Axial Field Permanent Magnet DC Motor with Powder Iron Armature Suleiman M
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

Design and Implementation of a Small Electric Motor Dynamometer for Mechanical Engineering Undergraduate Laboratory Aaron Farley University of Arkansas, Fayetteville
University of Arkansas, Fayetteville ScholarWorks@UARK Theses and Dissertations 5-2012 Design and Implementation of a Small Electric Motor Dynamometer for Mechanical Engineering Undergraduate Laboratory Aaron Farley University of Arkansas, Fayetteville Follow this and additional works at: http://scholarworks.uark.edu/etd Part of the Electro-Mechanical Systems Commons Recommended Citation Farley, Aaron, "Design and Implementation of a Small Electric Motor Dynamometer for Mechanical Engineering Undergraduate Laboratory" (2012). Theses and Dissertations. 336. http://scholarworks.uark.edu/etd/336 This Thesis is brought to you for free and open access by ScholarWorks@UARK. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of ScholarWorks@UARK. For more information, please contact [email protected], [email protected]. DESIGN AND IMPLEMENTATION OF A SMALL ELECTRIC MOTOR DYNAMOMETER FOR MECHANICAL ENGINEERING UNDERGRADUATE LABORATORY DESIGN AND IMPLEMENTATION OF A SMALL ELECTRIC MOTOR DYNAMOMETER FOR MECHANICAL ENGINEERING UNDERGRADUATE LABORATORY A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering By Aaron Farley University of Arkansas Bachelor of Science in Mechanical Engineering, 2001 May 2012 University of Arkansas ABSTRACT This thesis set out to design and implement a new experiment for use in the second lab of the laboratory curriculum in the Mechanical Engineering Department at the University of Arkansas in Fayetteville, AR. The second of three labs typically consists of data acquisition and the real world measurements of concepts learned in the classes at the freshman and sophomore level. This small electric motor dynamometer was designed to be a table top lab setup allowing students to familiarize themselves with forces, torques, angular velocity and the sensors used to measure those quantities, i.e. -

FAMU-FSU 2012 Solar Car Operations Manual
FAMU-FSU 2012 Solar Car Operations Manual Senior Design Operations Manual – April 2012 By Patrick Breslend2, Bradford Burke1, Jordan Eldridge2, Tyler Holes1, Valerie Pezzullo1, Greg Proctor2, Shawn Ryster2 1Department of Mechanical Engineering 2Department of Electrical and Computer Engineering Project Sponsor Dr. Chris Edrington, Assistant Professor Department of Electrical and Computer Engineering Department of Mechanical Engineering FAMU-FSU College of Engineering 2525 Pottsdamer St, Tallahassee, FL 32310 Startup / Run procedure: Disclaimer: It is very important that the user of the vehicle not make contact with any but the mentioned electrical components. While the electrical components are all isolated from the user and covered by various insulations, it is still possible to come into contact with potential lethal amounts of current. The designer and builders of this car have taken great measures to ensure this will not happen, but nothing is fool proof. This being said, no changes should be made to the system without training in electrical safety and a thorough understanding of the overall system. The following include the steps that should be undertaken to begin driving the vehicle. Only one person may occupy the vehicle at any given time, hence the reason there is only one seat, however it should be noted that at least three individuals will be required to ensure safest operation of the vehicle. 1. Place blocks or stops in front and behind one of the wheels to ensure the vehicle does not move while interacting with the bottom shell. 2. Un-latch and lift the top carbon fiber shell from the vehicle and secure the top with the mounted poles in the vehicle. -

Brushless DC Electric Motor
