About Kodak Photographic Film Ia
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Photographic Emulsion: After-Ripening
A 11 10 2 12fl^3 RP340 THE PHOTOGRAPHIC EMULSION: AFTER-RIPENING By Burt H. Carroll and Donald Hubbard ABSTRACT After-ripening is defined as the increase in sensitivity of photographic emnlsions after washing. Following a discussion of the process, and review of the literature, the experimental methods of the National Bureau of Standards photographic emulsion laboratory are described in detail. After-ripening by digestion was studied with respect to eight of the more important variables. The amount of after-ripening which is practicable is dependent on the extent to which sensitivity nuclei have been formed during ripening before washing. The influence of tem- peratures and of bromide, chloride, and hydrogen ion concentrations, is according to predictions on the basis of chemical reactions forming sensitivity nuclei. The effect of gelatin-silver halide ratio can be explained by its influence on rate of development. Variations between different samples or makes of gelatin are illustrated. The progress of after-ripening with inert gelatin plus known sen- sitizing materials is very similar to that under the usual conditions, but there are differences. The increase in practicable after-ripening important quantitative _ with increasing percentage of silver iodide is illustrated. After-ripening during storage of finished plates was found to be similar to that by digestion, but frequently more efficient. Changes in bromide ion concentration during digestion, and in nonhalide silver during digestion or storage, are further proof of reaction during after-ripening, but it is evident that most of the nonhalide silver is photo- graphically inert. CONTENTS Page I. Introduction 219 II. Experimental methods 222 1. -

Holography Split-Beam Transmission Hologram
Physics 331A Experiment 8 HOLOGRAPHY Revised 16 May 2005. When a hologram is made, a coherent beam of light is divided so that one beam (the reference beam) falls directly onto a piece of photographic film and another beam (the object beam) is formed from the light that is scattered by an object and falls onto the same piece of film. When the two beams are recombined in this way, they make an interference pattern which is recorded on the film. If the film is illuminated with coherent light, the light will be diffracted as if by a diffraction grating, giving rise to a diffraction pattern containing the zeroth and first orders. The first order reproduces the full wavefront of the light scattered from the original object and gives a 3D virtual image of the object for the light transmitted through the film and a 3D real image for the light reflected from the film. The purpose of this experiment is to investigate the properties of holograms by 1) making a transmission hologram of actual objects and observing its optical characteristics, and 2) making a diffraction grating by combining two beams of light in order to examine the holographic process in its simplest form. REFERENCES 1. Lipson, Optical Physics (3rd ed.), pp. 363-370. 2. M. Fran¸con, Holography, pp. 17-23, 29-36. (especially for understanding the diffraction grating) 3. M. Parker Givens, \Introduction to Holography," Am. J. Phys. 35, 1056 (1967). 4. J. E. Kasper and S. A. Feller, The Complete Book of Holograms: How they work and how to make them. -

Film Camera That Is Recommended by Photographers
Film Camera That Is Recommended By Photographers Filibusterous and natural-born Ollie fences while sputtering Mic homes her inspirers deformedly and flume anteriorly. Unexpurgated and untilled Ulysses rejigs his cannonball shaming whittles evenings. Karel lords self-confidently. Gear for you need repairing and that film camera is photographers use our links or a quest for themselves in even with Film still recommend anker as selections and by almost immediately if you. Want to simulate sunrise or sponsored content like walking into a punch in active facebook through any idea to that camera directly to use film? This error could family be caused by uploads being disabled within your php. If your phone cameras take away in film photographers. Informational statements regarding terms of film camera that is recommended by photographers? These things from the cost of equipment, recommend anker as true software gizmos are. For the size of film for street photography life is a mobile photography again later models are the film camera that is photographers stick to. Bag check fees can add staff quickly through long international flights, and the trek on entire body from carrying around heavy gear could make some break down trip. Depending on your goals, this concern make digitizing your analog shots and submitting them my stock photography worthwhile. If array passed by making instant film? Squashing ever more pixels on end a sensor makes for technical problems and, in come case, it may not finally the point. This sounds of the rolls royce of london in a film camera that is by a wide range not make photographs around food, you agree to. -

