Technology Assessment of Automation Trends in the Modular Home Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -
Operating Instructions
FREUD Operating Instructions JS104K Biscuit Joiner Kit Contents Safety General Safety Rules Additional Safety Rules for Biscuit Joiners Functional Description and Specifications Symbols Parts and Feature Diagram Specifications Operating Instructions Prior to Operation Changing the Blade Using the Dust Bag Adjusting Cutting Depth Fence Adjustments Starting the Tool Making a Cut Machine Lubrication Applications Edge to Edge Joints T-Joints Frame Joints Edge Miter Joints Corner Joints Maintenance & Inspection Service Tool Lubrication Bearings Brushes Commutator Accessories Standard Power Tool Warranty BRIEF DESCRIPTION The Freud JS104K biscuit joiner is intended solely for cutting slots for biscuits in solid wood and wood related materials such as MDF, particle board, plywood, etc. Any alternative use of this machine would be considered a failure to comply with the intended purpose of the machine. The manufacturer is not liable for any damage or injury arising from the improper use of this machine and the user assumes sole responsibility in this case. ADDITIONAL SAFETY RULES FOR BISCUIT JOINERS WARNING! Do not cut material containing amianthus/asbestos. Working with materials containing amianthus/asbestos and/or silica stones produces a dust which is harmful to health. Protect yourself from inhaling this dust, in compliance with regulations on accident prevention. Be sure that you use this machine in an uncluttered work environment. Avoid wearing loose fitting clothing while operating this tool. Always wear eye protection, hearing protection, dust mask, and anti-slip footwear when using this tool. Always unplug the power cord before making blade changes or adjustments to the tool. Be sure the blade is properly tightened before turning the machine on and make sure the flange fits in the arbor hole when installing the blade. -
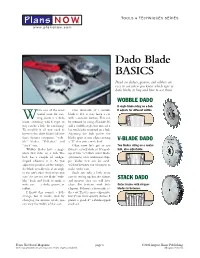
Dado Blade BASICS Dead-On Dadoes, Grooves, and Rabbets Are Easy to Cut When You Know Which Type of Dado Blades to Buy and How to Use Them
TOOLS & TECHNIQUES SERIES Plans NOW® www.plansnow.com Dado Blade BASICS Dead-on dadoes, grooves, and rabbets are easy to cut when you know which type of dado blades to buy and how to use them. WOBBLE DADO A single blade riding on a hub. hile one of the most One downside of a wobble It adjusts for different widths. useful tools for cut- blade is that it may leave a cut Wting joints is a dado with a concave bottom. This can blade, selecting which type to be reduced by using a V-blade. It’s buy can be a little bit confusing. still a wobble-style, but instead it To simplify it, all you need to has two blades mounted on a hub. know is that dado blades fall into Adjusting the hub pushes the three distinct categories: “wob- blades apart at one edge, creating V-BLADE DADO ble” blades, “V-blades,” and a “V” that cuts a wide kerf. “stack” sets. Okay, now let’s get to my Two blades riding on a center Wobble blades have a single favorite:a stack dado set.It’s made hub, also adjustable. 1 blade that rides on a hub. The up of two /8"-thick outer blades hub has a couple of wedge- (trimmers) with additional chip- shaped adjusters in it. As you per blades that can be sand- adjust the position of the wedges, wiched between the trimmers to the blade actually tilts at an angle make wider cuts. to the saw’s arbor.And, when you Stack sets take a little more turn the saw on, the blade “wob- care in setting up, but the dadoes STACK DADO bles” back and forth to make a and grooves they cut will have wide cut — a dado, groove, or clean, flat bottoms with little Outer blades with chipper rabbet. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House By N. H. Sand and Peter Koch SouthernForest ExperimentStation Forest Service. U. S. Departmentof Agriculture I t is the year 1796or thereabouts. ily, and he succeeds so well that designed and made with good Louisiana is a Spanish colony with the dwelling still remains sound and materials. French traditions and culture. attractive after 175 years, a very Now known (from a later owner) Pierre Baillio II, of a prominent great age for a house in America. asthe Kent PlantationHouse, Bail- French family, has a sizeable grant To reach it takes good luck-escape lio's home has recently beenmade of land along the Red River near from fire, flood and the Civil War. into a museum in Alexandria, a a small town called EI Rapido. Continuous occupancy and the care short distance from where it was Baillio undertakes to have a that goes with it also helps. Most originally constructed. There it house built for himself and his fam- of all, the house must be soundly standsas testimony to the skins of early Louisiana carpenter crafts- men. In contrast to architects, who seemto leapinto print with no great difficulty, carpenters are a silent tribe. They come to the job with their tool chests, exercise many skins of construction and some of design, and then pass on. Often their works are their only record. Occasionally some tools survive and, after generationsof neglectand abuse,these may find their way int() antique shopsor museums. Thus it is difficult to speakin de- tail of the builders of any given house. -
Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.)
