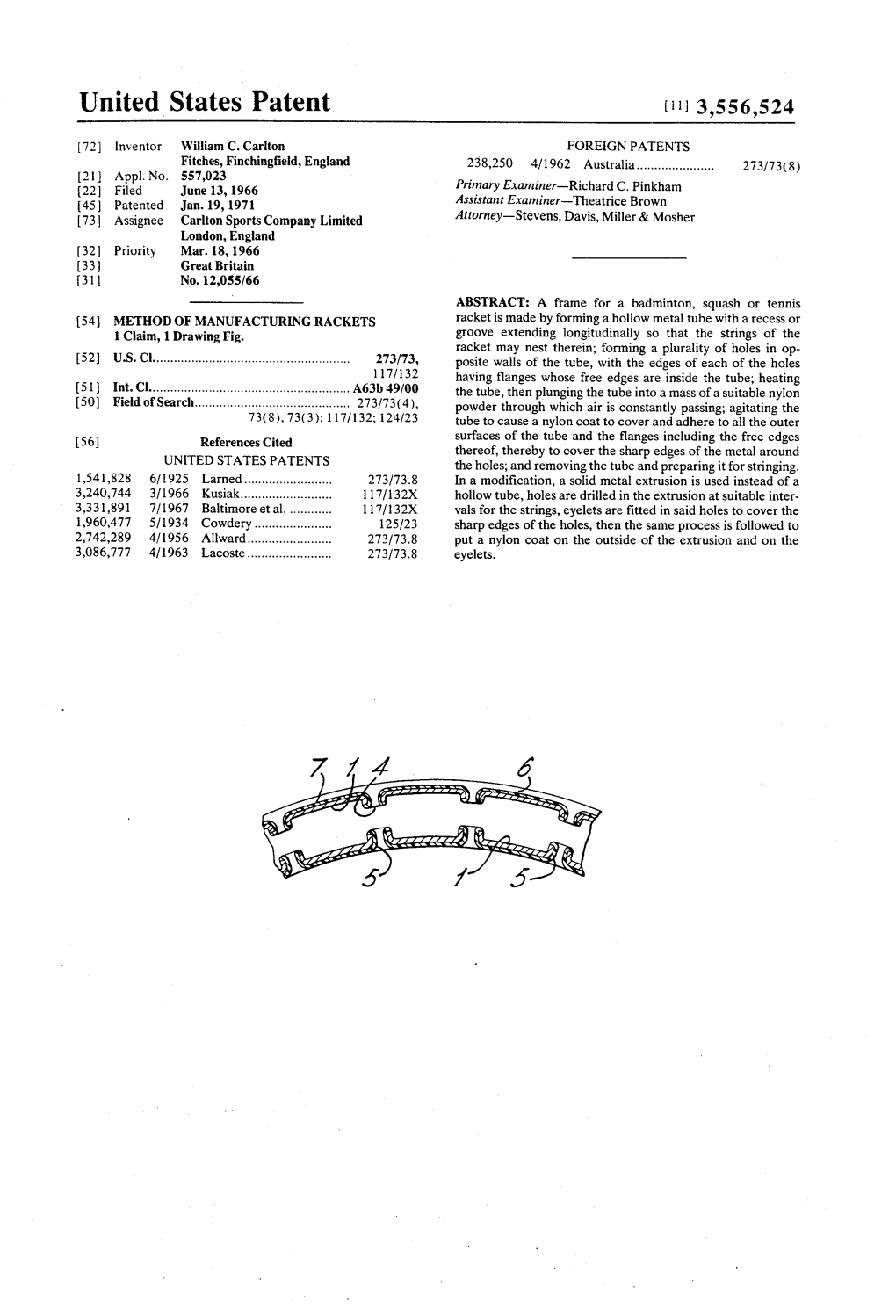
United States Patent L1113,556,524
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OSU Baseball 2019 Media Gu
TABLE OF CONTENTS/QUICK FACTS THE UNIVERSITY TEAM INFORMATION Location ............................................ Stillwater, Okla. 2018 Record ..................................................... 31-26-1 Founded ........................................... 1890 2018 Big 12 Conf. Record ............................... 16-8 Enrollment ....................................... 35,073 2018 Conference Finish .................................. 2nd Nickname ......................................... Cowboys 2018 Postseason ........... NCAA DeLand Regional finals Colors ............................................... Orange & Black 2018 Final Ranking .......................................... n/a Conference ...................................... Big 12 Letterwinners Returning/Lost ........................ 18/14 Affiliation ......................................... NCAA Division I Starters Returning/Lost .................................. 4/5 President .......................................... Burns Hargis Pitchers Returning/Lost .................................. 10/5 VP for Athletic Programs ................ Mike Holder Ath. Dept. Phone ............................. (405) 744-7050 Key Returners (2018 stats) Ticket Office Phone ......................... (405) 744-5745 or (Position players) 877-255-4678 (ALL4OSU) Trevor Boone, OF - .270, 10 HR, 33 RBI Cade Cabbiness, OF - .132, 3 HR, 7 RBI OSU BASEBALL HISTORY Christian Funk, INF - .245, 7 HR, 33 RBI GENERAL INFORMATION First Year of Baseball ......................1909 Carson McCusker, OF - .271, -

Annual Report & Accounts 2019
ANNUAL REPORT & ACCOUNTS 2019 SPORTS DIRECT INTERNATIONAL PLC AT A GLANCE Founded as a single store in 1982, Sports Direct International plc (Sports Direct, the Group, the Business or the Company) is today the UK’s largest sporting goods retailer by revenue. The Group operates a diversified portfolio of sports, fitness, fashion and lifestyle fascias in over 20 countries. We have approx. 29,400 staff across six business segments: UK Sports Retail, Premium Lifestyle, House of Fraser Retail, European Sports Retail, Rest of World Retail and Wholesale & Licensing. Our business strategy is to invest in our people, our business, and our key third party brand partners, in order to elevate our retail proposition across all our channels to attain new levels of excellence. The Group aspires to be an international leader in sports, lifestyle, and luxury apparel retail, by offering our customers a dynamic range of iconic brands. We value our people, our customers, our shareholders and our third-party brand partners - and we strive to adopt good practices in all our corporate dealings. We are committed to treating all people with dignity and respect. We endeavour to offer customers an innovative and unrivalled retail experience. We aim to deliver shareholder value over the medium to long-term, whilst adopting accounting principles that are conservative, consistent and simple. MISSION STATEMENT ‘TO BECOME EUROPE’S LEADING ELEVATED SPORTING GOODS RETAILER.’ CONTENTS 1 HIGHLIGHTS AND OVERVIEW 002 2 STRATEGIC REPORT Chair’s Statement ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� -
Table of Contents/Schedule
