PACKAGING Folding Carton & Corrugated
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

FAQ About Recycling Cartons
FREQUENTLY ASKED QUESTIONS ABOUT CARTONS WHAT IS A CARTON? » Cartons are a type of packaging for food and beverage products you can purchase at the store. They are easy to recognize and are available in two types—shelf-stable and refrigerated. Shelf-stable cartons (types of products) Refrigerated (types of products) » Juice » Milk » Milk » Juice » Soy Milk » Cream » Soup and broth » Egg substitutes » Wine You will find these You will find these products in the chilled products on the shelves sections of grocery stores. in grocery stores. WHAT ARE CARTONS MADE FROM? » Cartons are mainly made from paper in the form of paperboard, as well as thin layers of polyethylene (plastic) and/or aluminum. Shelf-stable cartons contain on average 74% paper, 22% polyethylene and 4% aluminum. Refrigerated cartons contain about 80% paper and 20% polyethylene. ARE CARTONS RECYCLABLE? » Yes! Cartons are recyclable. In fact, the paper fiber contained in cartons is extremely valuable and useful to make new products. WHERE CAN I RECYCLE CARTONS? » To learn if your community accepts cartons for recycling, please visit RecycleCartons.com or check with your local recycling program. HOW DO I RECYCLE CARTONS? » Simply place the cartons in your recycle bin. If your recycling program collects materials as “single- stream,” you may place your cartons in your bin with all the other recyclables. If your recycling program collects materials as “dual-stream” (paper items together and plastic, metal and glass together), please place cartons with your plastic, metal and glass containers. WAIT, YOU JUST SAID CARTONS ARE MADE MAINLY FROM PAPER. Don’t I WANT TO PUT THEM WITH OTHER PAPER RECYCLABLES? » Good question. -

Download the Course Outline
Fundamentals of Packaging Technology Seminar Course Outline Semester 1 Day One • Course Introduction • Course Overview 1-3 Market Research • Course Logistics • Why perform market studies • Market study tools 1-1 Perspective on Packaging • Broad based studies • Demographic Workshop: Part One • Focused studies • A definition of packaging • Updating persona through market • The historical evolution of packaging research and packaging materials • The industrial revolution and packaging 1-4 Graphic Design • Growth of modern packaging roles • Demographic Workshop: Part Two • The modern packaging industry • Technical and communication roles compared 1-2 Package Development • The importance of demographic and Process psychographic information • Management of the packaging function • The modern retail environment • The package as the purchase motivator • Project Scope and objectives • Fundamental messages: Cords of • The package development process familiarity and points of difference • The package design brief • Equity and brand names • Specifications • Emotional aspects of color • Basics of graphic design: balance, unity, direction, typography and Day Two illustrations 1-5 Introduction to Printing 1-6 Printing Methods and Printing Methods • Preparing the artwork, prepress proofing Flexographic and Related Relief Printing Processes • Package printing methods and printing presses • Nature and production of the printing plate • Line art, color selection and Pantone Matching System • Configuration of the printing station • Halftone art, screens and -

Printing Presses in the Graphic Arts Collection
Printing Presses in the Graphic Arts Collection THE NATIONAL MUSEUM OF AMERICAN HISTORY 1996 This page blank Printing Presses in the Graphic Arts Collection PRINTING, EMBOSSING, STAMPING AND DUPLICATING DEVICES Elizabeth M. Harris THE NATIONAL MUSEUM OF AMERICAN HISTORY, SMITHSONIAN INSTITUTION WASHINGTON D.C. 1996 Copies of this catalog may be obtained from the Graphic Arts Office, NMAH 5703, Smithsonian Institution, Washington D.C. 20560 Contents Type presses wooden hand presses 7 iron hand presses 18 platen jobbers 29 card and tabletop presses 37 galley proof and hand cylinder presses 47 printing machines 50 Lithographic presses 55 Copperplate presses 61 Braille printers 64 Copying devices, stamps 68 Index 75 This page blank Introduction This catalog covers printing apparatus from presses to rubber stamps, as well as some documentary material relating to presses, in the Graphic Arts Collection of the National Museum of American History. Not listed here are presses outside the accessioned collections, such as two Vandercook proof presses (a Model 4T and a Universal III) that are now earning an honest living in the office printing shop. At some future time, no doubt, they too will be retired into the collections. The Division of Graphic Arts was established in 1886 as a special kind of print collection with the purpose of representing “art as an industry.” For many years collecting was centered around prints, together with the plates and tools that made them. Not until the middle of the twentieth century did the Division begin to collect printing presses systematically. Even more recently, the scope of collecting has been broadened to include printing type and type-making apparatus. -