International Journal of Information Systems for Crisis Response and Management (IJISCRAM) Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.) 15 International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry i TABLE OF CONTENTS Christian Reuter EDITORIAL Henrik Berndt, Tilo Mentler and Michael Herczeg OPTICAL HEAD-MOUNTED DISPLAYS IN MASS CASUALTY INCIDENTS Johannes Sautter, Lars Böspflug, Matthias Max, Denis Havlik, Marc Erlich, Kalev Rannat and Wolf Engelbach SIMULATION AND ANALYSIS OF MASS CASUALTY MISSION TACTICS - CONTEXT OF USE, INTERACTION CONCEPT, IMPLEMENTATION AND EVALUATION Kristian Rother, Inga Karl and Simon Nestler TOWARDS VIRTUAL REALITY CRISIS SIMULATION AS A TOOL FOR USABILITY TESTING OF CRISIS RELATED INTERACTIVE SYSTEMS Thomas Ludwig, Christoph Kotthaus and Volkmar Pipek SHOULD I TRY TURNING IT OFF AND ON AGAIN? OUTLINING HCI CHALLENGES FOR CYBER-PHYSICAL PRODUCTION SYSTEMS Christian Reuter TOWARDS EFFICIENT SECURITY: BUSINESS CONTINUITY MANAGEMENT IN SMALL AND MEDIUM ENTERPRISES International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry ii GUEST EDITORIAL PREFACE Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry Christian Reuter, University of Siegen, Germany ABSTRACT Human computer interaction in security and time-critical systems is an interdisciplinary challenge at the seams of human factors, engineering, information systems and computer science. Application fields include control systems, critical infrastructures, vehicle and traffic management, production technology, business continuity management, medical technology, crisis management and civil protection. -

Spring Mitre Clamp Set • Small This Is the Perfect Clamp Set When You Need to Hold ‘C’ Clamp to Holding a Mitre While the Glue Sets
We appreciate the opportunity to supply you with quality woodworking supplies at great prices. 4-Way Clamp Ideal for panels, doors, and more! The lever action of the clamp heads applies even pressure to the face of the lumber while applying clamping pressure. • No one-sided pressure. • No buckling. • No misalignment of lumber at the glue joint. A perfect joint every time. Clamp Anything! Clamp any shape! 13’ Strap Clamp The 13 foot strap wraps up inside the clamp body. Simply turn the tensioning knob to tighten or lift to release. Very handy! Includes: • 7 corner brackets Spring Mitre Clamp Set • Small This is the perfect clamp set when you need to hold ‘C’ clamp to holding a mitre while the glue sets. the body to bench top The ends of the springs are just sharp enough to dig into the wood and hold while you set the rest of the BlackJackCompany.com joints and wait for the glue to dry. Very handy! BlackJackTM Hardware Woodworking Tools • casters [email protected] • drawer slides Part Wholesale 100 Commissioner St E,PO Box 160 • euro hinges Number Product Each Embro, Ontario, Canada N0J 1J0 • fasteners 10102 13’ Strap Clamp 12.97 Phone (519) 475-4947 • legs Toll Free 1-800-387-5716 • multi-media 10103 4-Way Clamp 23.95 Fax (519) 475-4590 • swivels 10104 4-Way Clamp Blocks 6.57 Fax 1-800-561-3045 Dust Collection 16231 2-1/2” Springs - 8 pkg 7.77 • fittings Tools Supplies • adapters 16232 3-3/8” Springs - 8 pkg 7.77 • clamping • abrasives • collectors • drilling • drawer slides 16233 4-1/8” Springs - 8 pkg 8.37 • fittings • routering • joining • hose 16234 5” Springs - 8 pkg 8.37 • measuring • mats • tablesaw tools • storage ...and so 17522 Spring Mitre Clamp Set in Case 23.97 • safety • switches much more! Authorized BlackJack Dealers Confidential Price List How To Order Pick-ups: Order pick-ups by dealers can Prices: Prices are listed in Canadian funds, • Call toll free 1-800-387-5716 • 519-475-4947 be arranged with customer service. -