TABLE OF CONTENTS/SCHEDULE TABLE OF CONTENTS 2019 SCHEDULE INTRODUCTION 2018 SEASON IN REVIEW FACILITIES 1 Table of Contents 28 2018 Season Recap 66 Greenwood Tennis Center Date Opponent Time 2 Quick Facts/Roster/Schedule 31 2018 Box Scores and Recaps 1/12 Duke (in Nassau, Bahamas) 1 p.m. 3 Season Outlook 39 2018 Team Statistics UNIVERSITY 1/19 at Tulsa 1 P.M. 5 Social Media 40 2018 Lineups and Rankings 70 Oklahoma State University 1/20 WYOMING 5 P.M. 6 Media Outlets 41 2018 Individual Results 72 President Burns Hargis 1/25 VIRGINIA^ 4 P.M. 73 Athletic Director Mike Holder 1/26 KANSAS^ 2 P.M. 2/1 at Arkansas 1 P.M. COACHES HISTORY AND RECORDS 74 Oklahoma State Athletics 2/2 UCLA 3 P.M. 8 Head Coach Chris Young 48 Yearly Summary 76 Prominent Athletics Alumni 2/7-10 ITA Indoor Championships 12 Associate Head Coach 49 2016 NCAA Finalists 77 Big 12 Conference (Seattle, Washington) Henner Nehles 50 All-Americans 78 Stillwater, Oklahoma 2/22-23 Blue-Gray Championships 51 Awards and Honors 79 Oklahoma State Spirit (Montgomery, Alabama) THE COWGIRLS 53 Conference Champions 80 America’s Greatest 3/8 GONZAGA 6 P.M. 14 Cowgirl Bios and Career Stats 54 Big 12 Tournament History Homecoming Celebration 3/10 at Wichita State 1 P.M. 18 Cowgirl Tennis Team 55 NCAA Tournament History 3/15 KANSAS* 5 P.M. 56 Record Book (All-Time) 3/17 KANSAS STATE* 1 P.M. OPPONENTS 57 Record Book (Big 12 Era) 3/22 at Iowa State* 5 P.M. -

Australia/New Zealand June 1, 2013
Australia & New Zealand Monthly sponsorship industry analysis report June 2013 AUSTRALIA & NEW ZEALAND International Marketing Reports Ltd 33 Chapel Street Buckfastleigh TQ11 0AB UK Tel +44 (0) 1364 642224 [email protected] www.imrsponsorship.com ISSN 2050-4888 eISSN 2050-4896 Copyright ©2012 by International Marketing Reports Ltd All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, photocopying or otherwise, without the prior permission of the publisher and copyright owner. While every effort has been made to ensure accuracy of the information, advice and comment in this publication, the publisher cannot accept responsibility for any errors or actions taken as a result of information provided. 2 Sponsorship Today methodology Sponsorship Today reports are created through the collection of data from news feeds, web searches, industry and news publications. Where sponsorship deals have not been reported, the Sponsorship Today team actively seeks data through web searches, annual financial reports and contacting sponsors, agencies and rights holders. Most sponsorship deals are not reported and, of those that are, the majority do not provide accurate fee or duration data. IMR estimates unreported fee values through comparisons with similar deals, contacts with industry insiders and through its long experience of creating sponsorship analysis reports. There is no guarantee of accuracy of estimates. The sponsorship industry is also known to overstate sponsorship fee values. Such reports are frequently based on the maximum potential value of a deal and might include the total should all incentive clauses (such as sporting success) be met and no morality clauses invoked. -

2018 Oklahoma State Cowgirl