Corrugated 101! ! !Corrugated Vs
Corrugated 101! ! !Corrugated vs. Cardboard! • The term "cardboard box" is commonly misused when referring to a corrugated box. The correct technical term is "corrugated fiberboard carton.”! • Cardboard boxes are really chipboard boxes, and used primarily for packaging lightweight products, such as cereal or board games.! • Corrugated fiberboard boxes are widely utilized in retail packaging, shipping cartons, product displays and many other applications ! requiring lightweight, but sturdy materials.! !Corrugated Composition! Corrugated fiberboard is comprised of linerboard and heavy paper medium. Linerboard is the flat, outer surface that adheres to the medium. The medium is the wavy, fluted paper between the liners. Both are made of a special kind of heavy paper called !containerboard. Board strength will vary depending on the various linerboard and medium combinations.! • Single Face: Medium glued to 1 linerboard; flutes exposed! • Single Wall: Medium between 2 liners! • Double Wall: Varying mediums layered between 3 liners! !• Triple Wall: Varying mediums layered between 4 liners! !Flute Facts! !Corrugated board can be created with several different flute profiles. The five most common flute profiles are:! • A-Flute: Original corrugated flute design. Contains about 33 flutes per foot.! • B-Flute: Developed primarily for packaging canned goods. Contains about 47 flutes per foot and measures 1/8" thick! • C-Flute: Commonly used for shipping cartons. Contains about 39 flutes per foot and measures 5/32" thick! • E-Flute: Contains about 90 flutes per foot and measures 1/16" thick! • F-Flute: Developed for small retail packaging. Contains about 125 flutes per foot and measures 1/32" thick! • Generally, larger flute profiles deliver greater vertical compression strength and cushioning. -

French Reverse Or Airplane Straight? Carton Styles Explained
French Reverse or Airplane Straight? Carton Styles Explained. Industry Insights • Global folding carton packaging market valued at $117B in 2018. View Source • Expected CAGR of 4.4% over 2019–2024 forecast period. View Source • Brand owners and marketers are leaning on packaging to allure consumers more than ever before. • Folding carton products still represent the most important material used for the packaging of goods with roughly 25% of market share. • US folding carton shipments projected to be $9.65B in 2021. View Source French Reverse Tuck (also known as Reverse Tuck End) • Style differs from the Standard Reverse Tuck due to its bottom closure attaching in the rear and folding/tucking towards the front of the carton while its top closure is joined in front and folds/tucks towards the rear. The diagram shows a French Reverse Tuck carton with a slit (pie) lock bottom (more secure) and a friction lock top closure (easy to open and re-close). This style has a polished, finished look which enhances graphic design capabilities. Additional available closure styles include a friction lock for top and bottom and the slit jock for top and bottom. Able to set up fast and easy without tape or glue. • Usages: Custom food, medical, pharmaceutical packaging, retail, software boxes, and toy boxes. • Pros: Cost effective, easy assembly, compact storing, works for light packaging. • Cons: Not good for heavy products, raw edges on front of box. Airplane Style Straight Tuck (also known as Straight Tuck End) • Style features closure panels on both the bottom and top that hinge from the rear and tuck in the front. -

Manufacturing of Paperboard and Corrugated Board Packages
Lecture 9: Manufacturing of paperboard and corrugated board packages Converting operations: printing, die-cutting, folding, gluing, deep-drawing After lecture 9 you should be able to • describe the most important converting operations in paper and paperboard package manufacturing • discuss important runnability considerations in paperboard package handling • relate factors affecting runnability to pppaperboard app earance and pyphysical performance quality parameters 1 Literature • Pulp and Paper Chemistry and Technology - Volume 4, Paper Products Physics and Technology, Chapter 10 • Paperboard Reference Manual, p. 157-225 • Fundamentals of packaging technology Chapters 4, 6, 15 and 18 Paperboard Packaging Design is the result of • Personal creativity plus – Knowledge and understanding of packaging materials, including: • Structural properties • Graphic capabilities • Converting processes and converting properties • Customer packaging systems • Marketing objectives • Distribution requirements • Retail outlet expectations • Needs and desires of end user • How end user will use the product • Many people may contribute to the design 2 Overall, the design must provide: • Containment of product • Protection of product • Ease in handling through distribution • Prevention of product spoilage • Tamper evidence • Consumer convenience • Brand identification • Communications for the consumer: – Instructions for product use – Coding for quality assurance, expiration dates – Dietary and nutritional information The design should consider: 1. Converting -