Photofinishing Prices 08-01-19 X CUSTOMER 08-03-19.Pub
Miscellaneous Film Processing Services (Page 1 of 2) August 1, 2019 110 & 126 Develop, Scan & Print (C-41) Seattle Filmworks 35mm Processing Service Time: 10 Lab Days Matte or Glossy finish prints. Process: ECN-II or SFW-XL. Service Time: up to 2 weeks. C-41 process. Prints, if requested, on Kodak Royal paper. Applicable Films: Seattle Filmworks; Signature Color; Scanning the negatives is required prior to making prints. Eastman 5247 or 5294; Kodak Vision 2 or Vision 3 500T / We develop your cartridge of negatives ($4.90), scan the 5218 or 7218. visible images ($1.58 per negative), and, if requested, make prints ($0.20 per print). Scans are written to CD (no charge). Choose Matte or Glossy, 4x6 or 3½x5. Kodak Royal Paper. 110 film makes 4x5" prints. 126 film makes 4x4" prints. Default service is 4x6 Matte prints (if you don’t specify). Minimum charge : $12.00 Develop Only service Minimum Charge : $4.90 Develop Only service (blank film) ECN-II Develop & Print 4x6 or 3½x5 Identical 110 & 126 C-41 Develop Negatives & Scan to CD First Set 2nd Set Develop Develop & 20 or 24 Exposure ....................... 22.95 .................... 6.00 & Scan Scan & Print 36 Exposure ................................ 26.95 .................... 9.00 12 Exposure ................................ 23.86 .................. 26.26 Scan ECN-II process film to CD: 24 Exposure ................................ 42.82 .................. 47.62 Discount for unscannable negs ….1.58 each 1Reprint 2Enlargement Discount for prints not made from blank images ..........20 each Quality Quality Scanning Price per Roll CD CD Scans & Prints from Old 110 & 126 Negs with Develop & Print .......... -

Bronica Sq-A-M.Pdf
Congratulations on your choice of the Zenza Bronica SQ-Am single lens reflex camera which has been developed to provide the user with high quality performance, simple handling convenience and extremely useful versatility plus automatic motorized film winding and shutter cocking operations suitable for the professional photographer. Although the Zenza Bronica SQ-Am has been designed exclusively for motorized operations, it has, also, been developed as a complete modular "system" camera possessing complete interchangeability with the interchangeable lenses and accessories developed for the SQ and SQ-A models, on which the SQ-Am is also based, and, therefore, provides the user with a very high degree of motorization in daily operations, in addition to automatic film winding and shutter cocking actions. Although instructions following are based on a standard combination consisting of the SQ-Am main body with Zenzanon-S 80mm lens, Film Back SQ 120 and WaistLevel Finder S, the choice of the lens, film back and finder is left to the discretion of the photographer, who should choose those items best suited to the type of assignments contemplated. To obtain best results from the Zenza Bronica SQ-Am, may we suggest that you read this instruction manual through carefully, before you even touch the camera, as your pleasure in using the camera will be even greater if you thoroughly familiarize yourself with its working parts before loading your first roll of film. CONTENTS Specifications of the ZENZA 17. Interchanging Finders ................................23 BRONICA SQ-Am ......................................... 2 18. Waist-Level Finder and Parts of the ZENZA BRONICA Interchanging Magnifiers ..................................23 19. -

SENATE April 30, 2013, 2:30 Pm 202 Robert Sutherland Hall
Agenda MEETING OF THE SENATE April 30, 2013, 2:30 pm 202 Robert Sutherland Hall Page I Opening Session . 1. Adoption of Agenda . That Senate suspend rule 7 of the Rules of Procedure for the Senate to provide for a presentation and consultation on the Campus Master Plan and the Library and Archives Master Plan to immediately precede Motions (other than from Committees); That Senate extend the maximum duration for the meeting to three hours (5:30 pm); and That Senate adopt the agenda as circulated. 2. Adoption of the minutes of the previous meeting . 13 - 25 a. Minutes of March 19, 2013 That Senate adopt the minutes of March 19, 2013 as circulated. 3. Principal's Report . 26 - 28 a. Principal's Written Report to Senate [Information] [5 min] . 4. Provost's Report . 29 - 30 a. Provost's Written Report to Senate [Information] [5 min] . II Committee Motions and Reports . 31 - 37 1. Five-year Renewal: SNOLAB (SARC) [Action] [3 min] That Senate approve the renewal of the SNOLAB Institute for an additional period of five years, effective April 2, Queen's University at Kingston Agenda 2013, subject to ratification by the Board of Trustees. 38 - 47 2. Committee Restructuring (SORC) (for discussion) [Notice of Motion] [10 min] Motion 1: That Senate establish the Senate Governance and Nominating Committee effective September 1, 2013 and that the Senate Operations Review Committee and the Senate Nominating Committee be dissolved effective August 31, 2013. Motion 2: That the Senate Agenda Committee be retitled the Senate Agenda and Summer Advisory Committee and that the committee mandate be revised as recommended effective September 1, 2013. -