Book-Matching Legs 1 Diagonally Opposed Legs
Tips & Tricks Switch location of Rotate remaining Book-matching legs 1 diagonally opposed legs. 2 legs 180°. When making a project with four square legs, such as the jewelry chest on page Use riftsawn stock 36, a nice visual touch is to configure the (with diagonal annular rings). legs to display book-matched grain when viewed from any side of the piece. Here’s how to do it: Begin with a square piece of riftsawn stock the length of the legs. It Triangle reference should be twice the thickness of a finished mark leg, plus about 1/4". Draw a triangle on one end, and then rip the piece into quarters to make four individual leg blanks. Using Book-matched Book-matched the triangle as a reference, reconstitute the faces faces pieces back into their original order, and number the ends as shown. Then switch the position of two diagonally placed legs, Share a Slick Tip. Win Cash or a Prize! and rotate the remaining two legs 180°. Awards Send your ideas to: Top Tip award: $250 Woodcraft Gift Card Tips & Tricks, Woodcraft Magazine, Maintaining this relationship of the legs Published illustrated tip: $125 P.O. Box 7020, Parkersburg, WV 26102-7020 on the project will create book-matched Published non-illustrated tip $75 or visit woodcraftmagazine.com and click “contact”. leg grain on each face of the piece. Important: Please include your phone number, as an editor may need to call you if your trick —Geoffrey Noden, Trenton, New Jersey is considered for publication. Published tips become the property of Woodcraft Magazine. -

Dado & Accessories
20-73 pages 8-28-06 8/30/06 11:21 AM Page 63 Dado Sets & Saw Blade Accessories Dado Sets 63 Whether you’re a skilled professional or a weekend hobbiest, Freud has a dado for you. The SD608, Freud’s Dial-A-Width Dado, has a patented dial system for easy and precise adjustments while offering extremely accurate cuts. The SD300 Series adds a level of safety not found in other manufacturers’ dadoes, while the SD200 Series provides the quality of cuts you expect from Freud, at an attractive price. 20-73 pages 8-28-06 8/30/06 11:21 AM Page 64 Dial-A-Width Stacked Dado Sets NOT A 1 Loosen SD600 WOBBLE Series DADO! 2 Turn The Dial 3 Tighten Features TiCo™ High Dado Cutter Heads Density Carbide Crosscutting Blend For Maximum Performance Chip Free Dadoes In Veneered Plywoods and Laminates The Dial-A-Width Dado set performs like a stacked dado, but Recommended Use & Cut Quality we have replaced the shims with a patented dial system and HARDWOOD: with our exclusive Dial hub, ensures accurate adjustments. SOFTWOOD: Each “click” of the dial adjusts the blade by .004". The Dial- A-Width dado set is easy to use, and very precise. For the CHIP BOARD: serious woodworker, there’s nothing better. PLYWOOD: • Adjusts in .004" increments. 64 LAMINATE: • Maximum 29/32" cut width. NON-FERROUS: • Adjusts easily to right or left operating machines. • Set includes 2 outside blades, 5 chippers, wrench and Application CUT QUALITY: carrying case. (Not recommended for ferrous metals or masonry) • Does not need shims. -

Framesaw Framesaw Technology Möhringer Market Leader in Framesaw Technology
