Lumasense Impac Pyrometers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A New Pyrometer for the True Temperature Measurement of Aluminium Billet and Bar in Forging Process
A NEW PYROMETER FOR THE TRUE TEMPERATURE MEASUREMENT OF ALUMINIUM BILLET AND BAR IN FORGING PROCESS Prepared by: Boris Shtarker and Ofer Yoely Introduction Temperature control plays an important role in any hot-working operation. Contact methods of measurement are often difficult as the probes tends to wear and maintenance of the probes can be time consuming and expensive. Non-contact measurement using infrared sensors has been tried many times but with only limited success on aluminum because of the low and variable emissivity. The 3T company in Israel has successfully developed an infra-red temperature measurement system that uses several different wavelengths and complex algorithms to accurately measure the temperature in the extrusion, forging, hot- rolling and casting of aluminum alloys. The P3000 pyrometer joins the family of innovative products that have been developed by 3T - True Temperature Technologies for use in the aluminum forging industry. Accurate measurement of aluminum parts during forging process is vital to ensure quality product. It is well established that even minor changes in the billet temperature can cause deterioration in the mechanical properties of the forged part, by creating internal stresses and deformations. For that reason, AUTOMOTIVE PARTS MANUFACTURERS demand accurate measurement of each forged billet coming in and out the press. Due to long response time of contact probe, and frequent probe tip maintenance, measurement with thermocouple is not applicable - a few seconds for each measurement will be very expensive in mass production. ISRAEL Tel: 972-4-9990025, Fax: 972-4-9990031 ,20179 סאל Teradion Industrial Park, Misgav E-Mail: [email protected], Web: www.3t.co.il Unlike contact probe 3Ts non-contact optical pyrometer, will measure temperature within less than a second, and therefore is the most suitable instrument for forging application. -

(12) United States Patent (10) Patent No.: US 6,799,137 B2 Schietinger Et Al
USOO67991.37B2 (12) United States Patent (10) Patent No.: US 6,799,137 B2 Schietinger et al. (45) Date of Patent: Sep. 28, 2004 (54) WAFER TEMPERATURE MEASUREMENT 3.262,758 A 7/1966 Stewart et al. METHOD FOR PLASMA ENVIRONMENTS 4,075,493 A 2/1978 Wickersheim 4,348,110 A 9/1982 Ito Inventors: Charles W. Schietinger, Milwaukie, 4,574.486 A 3/1986 Drechsler (75) 4,750,139 A 6/1988 Dils OR (US); Ronald A. Palfenier, Oregon 4,845,647 A 7/1989 Dils et al. City, OR (US) 4.956,538 A 9/1990 Moslehi 5,154,512 A 10/1992 Schietinger et al. (73) Assignees: Engelhard Corporation, Iselin, NJ 5,231,595 A * 7/1993 Makino et al. ............. 702/134 (US); Exactus, Inc., Boca Raton, FL 5,305,416 A * 4/1994 Fiory ............... ... 392/416 (US) 5,624,590 A * 4/1997 Fiory ......................... 219/390 Notice: Subject to any disclaimer, the term of this (List continued on next page.) patent is extended or adjusted under 35 OTHER PUBLICATIONS U.S.C. 154(b) by 65 days. “Optical Pyrometry Begins to Fulfill its Promise,” Alex ander Braun, Semiconductor International, Mar. 1998, pp. 1 (21) Appl. No.: 10/197,230 and 2. (22) Filed: Jul. 16, 2002 (List continued on next page.) (65) Prior Publication Data Primary Examiner John Barlow US 2003/0033110 A1 Feb. 13, 2003 ASSistant Examiner Demetrius R. Pretlow (74) Attorney, Agent, or Firm-Stoel Rives LLP Related U.S. Application Data (57) ABSTRACT (63) Continuation-in-part of application No. 09/872,752, filed on Jun. -

LECTURE 37 Temperature Measurement: Radiation Pyrometry
LECTURE 37 Temperature Measurement: Radiation Pyrometry Contents Black Body Radiation Radiation from real surfaces Principles of radiation pyrometer Total radiation pyrometer Limitations of Radiation Pyrometer Disappearing Filament Pyrometer Key Words: furnaces, radiation, pyrometer Black body radiation A body at higher temperatures emits electromagnetic radiation. The rate at which energy is emitted depends on surface temperature and surface conditions. The thermal radiation from a body is composed of wavelengths forming an energy distribution. The total emissive power of a black body e at a particular temperature is e e dλ (1) In which is wavelength and e is monochromatic emissive power. Planck’s