Please read: A personal appeal from Wikipedia author Dr. Sengai Podhuvan We now accept ₹ (INR) Brushless DC electric motor From Wikipedia, the free encyclopedia Jump to: navigation, search A microprocessor-controlled BLDC motor powering a micro remote-controlled airplane. This external rotor motor weighs 5 grams, consumes approximately 11 watts (15 millihorsepower) and produces thrust of more than twice the weight of the plane. Contents [hide] 1 Brushless versus Brushed motor 2 Controller implementations 3 Variations in construction 4 AC and DC power supplies 5 KM rating 6 Kv rating 7 Applications o 7.1 Transport o 7.2 Heating and ventilation o 7.3 Industrial Engineering . 7.3.1 Motion Control Systems . 7.3.2 Positioning and Actuation Systems o 7.4 Stepper motor o 7.5 Model engineering 8 See also 9 References 10 External links Brushless DC motors (BLDC motors, BL motors) also known as electronically commutated motors (ECMs, EC motors) are electric motors powered by direct-current (DC) electricity and having electronic commutation systems, rather than mechanical commutators and brushes. The current-to-torque and frequency-to-speed relationships of BLDC motors are linear. BLDC motors may be described as stepper motors, with fixed permanent magnets and possibly more poles on the rotor than the stator, or reluctance motors. The latter may be without permanent magnets, just poles that are induced on the rotor then pulled into alignment by timed stator windings. However, the term stepper motor tends to be used for motors that are designed specifically to be operated in a mode where they are frequently stopped with the rotor in a defined angular position; this page describes more general BLDC motor principles, though there is overlap. -

Electric Vehicle Conversion of a Foldable Motorbike
Bjarni Freyr Gudmundsson, s042859 Electric Vehicle Conversion of a Foldable Motorbike Design state Synthesis & Special Project, Juni 2010 Bjarni Freyr Gudmundsson, s042859 Electric Vehicle Conversion of a Foldable Motorbike Design state Synthesis & Special Project, Juni 2010 Electric Vehicle Conversion of a Foldable Motorbike,Design state This report was prepared by Bjarni Freyr Gudmundsson, s042859 Supervisors Esben Larsen Department of Electrical Engineering Centre for Electric Technology (CET) Technical University of Denmark Elektrovej building 325 DK-2800 Kgs. Lyngby Denmark www.elektro.dtu.dk/cet Tel: (+45) 45 25 35 00 Fax: (+45) 45 88 61 11 E-mail: [email protected] Release date: 31. August 2010 Category: 2 (confidential) Edition: First Comments: This report is part of the requirements to achieve the Master of Science in Engineering (M.Sc.Eng.) at the Technical University of Denmark. This report represents 20 ECTS points. Rights: c Bjarni Freyr Gudmundsson, 2008 Preface This report is a part of fulfillment requirements for acquiring the course 31910 Synthesis in electrotechnology and a 10 ECTS credit special course. The aim of the project is to get familiar with electric vehicle technology and to gain understanding on what the major electrical components are needed to propel the vehicle in sophisticated way. Furthermore, the author of the paper will use this project to gain the understanding on the behavior of different DC motor types. The author wants to thank Esben Larsen for all the long discussions we had regarding the project and for the interest shown on the subject. Joachim Hjerl, David Koch Mouritzen and Christian Rottbøll at CityRiders are thanked for bringing the project to DTU, providing the opportunity of this project and thank you for being so flexible when I needed the moped for testing and measurements. -

Boat #8 Technical Report
5/6/2019 2019 Tech Report - Google Docs University of Rochester Solar Splash Boat #8 Technical Report May 6th, 2019 Team Members Chris Dalke · Andrew Gutierrez · Seth Schaffer · Martin Barocas · Nick Davis Ivan Frantz · Leo Orsini · Owen Goettler · Daniel Wong · Heriniaina Rajaoberison Melanie Armenas · Mark Westman · Daniel Allara Advisors Dr. Ethan Burnham-Fay · Kyle DeManincor · Jim Alkins https://docs.google.com/document/d/1O9zWnMsXp2kttvCnGx9Cloe6BIANx8N5uxl2V2ImnuY/edit# 1/81 5/6/2019 2019 Tech Report - Google Docs University of Rochester, Tech Report ·Page 2 Executive Summary This year, the University of Rochester Solar Splash team focused on improving our boat in two areas. We built a robust, modular telemetry system which records sensor data about the boat’s performance. Data points are displayed live in the boat, transmitted