Istanbul Technical University Graduate School Of
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Download the Course Outline
Fundamentals of Packaging Technology Seminar Course Outline Semester 1 Day One • Course Introduction • Course Overview 1-3 Market Research • Course Logistics • Why perform market studies • Market study tools 1-1 Perspective on Packaging • Broad based studies • Demographic Workshop: Part One • Focused studies • A definition of packaging • Updating persona through market • The historical evolution of packaging research and packaging materials • The industrial revolution and packaging 1-4 Graphic Design • Growth of modern packaging roles • Demographic Workshop: Part Two • The modern packaging industry • Technical and communication roles compared 1-2 Package Development • The importance of demographic and Process psychographic information • Management of the packaging function • The modern retail environment • The package as the purchase motivator • Project Scope and objectives • Fundamental messages: Cords of • The package development process familiarity and points of difference • The package design brief • Equity and brand names • Specifications • Emotional aspects of color • Basics of graphic design: balance, unity, direction, typography and Day Two illustrations 1-5 Introduction to Printing 1-6 Printing Methods and Printing Methods • Preparing the artwork, prepress proofing Flexographic and Related Relief Printing Processes • Package printing methods and printing presses • Nature and production of the printing plate • Line art, color selection and Pantone Matching System • Configuration of the printing station • Halftone art, screens and -

PACKAGING Folding Carton & Corrugated
WEDNESDAY, NOV. 4, 2020 GUIDE TO DAY EIGHT: PACKAGING Folding Carton & Corrugated INSIDE: CONNECTED PACKAGING DELIVERING GENUINE CONSUMER ENGAGEMENT IS YOUR BRAND READY? THE STATE OF THE FOLDING CARTON & CORRUGATED MARKETS FIVE PACKAGING AND DESIGN TRENDS FOR 2020 TODAY’S SPONSOR: POWERED BY: WELCOME Welcome to this special publication for attendees of the 2020 PRINTING United Digital Experience. In June, PRINTING United announced the decision to transition from an in-person event in Atlanta, Ga. to a comprehensive digital platform. The PRINTING United Digital Ex- perience, taking place Oct. 26 – Nov. 12, o ers attendees three weeks of live, guided programming, educational sessions, and panel discussions with the experts; along with access to a complete online exhibitor showcase featuring information about the newest industry technology, case studies, whitepapers, the chance to speak with exhibitor repre- sentatives, and more. Today is Day Eight of this 14-day event. Focused on the package printing market — spe- cifi cally the folding carton and corrugated segments — attendees have a packed sched- ule of content and product demos (see the detailed agenda on page 4). According to the Digital Printing for Folding Carton Converting study by PRINTING United Alliance and Keypoint Intelligence, the folding carton segment represents about $18 billion in annual print value in the U.S. and Canada. The Fibre Box Association reports that the U.S. corrugated packaging market represents about $35.2 billion in annual print value. For both of these markets, however, it is estimated that 99% of the products are printed via analog technologies. There is a signifi cant amount of opportunity for digital printing going forward. -

Packaging Raw Materials and Economics Report
Packaging Raw Materials and Economics Report February 2016 www.victorypackaging.com The fourth quarter GDP growth was lowered to 0.7 Scrap OCC Prices by Region percent. The 2016 forecasted growth looks to be in the Northeast $80 - $85/ton 2.1 percent range. Non-farm payroll rose by 150,000 in Midwest $60- $65/ton January keeping unemployment at 4.9 percent. Exports decreased 1.1 percent for the second consecutive Southeast $75 - $80/ton month. Auto sales for January ended at about 1.1 Southwest $80 - $85/ton million, down 1 percent from last January. January Los Angeles $90 - $95/ton retail sales rose 0.2 percent, better than the 0.1 percent San Francisco $80 - $85/ton forecasted. Northwest $75 - $80/ton Oil prices are up over the $30 per barrel range late February. Natural Gas continues to decline to under $2.00 per mmbtu. This is pushing Ethane and Ethylene down, helping drive Polyethylene prices down. 2 Highlights Up ◆ Chicago Purchasing Managers Index (ISM) – Up by 1.3 ◆ Aluminum – Up $57.32. LME settled price average for points to 49.5 seasonally adjusted in February. Any February is $1,538.59/ton. number below 50 indicates a contracting economy. The ISM Production Growth Index is showing a growth ◆ Polypropylene – Flat in February for Chem Data, up in February in the following nine industries: Textile 1.5¢ for CMAI. Chem Data settled at $0.75/lb. CMAI/ Mills, Wood Products, Furniture & Related Products, IHS settled at $0.70/lb. High prices are driving more Miscellaneous Manufacturing, Electrical Equipment, imported product into the US and Mexico. -

Download Issue In
PPW_1_fcV3_Layout 1 02/05/2014 10:50 Page 1 PACKPRINT WORLD PACKPRINTWORLD.COM SPRING 2014 A HIDDEN GEM IN THE QUALITY PRINT MARKET S P R Gravure is an established technique with a quality image I N G 2 second to none - so why has it fallen out of favor? 0 1 4 + THE EVOLUTION OF PACKAGING MATERIALS DEVELOPMENTS IN INKS AND COATINGS MANAGING A DIGITAL PRINTING OPERATION SOLUTIONS FOR HIGH-QUALITY SHORT TO MEDIUM RUN PRINTED PACKAGING Game changer Combining high-quality color with the efficiency of digital printing, HP Indigo will take your business to the next level. Engineered for mid-web packaging applications such as flexible packaging and label printing, the HP Indigo 20000 Digital Press is a superior alternative to analog technology. It brings the same quality as gravure to your operation so you can meet all your client demands for medium and short runs, whilst minimizing your operational costs. Grow your business with the HP Indigo 20000 Find out more at hp.com/go/hpindigo20000 © 2014 Hewlett-Packard Development Company, L.P. 4 | Contents CONTENTS Editorial [email protected] Andy Thomas Group Managing Editor David Pittman Group News Editor Nick Coombes Consultant Editor Mike Fairley International Publishing Director Danielle Jerschefske North America Editor James Quirk Latin America Editor Kevin Liu China Editor Carol Houghton Editorial Assistant Advertising [email protected] 10 Tim Gordon Publishing Director Joerg Singer Advertising Manager – PPW Randy Kessler Advertising Manager – North America Richard Quirk Account -

Press Investment for Accurate
Outstanding Packaging “WE ARE ALWAYS SEEKING TO LEVERAGE THE INNOVATIONS AND ADVANCED TECHNOLOGIES AVAILABLE TO OUR MARKET.” LISA HIRSH, PRESIDENT AND CEO OF ACCURATE BOX in 1997, she maintained that tradition of Seven-Color Press reinvesting in the company’s future. Since then, she has built on the solid At the end of June, Accurate added to its foundation laid by her father and pressroom firepower with new Koenig & grandfather, modernizing and expanding Bauer Rapida 164 seven-color press. The its capacity and building it into one of newly designed blue and gray model the largest independent box operates 24/7 alongside the two existing manufacturers of litho-laminated Koenig & Bauer Rapida 162 seven-color packaging in the U.S. sheetfed printing presses, providing “We continue to deepen our Accurate with even more press capacity, relationship with our customers,” says faster speeds, improved setup, new Lisa Hirsh, President and CEO. “Our goal computerized quality systems and is to help them stand out – whether it be enhancements. An additional key feature on store shelves or as an e-commerce of this fast large-format Rapida is a delivery, not blend in. Our team is logistics system for the feeder. constantly collaborating with our Working with major brands and their customers’ product management and specific color schemes, logos and graphics teams to find new ways to graphics, it is imperative for Accurate to enhance their packages and increase match those shades and images box-to- wholesale club store sales or direct to box and run-to-run. Aiding in this consumer sales revenue. -
WHITE PAPER Gable-Top Cartons Considerations for This Container Choice Are High End Graphics and a Quick Turnaround Realistic for Gable-Top Cartons?