4. Printing and Converting Performance
4. Printing and converting performance Paperboard converting 147 Clean edges and surfaces 155 Handling paperboard 158 Offset lithography 160 UV-offset 161 Waterless offset 162 Hybrid offset 162 Flexography 163 Screen printing 164 Digital printing 165 Gravure printing 166 Hot foil stamping 169 Embossing 171 Die-cutting & creasing 174 Lasercutting 178 Scoring 182 Creasabilty & foldability 186 Gluing 194 Binding in practice - the last link 199 Heat sealing 206 Packaging operation 203 Deep drawing 212 146 Reference Manual | IGGESUND PAPERBOARD Paperboard converting Paperboard converting Paperboard has the ability to achieve or exceed the same The increasing demands in the brand promotion process excellent image reproduction as for the best fine papers. for graphic design and the use of non-print surface enhance- Paperboard offers equal possibilities to achieve new, ment are creating innovative shapes and multi-sensory ex- challenging shapes as competing packaging materials. periences for the consumer or user who hand les the product. However, increasing demands on performance of the An understanding of the interaction between paper- material in various converting processes have become board properties and converting effi ciency is essential for evident when speeds in both printing processes and post- designers and converters, since the ultimate design of the press converting have increased. Additionally, the accept- product together with the choice of paperboard will impact ance level for impurities or slight deviations in quality in the on crucial conversion factors like printability, fl atness, and fi nal product has dropped noticeably as a result of both creasing/folding properties. Considering all the variables, end-user demands and the use of modern quality control it is probably true to say that consistency in the behaviour equipment in the various converting machines. -

ARTWORK Guidelines for Medical Packaging Graphic Design
6153C West Mulford St. Niles, IL 60714 USA Our Quality, Our Performace, Toll Free Phone: 855-966-6100 Fax: 847-966-6168 Your Success. peelmaster.com ARTWORK Guidelines for Medical Packaging Graphic Design • Background • Print in the heat seal area – Avoid if possible • Close registration and “traps” – Discouraged, but possible • Screens and halftones – Recommended screen: 80 line; gradients/vignettes discouraged • Small type – 6 pt. or larger recommended • Color specifications – Use Pantone uncoated for paper, Tyvek®; Pantone coated for films • Large solids – Large solid area of print are discouraged • Metallic Inks – Discouraged, and may incur extra expense • Electronic artwork – Vector based format (see page 2 for further details) Background: Because medical packaging materials (particularly Tyvek®) can be of uneven thicknesses, there are some limitations on printing that graphic designers should take into consideration when designing artwork for medical packaging. PeelMaster is one of the best printers in the medical packaging business, and can provide expert assistance in your design process. No matter what the challenge, we will give our best efforts. However, often it is possible to reduce or eliminate potential problems with proper design in the first place. For this reason, to assist you, we have assembled the following guidelines: 1. PeelMaster uses a web-fed (roll-to-roll) flexographic printing process. 2. We can print up to 4 colors in register on one side of the web, or can print in register on both sides, 2 colors on one side, one color on the other. (Note: Most medical packaging is one or two colors. If more colors are needed, up to 4 colors can be printed on each side of the web–in two print passes–but the image on one side will randomly located on the package.) 3. -
Tyvek ® Printing Guide
, China 兽桃 Mask Bag, designed by Shou Tao Tao Mask Bag, designed by Shou DuPont™ Tyvek ® Graphics EMEA Printability Guide Water Resistant Paper-like Light Tear Resistant Recyclable Printable DuPont™ Tyvek ® Graphics EMEA Printability Guide DuPont™ Tyvek® is a popular printing substrate due to its light weight, smooth surface, high dimensional stability, opacity, toughness and durability. Uncoated Tyvek® can be printed using most digital and commercial printing processes. Some digital presses and some aqueous ink jet printers require a special coating. Tyvek® can be printed either sheet or web-fed. Tyvek® can be printed the same way as paper, although some of its physical properties do require special attention. To achieve excellent print quality, both the designer and printer must understand the unique properties and characteristics of Tyvek®. Tyvek® is made of continuous high-density polyethylene filaments. By using heat and pressure, these filaments are bonded into a base material for printing which turns out to be neither paper, cloth nor plastic film, but it integrates the advantages of those three materials. Tyvek® material has a melting point of 135°C and is a water-resistant and non-absorbent material with superior dimensional stability, high strength, and a smooth matt surface. Most traditional printing technologies can be used for Tyvek® printing, as well as some digital printing. The following Tyvek® printing quick reference guidelines have been summarized based on our current knowledge and the relevant contents will be updated -
TM5 Hardware Installation Manual
Regular Payload Series Hardware Installation Manual Corresponding models: TM5 Series Original Instruction I623-E03 This Manual contains information of the Techman Robot product series (hereinafter referred to as the TM Robot).The information contained herein is the property of Techman Robot Inc. (hereinafter referred to as the Corporation). No part of this publication may be reproduced or copied in any way, shape or form without prior authorization from the Corporation. No information contained herein shall be considered an offer or commitment. It may be subject to change without notice. This Manual will be reviewed periodically. The Corporation will not be liable for any error or omission. logo is registered trademark of TECHMAN ROBOT INC. in Taiwan and other countries and the company reserves the ownership of this manual and its copy and its copyrights. Regular Payload Series-Hardware Installation Manual TM5 Series 2 Contents Revision History Table ....................................................................................................................................................... 7 1. Product Dscription ......................................................................................................................................................... 8 1.1 Product Description .............................................................................................................................................. 8 1.2 How Can I Get Help? .......................................................................................................................................... -
EGG CARTON Filed Dec
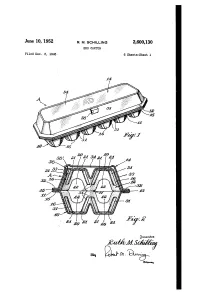
June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945. 6 Sheets-Sheet 1 June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 2 June 10, 1952 R. M. scHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 3 aese essessease VAWA) All ly/AWA WAITWA/WAIVIM/WATWIAI (AAA-AA-AA-AA C - seese Neerae YawawasaNANAAAAAALI sSSSSSS27 As Area - June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 4 a 4642 50464,2346 042 42 4620 37 June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 5 20 63 67 63 69 67 62 (seeAll 4 INA Y 69E9E9E9E9E9ESISDEES's Se21 Eas EastEs 62 22769393 21 N *2\Stats: NS4 (S.395 S. 60 62 62. 69.64 72 3: 6 22 7a 64.7065777a TT66 Zze 67, Sebsite&ressbváxissilsEA 2. NS 55 626Z 241.3 Sa:É, ASL June 10, 1952 R. M. SCHILLING 2,600,130 EGG CARTON Filed Dec. 3, 1945 6 Sheets-Sheet 6 s. 24.) be Patented June 10, 1952 2,600,130 UNITED STATES PATENT OFFICE 2,600,130 EGG CARTON Ruth M. Schilling, St. Paul, Minn., assignor, by mesne assignments, to Shellmar Products Cor poration, Chicago, Ill., a corporation of Dela Ware Application December 3, 1945, Serial No. 632,331 8 Claims. (C. 229-2.5) 2 My invention relates to an improvement in by my carton from movement in any direction. -