over radio to a shore computer, and stored in a database for later analysis. This system is used to transmit the throttle and controls for the boat, allowing our team to use control algorithms to follow a power budget. On the mechanical systems side, we improved our outboard motor to use a simplified direct drive and interchangeable motor system. Our outboard motor has been modified to accommodate propellers up to 14”. The ability to change motor and propeller on the same outboard assembly gives our team a large amount of flexibility. Each of these changes was implemented in response to events of the previous year. At the end of last year, our team suffered a setback that prevented us from attending competition. During testing, we overheated our motor and were not able to secure a replacement in time for competition. -
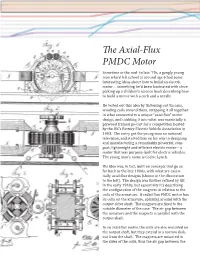
The Axial-Flux PMDC Motor
The Axial-Flux PMDC Motor Sometime in the mid- to late ‘70s, a gangly young man who’d left school at around age 6 had some interesting ideas about how to build an electric motor… something he’d been fascinated with since picking up a children’s science book describing how to build a motor with a cork and a needle. winding coils around them, strapping it all together He tested out this idea by flattening out tin cans, design, and cobbling it into what was essentially a plywoodin what amounted framed go-cart to a unique for a competition “axial flux” motor hosted by the UK’s Battery Electric Vehicle Association in 1983. The entry got the young man on national television, and started him on his way to designing and manufacturing a remarkably powerful, com- motor that was purpose-built for electric vehicles. Thepact, young lightweight man’s andname efficient is Cedric electric Lynch. motor – a His idea was, in fact, built on concepts that go as far back as the late 1800s, with what are essen- intially the axial-flux early 1940s, designs but essentially (shown in theit’s describingillustration to the left). The design was further refined by GE itsthe coils configuration on the armature, of the magnets spinning in around relation with to the the coils of the armature. A radial flux PMDC motor has outside diameter of the case. The air gap between theoutput armature drive shaft. and the The magnets magnets is areparallel fixed with to the the output shaft. the output shaft, but they extend in a narrow disk, outIn an from axial the flux shaft. -
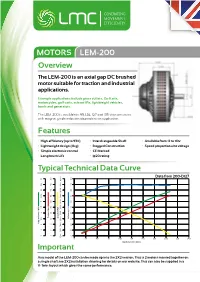
LEM-200 GENERATING MOVEMENT EFFICIENTLY Overview the LEM-200 Is an Axial Gap DC Brushed Motor Suitable for Traction and Industrial Applications
GENERATING GENERATING LMC LMC MOVEMENT MOVEMENT LMC LMC LMC LMC EFFICIENTLY EFFICIENTLY GENERATING MOVEMENT LMC LMC LMC LMC EFFICIENTLY LMC LMC GENERATING GENERATING MOVEMENT MOVEMENT EFFICIENTLY LMC LMC EFFICIENTLY LMC LMC LMC LMC GENERATING Marine Drive Systems MOVEMENT EFFICIENTLY GENERATING GENERATING LMC LMC MOVEMENT LMC MOVEMENT LMC LMC EFFICIENTLY LMC LMC EFFICIENTLY GENERATING MOVEMENT EFFICIENTLY GENERATING GENERATING LMC MOVEMENT LMC MOVEMENT LMC EFFICIENTLY EFFICIENTLY GENERATING MOVEMENT EFFICIENTLY MOTORS LEM-200 GENERATING MOVEMENT EFFICIENTLY Overview The LEM-200 is an axial gap DC brushed motor suitable for traction and industrial applications. Example applications include grass cutters, Go-Karts, motorcycles, golf carts, scissor lifts, lightweight vehicles, boats and generators. The LEM-200 is available in 95, 126, 127 and 135 strip armatures with magnet grade selection dependant on application. Features • High efficiency (up to 93%) • Interchangeable Shaft • Available from 12 to 110v • Lightweight design (11kg) • Rugged Construction • Speed proportional to voltage • Simple electronic control • CE Marked • Long brush Life • Ip20 rating Typical Technical Data Curve Data from 200-D127 15 50 100 4200 45 90 13.5 4100 12 40 80 4000 35 70 10.5 3900 9 30 60 3800 25 50 7.5 3700 6 40 20 3600 Torque / Nm Torque Speed / RPM Efficiency / % 15 30 4.5 3500 Output Power / kW 3 10 20 3400 5 10 1.5 3300 0 0 0 3200 0 25 50 75 100 125 150 175 200 225 250 Input Current / Amps Important Any model of the LEM-200 can be made up into the 2X2 version. This is 2 motors married together on a single shaft see 2X2 installation drawing for details on our website. -