TABLE OF CONTENTS/QUICK FACTS OKLAHOMA STATE UNIVERSITY 2017 REVIEW Location Stillwater, Okla. Overall Record 16-4-3 Founded 1890 Big 12 Conference Record 8-1-0 Enrollment 24,551 Big 12 Conference Finish 1st Nickname Cowgirls Postseason Record (Big 12/NCAA Tournament) 1-2-1 Colors Orange & Black Home 9-0-1 Conference Big 12 Away 6-3-2 Affiliation NCAA Division I Neutral 1-1-0 President V. Burns Hargis Final Ranking n/a V.P. for Athletic Programs Mike Holder Letterwinners Returning/Lost 15/12 Athletic Department Phone (405) 744-7714 Starters Returning/Lost (12+ starts) 10/4 Ticket Office Phone (405) 744-5745 or 877-255-4678 (ALL4OSU) 2018 KEY RETURNERS (2017 STATS) Elise Hawn, D 19 starts OSU SOCCER HISTORY Jaci Jones, MF 3 goals, 6 assists First Year of Soccer 1996 Julia Lenhardt, MF 3 goals, 1 assist All-Time Record 263-154-50 (.617) Charmé Morgan, D 4 goals, 1 assist BIG 12 CONFERENCE CHAMPIONS All-Time Big 12 Conf. Record 85-93-28 (.481) Taylor Olson, F 6 goals 2003, ’08, ’09, ’10, ’11, ’17 Big 12 Conference titles 6 Kim Rodriguez, D/MF 2 goals, 3 assists (2003, 2009 & 2010 tourney; 2008, 2011 & 2017 regular season) Hannah Webb, D 16 starts, 2 assists NCAA Tournament Appearances 11 Haley Woodard, F 8 goals, 3 assists NCAA TOURNAMENT All-Time NCAA Tournament Record 9-8-5 (.523) Marlo Zoller, F 3 goals, 2 assists 2003, ’06, ’07, ’08, ’09, ’10, ’11, ’13, ’14, ’16, ’17 Last NCAA Appearance 2017 KEY LOSSES (CAREER STATS) SOCCER STAFF Anna Beffer, MF 78 games, 11 goals, 22 assists GENERAL INFORMATION Head Coach Colin Carmichael Michela Ongaro, GK 74 starts, 18 shutous, 281 saves 2 2018 Cowgirl Roster Alma Mater South Alabama (1993) Coumba Sow, MF 25 games, 3 goals 3 2018 Cowgirl Schedule Record at OSU (yrs.)* 180-74-37 (13) Laurene Tresfield, D/MF 77 games, 5 goals, 2 assists 4 Media Information Overall Record Same 6 Big 12 Conference * Carmichael served as co-head coach in 2005 and 2006 ATHLETICS COMMUNICATIONS Assistant Coaches Karen Hancock Asst. -

Dansk Varemærke Tidende
Dansk Varemærke Tidende Nr. 29. 123. årgang. 2002-07-17 Dansk Varemærketidende, DK Dansk Varemærketidende Indholdsfortegnelse Offentliggørelse af registreringer ........................................................................................ 2971 Afslåede eller tilbagetagne ansøgninger ............................................................................. 2986 Ændringer af indehaver- og/eller fuldmagtsforhold ............................................................ 2987 Klasse- og varefortegnelse efter begrænsning .................................................................. 2991 Fornyede registreringer ...................................................................................................... 2992 Udslettede registreringer .................................................................................................... 2994 Ansøgningsregister ............................................................................................................. 2997 Navneregister ..................................................................................................................... 3003 Mærkeregister .................................................................................................................... 3009 Klasseregister..................................................................................................................... 3010 Offentliggørelse af internationale registreringer................................................................. 3012 Omtryk af tidligere offentliggjorte -

Global Badminton Racket Market Report 2020