Packaging Raw Materials and Economics Report
Packaging Raw Materials and Economics Report February 2016 www.victorypackaging.com The fourth quarter GDP growth was lowered to 0.7 Scrap OCC Prices by Region percent. The 2016 forecasted growth looks to be in the Northeast $80 - $85/ton 2.1 percent range. Non-farm payroll rose by 150,000 in Midwest $60- $65/ton January keeping unemployment at 4.9 percent. Exports decreased 1.1 percent for the second consecutive Southeast $75 - $80/ton month. Auto sales for January ended at about 1.1 Southwest $80 - $85/ton million, down 1 percent from last January. January Los Angeles $90 - $95/ton retail sales rose 0.2 percent, better than the 0.1 percent San Francisco $80 - $85/ton forecasted. Northwest $75 - $80/ton Oil prices are up over the $30 per barrel range late February. Natural Gas continues to decline to under $2.00 per mmbtu. This is pushing Ethane and Ethylene down, helping drive Polyethylene prices down. 2 Highlights Up ◆ Chicago Purchasing Managers Index (ISM) – Up by 1.3 ◆ Aluminum – Up $57.32. LME settled price average for points to 49.5 seasonally adjusted in February. Any February is $1,538.59/ton. number below 50 indicates a contracting economy. The ISM Production Growth Index is showing a growth ◆ Polypropylene – Flat in February for Chem Data, up in February in the following nine industries: Textile 1.5¢ for CMAI. Chem Data settled at $0.75/lb. CMAI/ Mills, Wood Products, Furniture & Related Products, IHS settled at $0.70/lb. High prices are driving more Miscellaneous Manufacturing, Electrical Equipment, imported product into the US and Mexico.