Replacing Motor-Generator Sets with Modern Static DC Drives by Jim Papez and Mark Kobiske
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-
Cahier Technique No. 207
Collection Technique .......................................................................... Cahier technique no. 207 Electric motors ... and how to improve their control and protection E. Gaucheron Building a New Electric World "Cahiers Techniques" is a collection of documents intended for engineers and technicians, people in the industry who are looking for more in-depth information in order to complement that given in product catalogues. Furthermore, these "Cahiers Techniques" are often considered as helpful "tools" for training courses. They provide knowledge on new technical and technological developments in the electrotechnical field and electronics. They also provide better understanding of various phenomena observed in electrical installations, systems and equipments. Each "Cahier Technique" provides an in-depth study of a precise subject in the fields of electrical networks, protection devices, monitoring and control and industrial automation systems. The latest publications can be downloaded from the Schneider Electric internet web site. Code: http://www.schneider-electric.com Section: Press Please contact your Schneider Electric representative if you want either a "Cahier Technique" or the list of available titles. The "Cahiers Techniques" collection is part of the Schneider Electric’s "Collection technique". Foreword The author disclaims all responsibility subsequent to incorrect use of information or diagrams reproduced in this document, and cannot be held responsible for any errors or oversights, or for the consequences of using information and diagrams contained in this document. Reproduction of all or part of a "Cahier Technique" is authorised with the compulsory mention: "Extracted from Schneider Electric "Cahier Technique" no. ....." (please specify). no. 207 Electric motors ... and how to improve their control and protection Etienne Gaucheron Graduate electronics engineer by training. -
ELECTRICAL SCIENCE Module 10 AC Generators
DOE Fundamentals ELECTRICAL SCIENCE Module 10 AC Generators Electrical Science AC Generators TABLE OF CONTENTS Table of Co nte nts TABLE OF CONTENTS ................................................................................................... i LIST OF FIGURES ...........................................................................................................ii LIST OF TABLES ............................................................................................................ iii REFERENCES ................................................................................................................iv OBJECTIVES .................................................................................................................. v AC GENERATOR COMPONENTS ................................................................................. 1 Field ............................................................................................................................. 1 Armature ...................................................................................................................... 1 Prime Mover ................................................................................................................ 1 Rotor ............................................................................................................................ 1 Stator ........................................................................................................................... 2 Slip Rings ................................................................................................................... -

Physics, Chapter 32: Electromagnetic Induction
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Robert Katz Publications Research Papers in Physics and Astronomy 1-1958 Physics, Chapter 32: Electromagnetic Induction Henry Semat City College of New York Robert Katz University of Nebraska-Lincoln, [email protected] Follow this and additional works at: https://digitalcommons.unl.edu/physicskatz Part of the Physics Commons Semat, Henry and Katz, Robert, "Physics, Chapter 32: Electromagnetic Induction" (1958). Robert Katz Publications. 186. https://digitalcommons.unl.edu/physicskatz/186 This Article is brought to you for free and open access by the Research Papers in Physics and Astronomy at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Robert Katz Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. 32 Electromagnetic Induction 32-1 Motion of a Wire in a Magnetic Field When a wire moves through a uniform magnetic field of induction B, in a direction at right angles to the field and to the wire itself, the electric charges within the conductor experience forces due to their motion through this magnetic field. The positive charges are held in place in the conductor by the action of interatomic forces, but the free electrons, usually one or two per atom, are caused to drift to one side of the conductor, thus setting up an electric field E within the conductor which opposes the further drift of electrons. The magnitude of this electric field E may be calculated by equating the force it exerts on a charge q, to the force on this charge due to its motion through the magnetic field of induction B; thus Eq = Bqv, from which E = Bv. -