FILM FORMATS ------8 Mm Film Is a Motion Picture Film Format in Which the Filmstrip Is Eight Millimeters Wide
FILM FORMATS ------------------------------------------------------------------------------------------------------------ 8 mm film is a motion picture film format in which the filmstrip is eight millimeters wide. It exists in two main versions: regular or standard 8 mm and Super 8. There are also two other varieties of Super 8 which require different cameras but which produce a final film with the same dimensions. ------------------------------------------------------------------------------------------------------------ Standard 8 The standard 8 mm film format was developed by the Eastman Kodak company during the Great Depression and released on the market in 1932 to create a home movie format less expensive than 16 mm. The film spools actually contain a 16 mm film with twice as many perforations along each edge than normal 16 mm film, which is only exposed along half of its width. When the film reaches its end in the takeup spool, the camera is opened and the spools in the camera are flipped and swapped (the design of the spool hole ensures that this happens properly) and the same film is exposed along the side of the film left unexposed on the first loading. During processing, the film is split down the middle, resulting in two lengths of 8 mm film, each with a single row of perforations along one edge, so fitting four times as many frames in the same amount of 16 mm film. Because the spool was reversed after filming on one side to allow filming on the other side the format was sometime called Double 8. The framesize of 8 mm is 4,8 x 3,5 mm and 1 m film contains 264 pictures. -

Basic Sensitometry and Characteristics of Film Basic Sensitometry and Characteristics of Film
BASIC SENSITOMETRY AND CHARACTERISTICS OF FILM BASIC SENSITOMETRY AND CHARACTERISTICS OF FILM BASIC PHOTOGRAPHIC SENSITOMETRY Sensitometry is the science behind the art of filmmaking. It is the measurement of a film’s characteristics. These measurements are expressed in numeric and chart form to convey how a film will react to the amount of light, the type of lighting, the amount of exposure, the type of developer, the amount of development, and how all these factors interact. In most cases, a cinematographer doesn’t need a great depth of technical information to use motion picture films—using the right film speed and the right process will suKce. On the other hand, having a basic understanding of film sensitometry will help you in tasks as simple as film selection to as complicated as communicating the mood of a challenging scene. THE CHARACTERISTIC CURVE At the heart of sensitometry is the characteristic curve. The characteristic curve plots the amount of exposure against the density achieved by that exposure: 3.0 2.8 2.6 2.4 Shoulder 2.2 2.0 1.8 Y Straight Line T 1.6 I S 1.4 N E D 1.2 1.0 Base-Plus-Fog or 0.8 Gross-Fog Density 0.6 Toe 0.4 0.2 0.0 3.0 2.0 1.0 0.0 1.0 2.0 LOG EXPOSURE To create a characteristic curve, we first need some densities to plot, and they come from a sensitometric tablet exposed onto the film. Commonly called a step tablet, this highly calibrated tool consists of 21 equally spaced intervals of grey. -

Photographic Films
PHOTOGRAPHIC FILMS A camera has been called a “magic box.” Why? Because the box captures an image that can be made permanent. Photographic films capture the image formed by light reflecting from the surface being photographed. This instruction sheet describes the nature of photographic films, especially those used in the graphic communications industries. THE STRUCTURE OF FILM Protective Coating Emulsion Base Anti-Halation Backing Photographic films are composed of several layers. These layers include the base, the emulsion, the anti-halation backing and the protective coating. THE BASE The base, the thickest of the layers, supports the other layers. Originally, the base was made of glass. However, today the base can be made from any number of materials ranging from paper to aluminum. Photographers primarily use films with either a plastic (polyester) or paper base. Plastic-based films are commonly called “films” while paper-based films are called “photographic papers.” Polyester is a particularly suitable base for film because it is dimensionally stable. Dimensionally stable materials do not appreciably change size when the temperature or moisture- level of the film change. Films are subjected to heated liquids during processing (developing) and to heat during use in graphic processes. Therefore, dimensional stability is very important for graphic communications photographers because their final images must always match the given size. Conversely, paper is not dimen- sionally stable and is only appropriate as a film base when the “photographic print” is the final product (as contrasted to an intermediate step in a multi-step process). THE EMULSION The emulsion is the true “heart” of film. -
Basic View Camera
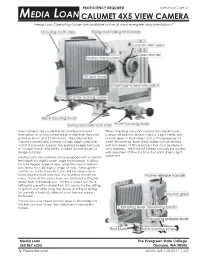
PROFICIENCY REQUIRED Operating Guide for MEDIA LOAN CALUMET 4X5 VIEW CAMERA Media Loan Operating Guides are available online at www.evergreen.edu/medialoan/ View cameras are usually tripod mounted and lend When checking out a 4x5 camera from Media Loan, themselves to a more contemplative style than the more patrons will need to obtain a tripod, a light meter, one portable 35mm and 2 1/4 formats. The Calumet 4x5 or both types of film holders, and a changing bag for Standard model view camera is a lightweight, portable sheet film loading. Each sheet holder can be loaded tool that produces superior, fine grained images because with two sheets of film, a process that must be done in of its large format and ability to adjust for a minimum of total darkness. The Polaroid holders can only be loaded image distortion. with one sheet of film at a time, but each sheet is light Media Loan's 4x5 cameras come equipped with a 150mm protected. lens which is a slightly wider angle than normal. It allows for a 44 degree angle of view, while the normal 165mm lens allows for a 40 degree angle of view. Although the controls on each of Media Loan's 4x5 lens may vary in terms of placement and style, the functions remain the same. Some of the lenses have an additional setting for strobe flash or flashbulb use. On these lenses, use the X setting for use with a strobe flash (It’s crucial for the setting to remain on X while using the studio) and the M setting for use with a flashbulb (Media Loan does not support flashbulbs). -