Hydrogen-Electric Motorcycle
HHyyddrrooggeenn--EElleeccttrriicc MMoottoorrccyyccllee Final Project Report Designers: Dave Berkey, Josh Bitterman, Darren LeBlanc Michelle Lehman, Kevin McGarvey Sponsor: Electrion, Inc., Messiah College Collaboratory Advisor: Dr. Don Pratt May 13, 2002 2 Abstract “The number of vehicles on our roads and the number of miles driven by those vehicles are growing at an accelerating rate, resulting in increased national petroleum consumption and air pollution.” (Sutula, 2) In response to these problematic trends, new vehicles are being introduced to achieve better fuel efficiency while producing fewer harmful emissions. In view of this need, this project has worked in collaboration with Electrion Inc. to develop a personal transportation device using hydrogen, a zero- emissions fuel. The main focus of our team lied in the mechanical and electrical aspects of a small motorcycle, or scooter, rather than the implementation of the hydrogen fuel. With a prototype of the scooter provided for us by our industry contact, Dr. Joseph Kejha, we have made improvements to his design in order to solve several performance-limiting problems. The bulk of our work falls into three main areas of design: the body, the steering, and the electrical system. The body design, or chassis design, was accomplished using finite element analysis software, in which we were able to assess our material choice and analyze our frame design in order to construct the most efficient body. Our steering system will simply improve upon the present steering column and its actuation mechanism. The electrical aspect of this project incorporates the design of a system integrating Lithium Polymer batteries with the electric motor and overall control system. -

Build-Your-Own-Electric-Motorcycle
Build Your Own Electric Motorcycle TAB Green Guru Guides Consulting Editor: Seth Leitman Renewable Energies for Your Home: Real-World Solutions for Green Conversions by Russel Gehrke Build Your Own Plug-In Hybrid Electric Vehicle by Seth Leitman Build Your Own Electric Motorcycle by Carl Vogel Build Your Own Electric Motorcycle Carl Vogel New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2009 by The McGraw-Hill Companies, Inc. All rights reserved. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. ISBN: 978-0-07-162294-3 MHID: 0-07-162294-2 The material in this eBook also appears in the print version of this title: ISBN: 978-0-07-162293-6, MHID: 0-07-162293-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trademarked name, we use names in an editorial fashion only, and to the benefit of the trademark owner, with no intention of infringement of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. To contact a representative please e-mail us at [email protected]. Information contained in this work has been obtained by The McGraw-Hill Companies, Inc. -
See the Team's Technical Report Here
UNIVERSITY OF ROCHESTER Advisor: Date of Submission: Scott Russell 05/08/2017 – 2017 Competition Team Members: Madeline Hermann ‘17 Edward Ruppel ‘17 John Krapf ‘18 Christopher Dalke ‘19 Nitish Sardana ‘17 Matthew Dombroski ‘17 Devin Marino ‘18 Seth Schaffer ‘19 Ryan Green ‘20 Benjamin Martell ‘19 Martin Barocas ‘19 Andrew Gutierrez ‘19 Maxwell Kearns ‘20 Joshua Lomeo ‘18 University Of Rochester Solar Splash Executive Summary The objective of this year’s University of Rochester Solar Splash (URSS) team was to increase our scores in every race, place in the top three overall, and once again be competitive with the top veteran teams. This competitive spirit has driven a group of multidisciplinary students at the University of Rochester to become enthusiastic about the application of their studies and solar power as an alternative source of energy. Rochester Solar Splash team members committed thousands of hours and dollars to their seventh iteration of a competitive Solar Splash boat. Out of consideration for the sprint portion of the competition, URSS aimed to increase the efficiency and power output of the drive system. To this end, a modular outboard drive system was built with a 1.78:1 pulley ratio to spin the propeller at a maximum of 5,500 rpm. In consideration of weight, a three bar linkage-linear actuator system was implemented to control the outboard angle; a system significantly lighter than the previous gear motor controlled Levi drive. A new hull for the 2017 competition was designed and optimized using a practical flume based model. Focusing on ease of construction and minimizing training requirements, the decision was made to construct the hull from lightweight cedar strips; a major departure from the fiberglass hulls used in the 2010-2016 competitions. -