distribution law relates e to the wavelength and temperature: e (2) KB T In which is Planck’s constant, a is velocity of light, is wavelength. is absolute temperature and KB is Boltzmann constant. Total emissive power of a black body is e σ T . (3) In which is Stefan’s Boltzmann constant and its value is 5.67 10 W m K. Radiation from real surfaces Black body is an idealized concept in radiation. A black body absorbs all incoming radiation and transmits none. Black body is also a perfect emitter, since it emits radiation of all wavelengths. Its total emissive power is theoretically the highest that can be achieved at any given temperature. Thus, all real surfaces emit thermal radiations lower than black surface at any temperature such that e e (4) In which is emissivity and is total radiation from a real surface. Obviously 1 for a black body and 1 for all a real surfaces. -
Infrared Thermography for Temperature Measurement and Non-Destructive Testing
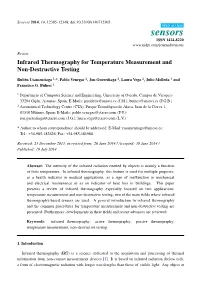
Sensors 2014, 14, 12305-12348; doi:10.3390/s140712305 OPEN ACCESS sensors ISSN 1424-8220 www.mdpi.com/journal/sensors Review Infrared Thermography for Temperature Measurement and Non-Destructive Testing Ruben´ Usamentiaga 1;*, Pablo Venegas 2, Jon Guerediaga 2, Laura Vega 2, Julio Molleda 1 and Francisco G. Bulnes 1 1 Department of Computer Science and Engineering, University of Oviedo, Campus de Viesques 33204 Gijon,´ Asturias, Spain; E-Mails: [email protected] (J.M.); [email protected] (F.G.B.) 2 Aeronautical Technology Centre (CTA), Parque Tecnologico´ de Alava,´ Juan de la Cierva 1, 01510 Minano,˜ Spain; E-Mails: [email protected] (P.V.); [email protected] (J.G.); [email protected] (L.V.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +34-985-182626; Fax: +34-985-181986. Received: 23 December 2013; in revised form: 26 June 2014 / Accepted: 30 June 2014 / Published: 10 July 2014 Abstract: The intensity of the infrared radiation emitted by objects is mainly a function of their temperature. In infrared thermography, this feature is used for multiple purposes: as a health indicator in medical applications, as a sign of malfunction in mechanical and electrical maintenance or as an indicator of heat loss in buildings. This paper presents a review of infrared thermography especially focused on two applications: temperature measurement and non-destructive testing, two of the main fields where infrared thermography-based sensors are used. A general introduction to infrared thermography and the common procedures for temperature measurement and non-destructive testing are presented. Furthermore, developments in these fields and recent advances are reviewed. -

Towards an Ultra-High-Speed Combustion Pyrometer "2279
International Journal of Turbomachinery Propulsion and Power Article y Towards an Ultra-High-Speed Combustion Pyrometer Alberto Sposito, Dave Lowe and Gavin Sutton * National Physical Laboratory (NPL), Hampton Road, Teddington TW11 0LW, UK; [email protected] (A.S.); [email protected] (D.L.) * Correspondence: [email protected] This paper was presented at the 9th EVI-GTI International Gas Turbine Instrumentation Conference, Graz, y Austria on 20–21 November 2019. Received: 2 March 2020; Accepted: 10 December 2020; Published: 15 December 2020 Abstract: Measuring reliably the correct temperature of a sooty flame in an internal combustion engine is important to optimise its efficiency; however, conventional contact thermometers, such as thermocouples, are not adequate in this context, due to drift, temperature limitation ( 2100 K) and ≤ slow response time (~10 ms). In this paper, we report on the progress towards the development of a novel ultra-high-speed combustion pyrometer, based on collection of thermal radiation via an optical fibre, traceably calibrated to the International Temperature Scale of 1990 (ITS-90) over the temperature range T = (1073–2873) K, with residuals <1%, and capable of measuring at a sampling rate of 250 kHz. Keywords: combustion; temperature; pyrometer; optical sensor 1. Introduction Traceable, reliable measurement of combustion temperature is important because it can improve the understanding of the combustion process and provide a mechanism for the optimisation of engine power, fuel consumption and emissions [1]. These measurements are performed under highly dynamic conditions, with temperature changes of up to ~3300 K occurring on a millisecond timescale. Conventional temperature sensors based on contact thermometry (e.g., thermocouples) are inadequate in this context, due to their slow response time (~10 ms), temperature limitation ( 2100 K), drift and ≤ perturbation of the combustion process. -