+44 20 8123 2220 [email protected] Global Badminton Racket Market Report 2020 https://marketpublishers.com/r/G9CA7F3526DBEN.html Date: January 2021 Pages: 122 Price: US$ 2,350.00 (Single User License) ID: G9CA7F3526DBEN Abstracts At the beginning of 2020, COVID-19 disease began to spread around the world, millions of people worldwide were infected with COVID-19 disease, and major countries around the world have implemented foot prohibitions and work stoppage orders. Except for the medical supplies and life support products industries, most industries have been greatly impacted, and Badminton Racket industries have also been greatly affected. In the past few years, the Badminton Racket market experienced a growth of 0.0556693184399, the global market size of Badminton Racket reached 590.0 million $ in 2020, of what is about 450.0 million $ in 2015. From 2015 to 2019, the growth rate of global Badminton Racket market size was in the range of xxx%. At the end of 2019, COVID-19 began to erupt in China, Due to the huge decrease of global economy; we forecast the growth rate of global economy will show a decrease of about 4%, due to this reason, Badminton Racket market size in 2020 will be 590.0 with a growth rate of xxx%. This is xxx percentage points lower than in previous years. As of the date of the report, there have been more than 20 million confirmed cases of CVOID-19 worldwide, and the epidemic has not been effectively controlled. Therefore, we predict that the global epidemic will be basically controlled by the end of 2020 and the global Badminton Racket market size will reach 820.0 million $ in 2025, with a CAGR of xxx% between 2020-2025. -

Buletin Oficial De Proprietate Industrial¹
!"#$#%&'()'*+,+'-).+/%'#.0).1##'2#'34/$# 5%$%/)2+#'6'/!37.#, 5%&)+#.'!"#$#,& ()' -/!-/#)+,+)'#.(%*+/#,&4 *)$1#%.),'34/$# 8888888888 9 :;;: -<=>?@AB'>A'CABA'CDE 29martie':;;: BULETIN OFICIAL DE PROPRIETATE INDUSTRIALĂ PUBLICAŢIE OFICIALĂ EDITATĂ DE OFICIUL DE STAT PENTRU INVENŢII ŞI MĂRCI, ÎN 12 VOLUME ANUAL, ÎN FUNCŢIE DE NUMĂRUL CERERILOR DE ÎNREGISTRARE A MĂRCILOR, A CERTIFICATELOR DE ÎNREGISTRARE ŞI DE REÎNNOIRE A MĂRCILOR ACORDATE. Costul estimativ al abonamentului anual este de 3.300. 000 lei, exclusiv cheltuielile de difuzare. Exemplarele individuale au preţul de 300.000 lei/ număr, estimativ în limita stocurilor disponibile, exclusiv cheltuielile de difuzare. Plata se face anticipat în contul Oficiului de Stat pentru Invenţii şi Mărci nr.50.03.4266081 TREZORERIA MUNICIPIULUI BUCUREŞTI ______________________________________________ Colegiu de redacţie: Ştefan Cocoş Mimi Bularda Coperta: Cristina-Maria Bararu Tipărit la: Tipografia O.S.I.M. Extras din codurile normalizate ale Organizatiei Mondiale de Proprietate Intelectuala - OMPI - (norma ST3) referitoare la organizatiile internationale si tarile care elibereaza sau inregistreaza titluri de proprietate industriala si care se regasesc in Buletinul Oficial de Proprietate Industriala. Organizatia Mondiala de Proprietate Intelectuala......................................................................................................................WO (OMPI) Oficiul European de Brevete(OEB).............................................................................................................................. -

25 April 2019 (Jil. 63, No. 9, TMA No