WHITE PAPER Gable-Top Cartons Considerations For This Container Choice Are High End Graphics and a Quick Turnaround Realistic for Gable-Top Cartons? A Little History. Like many multifaceted printers serving food, pharma and consumer packaged good (CPG) categories, our customers’ requests can vary widely. We try to keep our facility and equipment state-of-the-art so we can accommodate a wide range of specifications. In the last five years, we started noticing a trend. Our customers wanting gable top cartons always seem to have the same request – how can I get high end, creative graphics with quick turnaround? Customers using the larger sizes of gable top cartons (the gallon size for example) and customers using heavier, coated paperboard (more commonly called milk stock) especially found their printing choices to be limited to flexographic printing, less sturdy paperboard and low quality graphics. We heard major challenges such as print registration being so poor that you couldn’t even read an ingredients list. The reasons for choosing gable-top cartons were clear to us - customers want the billboard space to tell their story. Cartons give you room for branding and selling. And gable-top cartons can be significantly more affordable, costing up to 30% less than their plastic tub counterparts. If you use plastic to contain your product, you are limited to options and subjected heavily to the petroleum market. After hearing some of these challenges, Carton Service decided to take a look. We evaluated the market and our capabilities and found that there might be an opportunity to help an underserved market. -
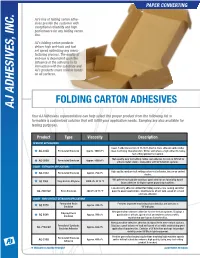
Folding Carton Adhe- Sives Provide the Customer with Exceptional Reliability and High Performance for Any Folding Carton Line
PAPER CONVERTING AJ’s line of folding carton adhe- sives provide the customer with exceptional reliability and high performance for any folding carton line. AJ’s folding carton products deliver high wet-tack and fast set speed optimizing any manu- facturing process. The quality of end-use is dependent upon the influence of the adhesive in its interaction with the substrate and AJ’s products enure reliable bonds on all surfaces. FOLDING CARTON ADHESIVES AJ ADHESIVES, INC. AJ ADHESIVES, Your AJ Adhesives representative can help select the proper product from the following list or formulate a customized solution that will fulfill your application needs. Samples are also available for testing purposes. Product Type Viscosity Description OPEN POT APPLICATIONS Level 3 adhesion version of 33-9833. Best in class adhesive with similar AQ-034A Formulated Emulsion Approx. 9000 cPs clean machining characteristics. Works well where a high adhesion, tacky, fast setting product is required. High quality, very fast setting carton seal adhesive for use on difficult to Formulated Emulsion Approx. 8500 cPs AQ-980A adhere coated stocks. Compatible with UV detection systems. LIQUID - EXTRUSION APPLICATIONS High quality, medium-fast setting carton seal adhesive, for use on coated Formulated Emulsion Approx. 750 cPs AQ-9192 stocks. Will adhere most gluable coatings, good adhesion on foam/chip board. Vinyl Acetate Ethylene 8000 cPs @ 78 °F AJ 3964 Seam adhesive for higher speed paper bag machines. Low viscosity adhesive utilized for folding carton, case sealing and other AQ-7007 UV Resin Emulsion 400 cPs @ 76 °F paper to paper applications. Good balance of wet tack, speed of set and ultimate adhesion. -

Systainer• Product Overview
Packing Organising Presenting Transporting systainer® product overview A short extract PACKING A short extract Just packed was yesterday ! The form and functionality of the systainer® is ideal for a wide of our product range variety of uses. Linking the individual systainer® units forms one unit for optimum handling. ORGANISING 1 5 No more chaos ! NEW The most important demand on an intelligent transport and packing system is a highly variable and versatile interior which can be adapted to the customer’s needs. 2 6 PRESENTING It is the first impression that counts ! 3 7 Optimal presentation is one of the most important tools in all com- panies. The systainer® product line offers fascinating exterior design combined with professional systematics. 