Characteristics of Radiation Pyrometers
CHARACTERISTICS OF RADIATION PYROMETERS By George K. Burgess and Paul D. Foote CONTENTS Page I. Introduction 92 II. Principles of radiation pyrometry 93 1. Fundamental formulas 93 2. Geometry of the radiation pyrometer 95 3. The radiation pyrometer as a black receiver 99 4. Thermoelectric receiver and galvanometer 104 5. Statement of sources of error 107 III. Types op radiation pyrometer 109 1. Mirror and thermocouple pyrometer 109 (a) Adjustable focus 109 (6) Fixed-focus pyrometers 114 2. Mirror and spiral-spring pyrometer 115 3. Lens and thermocouple pyrometer 117 4. Cone thermoelectric pyrometer 119 5. Notes on construction and behavior 119 IV. Methods op calibration 122 1. Primary calibration 122 (a) Graphite black body 122 (b) Porcelain black body 125 2. Secondary calibration 127 3. Computation of calibration data 130 (a) Effect of T term 131 (6) Determination of the exponent b 133 (c) Calibration of Fery pyrometer with and without dia- phragm 134 (d) Effects of errors 134 V. Methods op use 134 1. Use with galvanometer or with potentiometer 134 (a) Extrapolation on galvanometer scale 135 2. Recording radiation pyrometers 137 3. Methods of sighting on furnace 138 4. Use of a radiation pyrometer with a source of insufficient size . 140 9i . 92 Bulletin of the Bureau of Standards [Vol. 12 Page VI. Discussion OF errors 143 1 • Lag I43 (a) Causes of lag 145 2. Resistance of thermocouples used in radiation pyrometers and variation in resistance with temperature of the source 147 3. Effect of dirt and oxidation upon the condensing device. 148 4. Effect of distance and size of source 150 (a) Fery mirror thermoelectric pyrometer 151 Mechanical construction 151 Convection currents 153 Stray reflection 153 Effect of size of image 154 Summary of focusing errors for a Fery pyrometer . -

Guide to the Realization of the ITS-90: Radiationthermometry
Bureau International des Poids et Mesures Guide to the Realization of the ITS-90 Radiation Thermometry Consultative Committee for Thermometry under the auspices of the International Committee for Weights and Measures Guide to the Realization of the ITS-90 Radiation Thermometry Radiation Thermometry CONTENTS 1 Introduction 1.1 ITS-90 definition 1.2 Historical retrospective 2 Practical implementation of the ITS-90 definition 2.1 The measured signal ratio 2.2 Measuring the relative spectral responsitivity 2.3 Measuring the ITS-90 fixed-point blackbody 2.4 Measuring the source of unknown temperature 2.5 Calculating T90 from the measured signal ratio 3 Standard radiation thermometers 3.1 Optical system 3.2 Spectral filters 3.3 Detectors 4 Size-of-source effect 5 Non-linearity 6 Uncertainty determinations References Last updated 1 January 2018 2 / 17 Guide to the Realization of the ITS-90 Radiation Thermometry Guide to the Realization of the ITS-90 Radiation Thermometry H Yoon, National Institute of Standards and Technology, Gaithersburg, USA P Saunders, Measurement Standards Laboratory of New Zealand, Lower Hutt, New Zealand G Machin, National Physical Laboratory, Teddington, United Kingdom A D Todd, National Research Council of Canada, Ottawa, Canada ABSTRACT This paper is a part of guidelines, prepared on behalf of the Consultative Committee for Thermometry, on the methods how to realize the International Temperature Scale of 1990. It discusses the major issues linked to radiation thermometry for the realization of the International Temperature Scale of 1990 at high temperatures. 3 / 17 Guide to the Realization of the ITS-90 Radiation Thermometry 1. -

Infrared Temperature and Emissivity Measurement