Downlaod the LEM-130 Specifications
GENERATING GENERATING LMC LMC MOVEMENT MOVEMENT LMC LMC LMC LMC EFFICIENTLY EFFICIENTLY GENERATING MOVEMENT LMC LMC LMC LMC EFFICIENTLY LMC LMC GENERATING GENERATING MOVEMENT MOVEMENT EFFICIENTLY LMC LMC EFFICIENTLY LMC LMC LMC LMC GENERATING Marine Drive Systems MOVEMENT EFFICIENTLY GENERATING GENERATING LMC LMC MOVEMENT LMC MOVEMENT LMC LMC EFFICIENTLY LMC LMC EFFICIENTLY GENERATING MOVEMENT EFFICIENTLY GENERATING GENERATING LMC MOVEMENT LMC MOVEMENT LMC EFFICIENTLY EFFICIENTLY GENERATING MOVEMENT EFFICIENTLY MOTORS LEM-130 GENERATING MOVEMENT EFFICIENTLY Overview The LEM-130 is a 6 pole axial gap D.C. brush motor suitable for light traction and robotics applications. Example applications include railway service vehicle, scooters, mopeds and small vehicles. The LEM-130 is available with two options: 95 and 95S Features • High efficiency (up to 88%) • Rugged Construction • Lightweight design • CE Marked • Simple electronic control • Ip20 rating • Long brush Life • Voltage 12 to 48v Typical Technical Data Curve Data from LEM-130/95 (65V) 5 10 100 7200 9 90 4.5 7100 4 8 80 7000 7 70 3.5 6900 3 6 60 6800 5 50 2.5 6700 4 2 40 6600 Torque / Nm Torque Speed / RPM Efficiency / % 3 1.5 30 6500 Output Power / kW 1 2 20 6400 1 10 0.5 6300 0 0 0 6200 0 10 20 30 40 50 60 70 80 90 100 Input Current / Amps Technical Data y e C d D Current Spee Constant stance oad Armature Armature L Peak Power Rated Rated Power Peak Current Rated Torque Rated Voltag Rated Current Resi Peak Efficienc Speed Armature Inertia No Torque Constant Inductance @ 15kHz Motor A Nm/A Rpm/V mΩ µH Kgm^2 kW % A kW Rpm V A Nm 95 6 0.0631 138 32.5 14 0.0116 3 82 100 2.27 4968 36 75 4.35 95S 6 0.0631 138 32.5 14 0.0117 4 88 100 3.02 6624 48 75 4.35 GENERATING GENERATING LMC LMC MOVEMENT MOVEMENT LMC LMC LMC LMC EFFICIENTLY EFFICIENTLY GENERATING MOVEMENT LMC LMC LMC LMC EFFICIENTLY LMC LMC GENERATING GENERATING MOVEMENT MOVEMENT EFFICIENTLY LMC LMC EFFICIENTLY LMC LMC LMC LMC Label QTY PartNo. -

Hybrid Electric Recumbent Motorcycle Powertrain
2003-05-09-007 Hybrid Electric Recumbent Motorcycle Powertrain S. Koslowsky, J. Nilsen, A. Stuckey Messiah College Engineering Department Final Design Report May 9, 2002 One College Avenue Grantham, PA 17027 0.1 Abstract Many automotive manufacturers are actively pursuing hybrid vehicle technology in an attempt to improve fuel economy and reduce harmful emissions. In response to the need to establish alternative sources of vehicle propulsion, this project has worked in collaboration with Electrion, Inc. to develop a unique personal transportation device utilizing a hybrid electric powertrain. Electrion’s patented design utilizes a drag-reducing recumbent seating position and a hybrid-electric powertrain to increase fuel efficiency. This project’s efforts focused on designing, constructing, and testing a hybrid- electric powertrain for integration with Electrion’s personal transportation device. The team evaluated various powertrain configurations based on their ability to meet size, weight, and power requirements. The final design combines a four-stroke combustion engine, a DC generator, a lithium polymer battery pack, and a lightweight DC motor in a series configuration. The team tested the powertrain on a dynamometer to simulate real world driving conditions. 0.2 Table of Contents 1 Intro 1.1 Description 1.2 Literature Review 1.3 Solution 2 Design Process 3 Implementation 3.1 Construction 3.1.1 Mounting 3.1.2 Interfacing 3.2 Operation / Testing 3.2.1 Individual Component Testing 3.2.2 Complete Powertrain Testing 4 Project Management