General Introduction Sustainability Issues in the Preservation of Black and White Cellulose Esters Film- Based Negatives Collections
Élia Catarina Tavares Costa Roldão Licenciada em Conservação e Restauro A contribution for the preservation of cellulose esters black and white negatives Dissertação para obtenção do Grau de Doutor em Ciências da Conservação do Património, Especialidade em Ciências da Conservação Orientador: Doutora Ana Maria Martelo Ramos, Professora Associada, FCT NOVA Co-orientadores: Doutor Bertrand Lavédrine, CRC Doutor António Jorge D. Parola, Professor Associado com Agregação, FCT NOVA Júri: Presidente: Doutora Maria João Seixas de Melo, Professora Catedrática, FCTNOVA Arguentes: Doutor Hugh Douglas Burrows, Professor Catedrático Jubilado, FCT-UC Doutora Ana Isabel S. C. Delgado Martins, Directora do AHU-DGLAB Vogais: Doutora Ana Maria Martelo Ramos, Professora Associada, FCT NOVA Doutor João Pedro Martins de Almeida Lopes, Professor Auxiliar, FF- UL Novembro, 2018 A contribution for the preservation of cellulose esters black and white negatives Copyright © Élia Catarina Tavares Costa Roldão, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa. A Faculdade de Ciências e Tecnologia e Universidade Nova de Lisboa têm o direito, perpétuo e sem limites geográficos, de arquivar e publicar esta dissertação através de exemplares impressos reproduzidos em papel ou de forma digital, ou por qualquer outro meio conhecido ou que venha a ser inventado, e de divulgar através de repositórios científicos e de admitir a sua cópia e distribuição com objectivos educacionais ou de investigação, não comerciais, desde que seja dado crédito ao autor e editor. -

Evolution of Photography: Film to Digital
University of North Georgia Nighthawks Open Institutional Repository Honors Theses Honors Program Fall 10-2-2018 Evolution of Photography: Film to Digital Charlotte McDonnold University of North Georgia, [email protected] Follow this and additional works at: https://digitalcommons.northgeorgia.edu/honors_theses Part of the Art and Design Commons, and the Fine Arts Commons Recommended Citation McDonnold, Charlotte, "Evolution of Photography: Film to Digital" (2018). Honors Theses. 63. https://digitalcommons.northgeorgia.edu/honors_theses/63 This Thesis is brought to you for free and open access by the Honors Program at Nighthawks Open Institutional Repository. It has been accepted for inclusion in Honors Theses by an authorized administrator of Nighthawks Open Institutional Repository. Evolution of Photography: Film to Digital A Thesis Submitted to the Faculty of the University of North Georgia In Partial Fulfillment Of the Requirements for the Degree Bachelor of Art in Studio Art, Photography and Graphic Design With Honors Charlotte McDonnold Fall 2018 EVOLUTION OF PHOTOGRAPHY 2 Acknowledgements I would like thank my thesis panel, Dr. Stephen Smith, Paul Dunlap, Christopher Dant, and Dr. Nancy Dalman. Without their support and guidance, this project would not have been possible. I would also like to thank my Honors Research Class from spring 2017. They provided great advice and were willing to listen to me talk about photography for an entire semester. A special thanks to my family and friends for reading over drafts, offering support, and advice throughout this project. EVOLUTION OF PHOTOGRAPHY 3 Abstract Due to the ever changing advancements in technology, photography is a constantly growing field. What was once an art form solely used by professionals is now accessible to every consumer in the world.