4 8 1 MINI-systainer® I 5 systainer® T-Loc II with lid sort-tray Outside dimensions H 70 x W 268 x D 171 mm with 8 dividers light grey art n° 80000016 Outside dimensions H 157,5 x W 396 x D 296 mm anthracite art n° 80001021 light grey art n° 80100051 anthracite art n° 80100052 2 MINI-systainer® II Outside dimensions H 87 x W 268 x D 171 mm 6 systainer® Tool-Box TRANSPORTING light grey art n° 80000032 Outside dimensions H 143 x W 396 x D 296 mm anthracite art n° 80000031 light grey art n° 80101211 Mobilise your daily work ! anthracite art n° 80101212 3 MAXI-systainer® II Whether in shipment with logistic companies or private transport, Outside dimensions H 157,5 x W 596 x D 396 mm 7 Drawer-systainer® III – variant 1 the systainer® product line has been intelligently adapted to meet all light grey art n° 80000029 Outside dimensions H 210 x W 400 x D 300 mm anthracite art n° 80000030 light grey art n° 80000017 demands and will be able to fulfil your tasks without any problems. -

Paperboard Material in Folding Cartons. Paperboard Material in Folding Cartons
Paperboard Material in Folding Cartons. Paperboard Material in Folding Cartons. In today’s packaging landscape, the choice of raw materials can be daunting. Substitutions are sometimes made with little or no regard to suitability, nonetheless, the differences in paperboard properties and appropriate application are creating some interesting nuances in today’s recovering economy. The choice of substrate is influenced by a number of key parameters including the requirements of print performance, product protection, design features and requirements, sustainability and overall value. This article explains the main paper substrates used in folding carton packaging, as well as their characteristics and primary uses. There are four main types of substrates used in folding cartons: 1) Unbleached Kraft Paperboard 2) Bleached Kraft Paperboard 3) Recycled Paperboard 4) micro-flute corrugate. SUS (Solid Unbleached Sulfate) / CUK (Coated Solid Unbleached Kraft) Unbleached Kraft Paperboard — often referred to as Solid Unbleached Sulfate (SUS), is the most commonly used substrate for folding carton packaging. It is produced from at least 80% virgin- unbleached wood pulp and is coated with a thin layer of kaolin clay and titanium dioxide to improve color, smoothness and printing receptivity. Unbleached Kraft can also be treated with a moisture barrier for use in liquid and food packaging. The use of unbleached, usually softwood pulp results in good tear resistance and the greatest stiffness and strength in relation to basis weight of the paperboard substrates. Thus, Unbleached Kraft often allows for the use of a lower caliper paperboard relative to other substrates. It also has cost advantages over bleached virgin paperboard. Unbleached Kraft is used in many folding carton applications, especially when strength and durability are paramount. -

Innovative Ideas and Personal Service to Complete Your Package Program Table of Contents
Innovative ideas and personal service to complete your package program Table of Contents About National Carton & Coating Co. 2 FASTENER CARTONS Nat-PakTM Kraft 3 Nat-PakTM White 4 Nat-FluteTM 5 Nat-FastTM 6 REVERSE TUCK CARTONS RSTE Kraft 7-8 RSTE White 9-10 MAILERS Nat-FlatsTM Kraft 11 Nat-FlatsTM White 12 Nat-FlatsTM Self-Seal White 13 CUSTOM PACKAGING Custom Packaging 14 Custom Carton Styles 15 Custom Packaging Materials 16 How to Measure 17 Micro Flute Advantage 18 Sustainable and Eco-Friendly Packaging Solutions 19 Terms and Conditions 20 Glossary of Terms 21-22 CONTACT US: National Carton & Coating Co. 1439 Lavelle Drive, Xenia OH 45385 p. 800.800.6221 f. 937.372.9809 www.nationalcarton.com www.nationalcarton.com | p. 800.800.6221 | f. 937.372.9809 About National Carton & Coating Co. National Carton & Coating Company, located east of Dayton, Ohio, has been in the folding carton business for over thirty years. We service customers across the United States and Canada in a diverse range of industries, including automotive, hardware, pharmaceutical, and culinary. Our extensive customer base ranges from small, privately owned businesses to Fortune 500 companies. One goal we strive towards is aiding in the growth of our customers. We do this by matching the quality and care they have put into their merchandise with an equally satisfying packaging solution. This simple philosophy has grown our facility to over 115,000 square feet and allowed us plenty of room to complete your project and manage your inventory. We are a full-service manufacturer that provides comprehensive packaging solutions. -

