Kassel World Water Series. Report Number 4 Report A0102, April 2001 Center for Environmental Systems Research, University of Kassel, 34109 Kassel, Germany Tel. 0561 804 3266, Fax.0561 804 3176 Internet: http://www.usf.uni-kassel.de Please cite as: “Siebert, S., Döll, P. (2001): A Digital Global Map of Irrigated Areas - An Update for Latin America and Europe. Report A0102, Center for Environmental Systems Research, University of Kassel, Kurt Wolters Strasse 3, 34109 Kassel, Germany.” 2 Abstract For the purpose of global modeling of water use and crop production, a digital global map of irrigated areas was developed. The map depicts the percentage of each 0.5° by 0.5° cell that was equipped for irrigation around 1995. The first version of the map has now been updated and improved for Latin America (including the Caribbean) and Europe, based on 1) new information from FAO`s AQUASTAT and FAOSTAT, 2) national data on irrigation in sub- national units 3) geographic information on the location and extent of irrigated areas and 4) the European land cover map CORINE.