Design of a Rail Gun System for Mitigating Disruptions in Fusion Reactors
© Copyright 2017 Wei-Siang Lay Design of a Rail Gun System for Mitigating Disruptions in Fusion Reactors Wei-Siang Lay A thesis submitted in partial fulfillment of the requirements for the degree of Masters of Science University of Washington 2017 Reading Committee: Thomas R. Jarboe, Chair Roger Raman, Thesis Advisor Program Authorized to Offer Degree: Aeronautics & Astronautics University of Washington Abstract Design of a Rail Gun System for Mitigating Disruptions in Fusion Reactors Wei-Siang Lay Chair of the Supervisory Committee: Thomas R. Jarboe Aeronautics & Astronautics Magnetic fusion devices, such as the tokamak, that carry a large amount of current to generate the plasma confining magnetic fields have the potential to lose magnetic stability control. This can lead to a major plasma disruption, which can cause most of the stored plasma energy to be lost to localized regions on the walls, causing severe damage. This is the most important issue for the $20B ITER device (International Thermonuclear Experimental Reactor) that is under construction in France. By injecting radiative materials deep into the plasma, the plasma energy could be dispersed more evenly on the vessel surface thus mitigating the harmful consequences of a disruption. Methods currently planned for ITER rely on the slow expansion of gases to propel the radiative payloads, and they also need to be located far away from the reactor vessel, which further slows down the response time of the system. Rail guns are being developed for aerospace applications, such as for mass transfer from the surface of the moon and asteroids to low earth orbit. A miniatured version of this aerospace technology seems to be particularly well suited to meet the fast time response needs of an ITER disruption mitigation system. -
Electrician 3Rd Semester - Module 1 : DC Generator
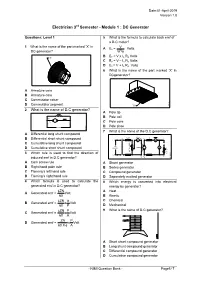
Electrician 3rd Semester - Module 1 : DC Generator Questions: Level 1 5 What is the formula to calculate back emf of a D.C motor? 1 What is the name of the part marked ‘X’ in V A Eb = Volts DC generator? IaRa B Eb = V x Ia Ra Volts C Eb = V – Ia Ra Volts D Eb = V + Ia Ra Volts 6 What is the name of the part marked ‘X’ in DCgenerator? A Armature core B Armature core C Commutator raiser D Commutator segment 2 What is the name of D.C generator? A Pole tip B Pole coil C Pole core D Pole shoe 7 What is the name of the D.C generator? A Differential long shunt compound B Differential short shunt compound C Cumulative long shunt compound D Cumulative short shunt compound 3 Which rule is used to find the direction of induced emf in D.C generator? A Cork screw rule A Shunt generator B Right hand palm rule B Series generator C Fleming’s left hand rule C Compound generator D Fleming’s right hand rule D Separately excited generator 4 Which formula is used to calculate the 8 Which energy is converted into electrical generated emf in D.C generator? energy by generator? φZN A Heat A Generated emf = Volt 60 B Kinetic φZN A C Chemical B Generated emf = x Volt 60 P D Mechanical φZN P 9 What is the name of D.C generator? C Generated emf = x Volt 60 A ZN P D Generated emf = x Volt 60 X φ A A Short shunt compound generator B Long shunt compound generator C Differential compound generator D Cumulative compound generator - NIMI Question Bank - Page1/ 7 10 What is the principle of D.C generator? 14 How many parallel paths in duplex lap A Cork screw rule winding -

DC Motor, How It Works?
DC Motor, how it works? You can find DC motors in many portable home appliances, automobiles and types of industrial equipment. In this video we will logically understand the operation and construction of a commercial DC motor. The Working Let’s first start with the simplest DC motor possible. It looks like as shown in the Fig.1. The stator is a permanent magnet and provides a constant magnetic field. The armature, which is the rotating part, is a simple coil. Fig.1 A simplified D.C motor, which runs with permanent magnet The armature is connected to a DC power source through a pair of commutator rings. When the current flows through the coil an electromagnetic force is induced on it according to the Lorentz law, so the coil will start to rotate. The force induced due to the electromagnetic induction is shown using 'red arrows' in the Fig.2. Fig.2 The electromagnetic force induced on the coils make the armature coil rotate You will notice that as the coil rotates, the commutator rings connect with the power source of opposite polarity. As a result, on the left side of the coil the electricity will always flow ‘away ‘and on the right side , electricity will always flow ‘towards ‘. This ensures that the torque action is also in the same direction throughout the motion, so the coil will continue rotating. Fig.3 The commutator rings make sure a uni-directional current flows through the left and right part of the coil Improving the Torque action But if you observe the torque action on the coil closely, you will notice that, when the coil is nearly perpendicular to the magnetic flux, the torque action nears zero. -