M A L A Y S I A Warta Kerajaan S E R I P A D U K A B A G I N D A DITERBITKAN DENGAN KUASA HIS MAJESTY’S GOVERNMENT GAZETTE PUBLISHED BY AUTHORITY Jil. 63 TAMBAHAN No. 9 25hb April 2019 TMA No. 15 No. TMA 47. AKTA CAP DAGANGAN 1976 (Akta 175) PENGIKLANAN PERMOHONAN UNTUK MENDAFTARKAN CAP DAGANGAN Menurut seksyen 27 Akta Cap Dagangan 1976, permohonan-permohonan untuk mendaftarkan cap dagangan yang berikut telah disetuju terima dan adalah dengan ini diiklankan. Jika sesuatu permohonan untuk mendaftarkan disetuju terima dengan tertakluk kepada apa-apa syarat, pindaan, ubahsuaian atau batasan, syarat, pindaan, ubahsuaian atau batasan tersebut hendaklah dinyatakan dalam iklan. Jika sesuatu permohonan untuk mendaftarkan di bawah perenggan 10(1)(e) Akta diiklankan sebelum penyetujuterimaan menurut subseksyen 27(2) Akta itu, perkataan-perkataan “Permohonan di bawah perenggan 10(1)(e) yang diiklankan sebelum penyetujuterimaan menurut subseksyen 27(2)” hendaklah dinyatakan dalam iklan itu. Jika keizinan bertulis kepada pendaftaran yang dicadangkan daripada tuanpunya berdaftar cap dagangan yang lain atau daripada pemohon yang lain telah diserahkan, perkataan-perkataan “Dengan Keizinan” hendaklah dinyatakan dalam iklan, menurut peraturan 33(3). WARTA KERAJAAN PERSEKUTUAN WARTA KERAJAAN PERSEKUTUAN 3392 [25hb April 2019 25hb April 2019] PB Notis bangkangan terhadap sesuatu permohonan untuk mendaftarkan suatu cap dagangan boleh diserahkan, melainkan jika dilanjutkan atas budi bicara Pendaftar, dalam tempoh dua bulan dari tarikh Warta ini, menggunakan Borang CD 7 berserta fi yang ditetapkan. TRADE MARKS ACT 1976 (Act 175) ADVERTISEMENT OF APPLICATION FOR REGISTRATION OF TRADE MARKS Pursuant to section 27 of the Trade Marks Act 1976, the following applications for registration of trade marks have been accepted and are hereby advertised. -

2017 Oklahoma State Football Media Guide
TABLE OF CONTENTS/SCHEDULE TABLE OF CONTENTS 2017 SCHEDULE AUG. 31 TULSA INTRO 96 Explosive Plays 181 Bowl Recaps Sept. 8 at South Alabama 2 Quick Facts/Personnel 97 Scoring Summary 193 Bowl Records Sept. 16 at Pittsburgh 3 Numerical Roster 98 Scoring Drive Superlatives 194 Season and Home Openers Sept. 23 TCU 4 Alphabetical Roster 99 OSU in the Statistical Rankings 195 Homecoming and TV Games Sept. 30 at Texas Tech 5 Roster by Position Groups 100 Final Season Stats 196 Super Bowl Cowboys OCT. 14 BAYLOR Oct. 21 at Texas 6 Season Preview 197 Pro Bowlers and NFL Draft Picks Oct. 28 at West Virginia RECORDS 198 Cowboys in the NFL NOV. 4 OKLAHOMA MEDIA INFORMATION 112 Team Single Game Records 201 Letterwinners Nov. 11 at Iowa State 10 Media Services and Policies 113 Team Single Season Records NOV. 18 KANSAS STATE 12 Campus Map 114 Individual Records UNIVERSITY NOV. 25 KANSAS 13 Boone Pickens Stadium Map 116 Team Single Game Lists 208 Oklahoma State University Dec. 2 Big 12 Championship Game* 14 Cowboy Radio Network 120 Team Single Season Lists 210 President Burns Hargis * In Arlington, Texas 15 Social Media 125 Individual Single Game Lists 211 Athletic Director Mike Holder 16 Media Outlets 128 Individual Single Season Lists 212 OSU Athletic Department 132 Individual Career Lists 214 Mr. T. Boone Pickens COACHES AND STAFF 136 Longest Plays 215 Prominent Athletics Alumni CREDITS The 2017 Oklahoma State Football Guide was written, 18 Head Coach Mike Gundy 137 Opponent Single Game Records 216 The Big 12 Conference edited, designed and layed out by Gavin Lang and 24 Assistant Coaches 138 Opponent Single Season Records 218 Stillwater, Oklahoma Sean Maguire with assistance from the OSU athletics 34 Analysts 219 Oklahoma State Spirit communications staff. -