UNIT 13 TESTING of PACKAGING Materials MATERIALS
Testing of Packaging UNIT 13 TESTING OF PACKAGING Materials MATERIALS Structure 13.0 Objectives 13.1 Introduction 13.2 Sampling Plan 13.3 Conditioning of Test Specimen 13.4 Types of Tests of Packaging Materials 13.5 Testing of Flexible Packaging Materials l Paper and Paper Board Significances and tests of Important Parameters l Plastics Films and Laminates Significances and tests of Important Parameters l Aluminum Foil Significances and Tests of Important Parameters 13.6 Testing of Rigid Packaging Materials l Glass Containers Significances and Tests of Important Parameters l Metal Containers Significances and Tests of Important Parameters l Plastic Containers Significances and Tests of Important Parameters l Corrugated Fibre Board Boxes. Significances and Tests of Important Parameters 13.7 Testing of Semi rigid Packaging materials l Folding Carton Significances and Tests of Important Parameters l Lined Carton Significances and Tests of Important Parameters l Aseptic Cartons Significances and Tests of Important Parameters l Thermoformed Containers Significances and Tests of Important Parameters 13.8 Let us Sum-Up 13.9 Key Words 13.10 Some Useful Books 13.11 Answers to Check Your Progress 31 Pakaging Materials and Other Food 13.0 OBJECTIVES Ingredients By reading this unit, we will be able to do : l the sampling plan of packaging materials for testing; l explain the requirement of conditioning for test specimens; l explain significances of important parameters for testing; l describe testing methods for different packaging materials; and l discuss about the relevant standards used for the testing purpose. 13.1 INTRODUCTION Over the years, the packaging technology has been grown in multidimensional ways. -
Sorted Alphabetically by Applicant Name Line
New York Power Authority ReCharge New York Applicants through July 19, 2019 - Sorted Alphabetically by Applicant Name Line Business Name Description of Applicant Street Address City State Zip Code NYS Assembly District(s) NY Senate District(s) Application Number 1 1886 Welcome Home Farm, Inc Community Food Pantry 6735 Route 9 Hudson NY 12534 103 41 8775 2 2 Twisted Farmers Farm (hops) 233 Clark Road Pulaski, NY 13142 Pulaski NY 13142 120 48 39930 3 24 Hour Tax & Accounting LLC Income tax preparation services N/A N/A NY N/A N/A N/A 18505 4 26 Cooper Ave., LLC Shop Painting 26 Cooper Avenue Tonawanda NY 14150 140 60 37389 5 346 Connecticut LLC Architect and developer 346 Connecticut Street Buffalo NY 14213 144 58 8794 6 365 Operating Company, LLC Data center & information technology services 500 Commack Road Commack NY 11725 8 2 87519 7 3M Company Cellulose sponges 305 Sawyer Ave. Tonawanda NY 14150 140 60 9379 8 425 Michigan Avenue LLC Medical/Educational office building 425 Michigan Avenue Buffalo NY 14203 141 63 23139 9 499 Syracuse City Centre Restoring and renovating buildings 499 S Warren St. Syracuse NY 13202 129 53 10117 10 5000 Group LLC Ownership/management of hotels, apartments & retail 5195 Main Street Williamsville NY 14221 148 61 11642 11 525 Wheat, LLC Start-up manufacturing facility 525 Wheatfield Street North Tonawanda NY 14120 140 62 11700 12 607 Phillips Street Acquisition, LLC (name to be determined for operating company) Frozen value added chicken products will be produced 607 Phillips Street Fulton NY 13069 120 48 14735 13 669 River Street LLC Incubator office space for new businesses 669 River Street Troy NY 12180 108 44 83448 14 850 East 138th Street, LLC Commercial laundry service 850 East 138th Street Bronx NY 10454 84 29 7773 15 A& Z Pharmaceutical Manufacturers pharmaceutical products 180 Oser Avenue Hauppauge NY 11788 8 2 40505 16 A.