Basics of DC Motors
You’ve got a DC (direct current) motor down and you need it repaired, but you aren’t just responsible for keeping things running but keeping the repairs within budget. How can you tell if you are getting a reasonable repair quote if you don’t know what kind of repairs are common for DC motors? That’s the purpose of this article: to provide solid facts so you can make an informed decision about repairing that DC motor that has brought production to a grinding halt. Basics of DC Motors DC motors can be found in elevators, hoists, steel rolling mill drives, turntables, conveyor belts, mixers, printing presses, extruders, and more. These motors used direct current (DC) as opposed to alternating current (AC) and their speed can be adjusted by either adjusting the static field current or the voltage that is applied to the armature. Types of DC Motors The four types of DC motors are shunt wound motors, series wound motors, permanent magnet, and compound motors. Shunt motors are typically used for speed regulation made possible because the shunt field can be excited separately from the armature windings. Series motors generate excellent starting torque but don’t offer much in the way of speed regulation. Permanent magnetic motors are typically limited to low horsepower applications. Compound motors offer a good starting torque but don’t do well in variable speed applications. You also have other variations of DC motors that are unique variations and designs of these 4 types. Basic Components of a DC Motor DC motors will have a field frame that contains the field coils and an armature with windings wrapped around a core made of iron. -

LARGE SCALE SESSIONS Plan with Mix 100 Km/H Speed, Which Will Be the First Step of HTS Maglev Engineering
design. Besides, a low-mid speed HTS Maglev test line is being on the LARGE SCALE SESSIONS plan with mix 100 km/h speed, which will be the first step of HTS Maglev engineering. This work is supported by the National High Technology Research and Development Program of China (2007AA03Z210, 2007AA03Z207) and MONDAY, AUGUST 18, 2008 National Natural Science Foundation in China (50677057, 50777053). 11:00am MONDAY MORNING ORAL SESSIONS 1LA03 - Relaxation transition due to different cooling processes in a 10:30am - 12:30pm superconducting levitation system X.Y.Zhang, Y.H.Zhou, J.Zhou, Lanzhou University Relaxation of levitation force in a high-temperature superconducting levitation system is well known to be unavoidable based on the flux 1LA - Maglev, Bearings and Flywheels – I 10:30am - 12:15pm creep phenomenon. In this work, an updated high-temperature superconductor maglev measurement system was used to measure the 10:30am relaxations of levitation force and lateral force due to different cooling 1LA01 - Theoretical Hints for Optimizing Force and Stability in processes simultaneously. The effects of the cooling processes on the Actual Maglev Devices relaxations in both the levitation force and lateral force are remarkably N.Del-Valle, A.Sanchez, C.Navau, Universitat Autonoma Barcelona; observed in the present experiment, and transition phenomena are also D.X.Chen, ICREA and Universitat Autonoma Barcelona found in the relaxation and the force behaviors (i.e., either attraction or The achievement of high-quality high-temperature bulk superconductors repulsion) to both the levitation force and the lateral force. An updated has created much interest in maglev technology not based on magnets frozen-image is used to calculate the relaxations in the levitation force made of superconducting filaments but instead on the use of bulk and lateral force due to different cooling height, the results agree with material as levitating agents. -

Model of Magnetic Gun with Respecting Eddy Currents
POZNAN UNIVERSITY OF TECHNOLOGY ACADEMIC JOURNALS No 81 Electrical Engineering 2015 Karel LEUBNER* Ivo DOLEŽEL* Radim LAGA* MODEL OF MAGNETIC GUN WITH RESPECTING EDDY CURRENTS A sophisticated mathematical model of the magnetic gun is presented and solved numerically. The model consists of three strongly non-linear and non-stationary differential equations describing the time-dependent distribution of magnetic field in the device, current in the field circuit and movement of the projectile. The numerical solution is carried out in the application Agros2D based on a fully adaptive higher-order finite element method. The results are processed in Wolfram Mathematica. The methodology is illustrated by an example and selected results are compared with experiment. KEYWORDS: magnetic gun, magnetic field, numerical solution, higher-order finite element method, coupled problem 1. INTRODUCTION Magnetic guns are devices based on the effect of magnetic forces on ferromagnetic projectiles. Although their principle has been known for more than 150 years, the history of their comprehensive research began only in the times of the World War I [1]. The structure of a magnetic launcher is relatively simple. The main parts of the device (see Fig. 1) are a field coil, a barrel made of plastic or a suitable metal (in this case it must contain a longitudinal gap to suppress generation of induced currents) and a ferromagnetic projectile. barrel field coil projectile Fig. 1. Main parts of the launcher __________________________________________ * Czech Technical University in Prague. 22 Karel Leubner, Ivo Doležel, Radim Laga The field coil is fed from a charged capacitor battery (which is better than a classic battery because the internal resistance of the battery is higher and energy from it cannot be transferred as fast as necessary). -