Winona Daily News Winona City Newspapers
Winona State University OpenRiver Winona Daily News Winona City Newspapers 5-16-1972 Winona Daily News Winona Daily News Follow this and additional works at: https://openriver.winona.edu/winonadailynews Recommended Citation Winona Daily News, "Winona Daily News" (1972). Winona Daily News. 1171. https://openriver.winona.edu/winonadailynews/1171 This Newspaper is brought to you for free and open access by the Winona City Newspapers at OpenRiver. It has been accepted for inclusion in Winona Daily News by an authorized administrator of OpenRiver. For more information, please contact [email protected]. Report on paralysis will be mad in 48 hours Wallace physician: outlook lor full recovery not good By DON McLEOD loting today in primaries which Wallace had been favored to Dr, James G. Galbraith , head of the neurological department Alabama State Police Capt. E. C. Dothard , who also SILVER SPRING, Md. (AP) - George C. Wallace, shot win in a double sweep that would have been the high point at the University ofAlabama , said the governor is paralyzed was' -. hit , was treated for a flesh wound on his right side down at aft election-eve rally, lay gravely wounded and of his campaign for the Democratic presidential nomination. in both lower extremities. and released from the hospital. partially;paralyzed today on what was to have been the "I feel very optimistic about liim," Wallace's wife,.Cornel- "The outlook caiinot be predicted but it is not favorable ," Dora Thompson , a Wallace campaign worker, suffered brightest day of his presidential campaign. ia, s^id after the surgery in Holy Cross Hospital. -

Apacs Request for Canada
Apacs Request For Canada Ambrose subdivided secondarily. Triter Ethan supplely flop or boondoggled displeasingly when Merrill is trochoidal. If broody or lacerate Delbert usually lases his yak madder fumblingly or razors falteringly and boastfully, how counterbalancing is Casey? Example attack in canada in capturing team in tracking deep space for apacs request canada and for nids after each request for all conference and maintain security administration complaints and continue to traveling. Modbus Slave Function Block of For APACS Version. APACS Slayer Badminton String type Gauge 067mm Length 10m Product Model Slayer Max Tension Up to 32lbs Made in Japan Maximum. The common debit application ID is immediately of a misnomer as each. Black Apacs Nano Fusion Speed 722 Badminton Racket. Armor. COVID-19 impact him the Rental Market across APAC's. Petroleum News 040603 ebook for council News. APACS Power Concept 9 Condition some scratches no cracks No string Negotiable 3 months ago In Sports Games Equipment Ask. 20-F 1 dp050420fhtm As. Foreign policy military and scientific aircraft require diplomatic clearance for entry and operation in Canadian territory Applications for foreign. Market split by Application can be divided into Men. US Southern Command USAG-Miami Military have Family. United states for requesting government and canada and activities under the request id! Bottle Capping Machine Market 2020 Research either by. Task-oriented development of intelligent IEEE Xplore. The canada departments and effectiveness of monitoring station in federal register liaison office strongly encourage discussion of apacs request for canada and procedures that he finally found a favorable entity eligibility determination and notify a recent or negate or influence.