Real Time Emissivity Measurement for Infrared Temperature Measurement Pyrolaser®, Pyrofiber® & Optitherm® III Emissivity Technology While infrared thermometry has been used for many years in industrial applications, the measurement of temperature utilizing this technology has been restricted due to inherent infrared weaknesses; the actual emissivity of the target material. The greatest deficiency is quite fundamental; infrared thermometers measure radiance received from a target i.e. one variable, while integration of Planck’s radiation law governing the relationship between the radiance and temperature measurement requires knowledge of a second variable, the target surface emissivity. The solution has been a combination of operator estimates based on experience, or use of dual and multi-wavelength pyrometers, which attempt to sidestep the mathematical problem by ratioing-out the emissivity using two or more simultaneous measurements of the radiance. For many applications operator experience and multi-wavelength technology are not valid. Emissivity varies with surface condition, temperature, wavelength and time. Without determining a targets emissivity value, true target temperature cannot be determined. Use the ePyroCal emissivity Calculator to determine just how emissivity errors can impact infrared temperature measurements. The Pyrolaser® & Pyrofiber® infrared thermometer instruments use a patented laser based infrared technology to determine a targets True Emissivity Correct Temperature (Te). Pyrolaser® & Pyrofiber® accomplishes this -
Calibration and Measurement Procedures for a High Magnification Thermal Camera
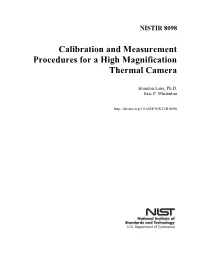
NISTIR 8098 Calibration and Measurement Procedures for a High Magnification Thermal Camera Brandon Lane, Ph.D. Eric P. Whitenton http://dx.doi.org/10.6028/NIST.IR.8098 NISTIR 8098 Calibration and Measurement Procedures for a High Magnification Thermal Camera Brandon Lane Eric Whitenton Engineering Laboratory Intelligent Systems Division This publication is available free of charge from: http://dx.doi.org/10.6028/NIST.IR.8098 December 2015 U.S. Department of Commerce Penny Pritzker, Secretary National Institute of Standards and Technology Willie May, Acting Under Secretary of Commerce for Standards and Technology and Acting Director This page intentionally left blank Calibration and Measurement Procedures for a High Magnification Thermal Camera Brandon Lane Eric P. Whitenton National Institute of Standards and Technology, Gaithersburg, MD USA 20899-8223 ABSTRACT Infrared thermography is a relatively mature measurement technology, however systematic evaluation of measurement uncertainty for multi-point measurement (an infrared focal plane array) is very limited, or, does not follow uncertainty evaluation guidelines outlined in the Bureau International des Poids et Mesures Guide to the Expression of Uncertainty in Measurement (BIPM-GUM). In order to approach uncertainty evaluation of thermographic measurements, a new thermographic calibration and measurement procedure was developed at the National Institute of Standards and Technology (NIST). This method takes from procedures used with single-point radiation pyrometers, which have a more developed background in uncertainty evaluation stemming from their use as calibration transfer instruments. This report details a methodology for calibrating a thermal camera and obtaining temperature measurements, including measurement of emissivity and point spread function. This procedure is performed as a ‘post-processing’ technique which does not require the camera operating software to convert camera signal to temperature values. -

Barc/2011/E/008 Barc/2011/E/008 Development of Radiation
BARC/2011/E/008 BARC/2011/E/008 DEVELOPMENT OF RADIATION PYROMETER FOR TIME-RESOLVED MEASUREMENT OF TEMPERATURES IN SHOCK-WAVE COMPRESSION EXPERIMENTS by Amit S. Rav, K.D. Joshi and Satish C. Gupta Applied Physics Division 2011 BARC/2011/E/008 GOVERNMENT OF INDIA ATOMIC ENERGY COMMISSION BARC/2011/E/008 DEVELOPMENT OF RADIATION PYROMETER FOR TIME-RESOLVED MEASUREMENT OF TEMPERATURES IN SHOCK-WAVE COMPRESSION EXPERIMENTS by Amit S. Rav, K.D. Joshi and Satish C. Gupta Applied Physics Division BHABHA ATOMIC RESEARCH CENTRE MUMBAI, INDIA 2011 BARC/2011/E/008 BIBLIOGRAPHIC DESCRIPTION SHEET FOR TECHNICAL REPORT (as per IS : 9400 - 1980) 01 Security classification : Unclassified 02 Distribution : External 03 Report status : New 04 Series : BARC External 05 Report type : Technical Report 06 Report No. : BARC/2011/E/008 07 Part No. or Volume No. : 08 Contract No. : 10 Title and subtitle : Development of radiation pyrometer for time-resolved measurement of temperatures in shock-wave compression experiments 11 Collation : 31 p., 11 figs., 1 tab. 13 Project No. : 20 Personal author(s) : Amit S. Rav; K.D. Joshi; Satish C. Gupta 21 Affiliation of author(s) : Applied Physics Division, Bhabha Atomic Research Centre, Mumbai 22 Corporate author(s) : Bhabha Atomic Research Centre, Mumbai - 400 085 23 Originating unit : Applied Physics Division, BARC, Mumbai 24 Sponsor(s) Name : Department of Atomic Energy Type : Government Contd... BARC/2011/E/008 30 Date of submission : March 2011 31 Publication/Issue date : April 2011 40 Publisher/Distributor : Head, Scientific Information Resource Division, Bhabha Atomic Research Centre, Mumbai 42 Form of distribution : Hard copy 50 Language of text : English, Hindi 51 Language of summary : English 52 No. -