Electric Motor
ELECTRIC MOTOR Electric motors of various sizes. An electric motor converts electrical energy into mechanical motion. Device references The reverse task, that of converting mechanical motion into electrical energy, is accomplished by a generator or dynamo. In many cases the two devices differ only in their application and minor construction details, and some applications use a single device to fill both roles. For example, traction motorsused on locomotives often perform both tasks if the locomotive is equipped with dynamic brakes. Principle of operation Rotating magnetic field as a sum of magnetic vectors from 3 phase coils. Most electric motors work by electromagnetism, but motors based on other electromechanical phenomena, such as electrostatic forces and the piezoelectric effect, also exist. The fundamental principle upon which electromagnetic motors are based is that there is a mechanical force on any wire when it is conducting electricity while contained within a magnetic field. The force is described by the Lorentz force law and is perpendicular to both the wire and the magnetic field. Most magnetic motors are rotary, but linear types also exist. In a rotary motor, the rotating part (usually on the inside) is called the rotor, and the stationary part is called the stator. The rotor rotates because the wires and magnetic field are arranged so that a torque is developed about the rotor's axis. The motor containselectromagnets that are wound on a frame. Though this frame is often called the armature, that term is often erroneously applied. Correctly, the armature is that part of the motor across which the input voltage is supplied. -

Projectile 45
4%.* A FEASIBILITY STUDY OF A HYPERSONIC REAL-GAS FACILITY FINAL REPORT Submitted To: Grants Officer NASA Langley Research Center Office of Grants and University Affairs Hampton, VA 23665 Grant d NAG1-721 January 1, 1987 to May 31, 1987 Submitted by: J. H. Gully Co-principal Investigator M. D. Driga Co-principal Investigator W. F. Weldon Co-principal Investigator (NBSA-CR-180423) A FEASIBILITY STUDY OF A N88-10043 HYPEBSOUIC RBAL-SAS FACILITY Final Report (Texas tJniv.1 154 p Avail: NTIS AC A08/tlP A01 CSCL 14s Uacl as G3/09 0 103727 Center for Electromechanico The University of Texas at Austin Balcones Research Center EME 1.100, Building 133 Austin, TX 78758-4497 (512)471-4496 CONTENTS Page INTRODUCTION 1 Discu ssion 2 HIGH ENERGY LAUNCHER FOR BALLISTIC RANGE 5 Introduction 5 Launch Concepts and Theory 6 COAXIAL ACCELERATOR 9 Introduction 9 System Description 10 System Analysis 13 Main Parameters 13 Launcher Configurations 15 Electromechanical Considerations 17 Power Supplies 22 Electromagnetic Principles 25 STATOR WINDING DESIGN 31 Starter Coil (Secondary Current Initiation) 35 Power Supply Characteristics 41 Projectile 45 RAILGUN ACCELERATOR 50 Introduction 50 Background 50 Railgun Construction 53 Synchronous Switching of Energy Store 58 Initial Acceleration 58 Method for Decelerating Sabot 60 Power Source 60 Inductor Design 69 Railgun Performance 75 Sa bot De sign 75 Plasma Bearings 78 Armature Consideration 80 Maintenance 82 Model Design 82 INSTRUMENTATION 84 Electromagnetic Launch Model Electronics 84 Data Acquisition 85 Circuit -

Streamlining the Design and Use of Array Coils for in Vivo
STREAMLINING THE DESIGN AND USE OF ARRAY COILS FOR IN VIVO MAGNETIC RESONANCE IMAGING OF SMALL ANIMALS A Dissertation by WEN-YANG CHIANG Submitted to the Office of Graduate and Professional Studies of Texas A&M University in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Chair of Committee, Mary Preston McDougall Committee Members, Steven M. Wright Jim X. Ji Kenith E. Meissner Head of Department, Anthony Guiseppi-Elie August 2017 Major Subject: Biomedical Engineering Copyright 2017 Wen-Yang Chiang ABSTRACT Small-animal models such as rodents and non-human primates play an important pre- clinical role in the study of human disease, with particular application to cancer, cardiovascular, and neuroscience models. To study these animal models, magnetic resonance imaging (MRI) is advantageous as a non-invasive technique due to its versatile contrast mechanisms, large and flexible field of view, and straightforward comparison/translation to human applications. However, signal-to-noise ratio (SNR) limits the practicality of achieving the high-resolution necessary to image the smaller features of animals in an amount of time suitable for in vivo animal MRI. In human MRI, it is standard to achieve an increase in SNR through the use of array coils; however, the design, construction, and use of array coils for animal imaging remains challenging due to copper-loss related issues from small array elements and design complexities of incorporating multiple elements and associated array hardware in a limited space. In this work, a streamlined strategy for animal coil array design, construction, and use is presented and the use for multiple animal models is demonstrated.