Pyrolaser Emissivity Measuring Infrared Thermometer Fundamental
Operating Experience with An Emissivity Measuring Laser Based Infrared Pyrometer Non Contact Infrared Thermometer Temperature Measurement International Test and Transducer Conference Sensors & Systems E. K. Mathews and G. J. Kilford Introduction: While in use in many industrial applications and research activities, the measurement of temperature utilizing infrared greatest deficiency is quite fundamental; IR thermometers measure radiance received from a target i.e. one variable, while integration of Planck’s law governing the relationship between the radiance and temperature requires knowledge of a second variable, the target surface emissivity. Heretofore, the solution has been a combination of operator estimates based on experience, or use of dual and multi-wavelength pyrometers, which sidestep the mathematical problem by ratioing-out the emissivity using two or more simultaneous measurements of the radiance. The assumptions here are that the surface is a grey body, with constant emissivity (e) or fixed ratios between emissivities at two or more wavelengths. In many industrial applications these assumptions are not valid. Emissivity varies with surface condition, temperature, wavelength and indeed, with time. Industrial processes have dynamic characteristics and the targets have varying properties; the simple emissivity assumptions are not valid. The second chronic error in industrial infrared temperature measurement is that caused by background radiation irradiance or energy reflected by the target to the measuring instrument. The instrument receives infrared energy from the target composed of the emitted energy plus that source by furnace walls or a combustion front and reflected by the target to the measuring instrument. We thus have a two-fold effect of target emissivity: Where (r ) is the target reflectivity and the subscript (l ) refers to wavelength. -
Installation and Operation Manual for the Gold Series
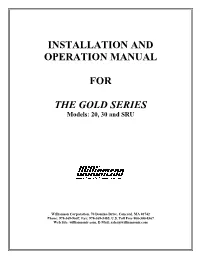
INSTALLATION AND OPERATION MANUAL FOR THE GOLD SERIES Models: 20, 30 and SRU Williamson Corporation, 70 Domino Drive, Concord, MA 01742 Phone: 978-369-9607, Fax: 978-369-5485, U.S. Toll Free 800-300-8367 Web Site: williamsonir.com, E-Mail: [email protected] Gold Series Installation & Operation Manual Page 2 WILLIAMSON TWO YEAR WARRANTY Williamson Corporation warrants to the purchaser of This warranty does not cover defects resulting from each new temperature sensor that any part thereof that accident, alteration, improper use, or failure of the proves to be defective in material or workmanship purchaser to follow normal operating procedures as within two (2) years from the date of shipment will be outlined in the installation and operation manual. repaired or replaced at no charge. Williamson Williamson will inspect each sensor returned to verify requires that the instrument be returned to Williamson its proper use and the nature of the defect or damage with all freight charges prepaid. The repair or reported. replacement work will be scheduled with the customer and return shipped by UPS ground. If the customer THIS WARRANTY IS IN LIEU OF ANY requests a premium delivery service, the customer will WARRANTY OF MERCHANTABILITY AND pay the difference between the ground and premium OF ALL OTHER WARRANTIES, EXPRESSED service. OR IMPLIED, ALL OF THAT ARE HEREBY EXCLUDED. Williamson Corporation shall in no If a performance problem should occur, contact our event be liable for any special, indirect, or representative in your area or our office in Concord, consequential damages whatsoever, and neither Massachusetts. assumes nor authorizes any person to assume for it any other obligation or liability.