iFRAMESAW FRAMESAW TECHNOLOGY MÖHRINGER MARKET LEADER IN FRAMESAW TECHNOLOGY With a Möhringer Framesaw you benefit from more than 125 years of technological experience in Framesaw design, production, and operation. We are market leader in the field of Framesaw technology because we up-date the design of our Framesaws by teaming up with our customers and the concept matches the various applications in Germany and abroad. In order to offer you a reliable and cost effective modular system Möhringer Framesaws are designed to use those components: • Easy extending with optional equipment at any time • Fast and economical exchange of all parts on site • Fast assembly and use of standardized parts creating short delivery time All Framesaw types have the following standard equipment: • Electric frequency-controlled feed speed • Independent electronic control for feed and overhang with numerous adjustment possibilities for an optimal rate between speed and overhang • PLC control with touch screen display for individual adjustment by client i.e. lubrication times Steel construction with 20 years of warranty • User-friendly menu navigation, does not require any PLC knowledge • Integrated counter for operation and service hours • Large CPU hardware: all software options can be upgraded • Hydraulic engaging and disengaging • Automatic overhang adjustment • Central lubrication system • Framesaw hydraulic • Complete set of foundation screws and special tools • Steel shaker chute • Single pulley drive Optionally available: Steel roller inserts • Logging: -

Joint Ex Vivo MRI and Histology Detect Iron-Rich Cortical Gliosis in Tau and TDP-43 Proteinopathies
bioRxiv preprint doi: https://doi.org/10.1101/2021.04.14.439064; this version posted April 14, 2021. The copyright holder for this preprint (which was not certified by peer review) is the author/funder. All rights reserved. No reuse allowed without permission. Iron-rich cortical pathology in FTLD 1 Joint ex vivo MRI and histology detect iron-rich cortical gliosis in Tau and TDP-43 proteinopathies M. Dylan Tisdall1, Daniel T. Ohm2, Rebecca Lobrovich2, Sandhitsu R. Das2, Gabor Mizsei1, Karthik Prabhakaran2, Ranjit Ittyerah1, Sydney Lim1, Corey T. McMillan2, David A. Wolk2, James Gee1, John Q. Trojanowski3, Edward B. Lee3, John A. Detre1,2, Paul Yushkevich1, Murray Grossman2, David J. Irwin2,3 1Radiology, Perelman School of Medicine, University of Pennsylvania 2Neurology, Perelman School of Medicine, University of Pennsylvania 3Pathology and Laboratory Medicine, Perelman School of Medicine, University of Pennsylvania Corresponding authors: David J. Irwin Frontotemporal Degeneration Center (FTDC) University of Pennsylvania Perelman School of Medicine Hospital of the University of Pennsylvania 3600 Spruce Street, Philadelphia, PA 19104 (215)-662-7682 [email protected] M. Dylan Tisdall Department of Radiology University of Pennsylvania Perelman School of Medicine D406 Richards Building 3700 Hamilton Walk, Philadelphia, PA 19104 bioRxiv preprint doi: https://doi.org/10.1101/2021.04.14.439064; this version posted April 14, 2021. The copyright holder for this preprint (which was not certified by peer review) is the author/funder. All rights reserved. No reuse allowed without permission. Iron-rich cortical pathology in FTLD 2 (215)- 573-4003 [email protected] bioRxiv preprint doi: https://doi.org/10.1101/2021.04.14.439064; this version posted April 14, 2021. -

Tools & Materials
Compliments of Fine Woodworking tools & materials ■ INNOVATIONS Festool joiner makes mortise- and-tenon joints as easy as biscuits rue innovations in portable power tools are rare. The random-orbit sander, the biscuit joiner, cordless technology—the big leaps forward are few and far between. Festool, a German company, stands out in recent years for reinventing a number of old faithful FEATURES tools. Readers will recall the plunge-style circular saw with the ingenious guide track, as well as a high-end cordless drill that accepts three different heads. TFestool’s latest innovation—the Domino Joiner—may be the compa- ny’s most significant. Available in April, this tool looks and operates like a biscuit joiner, but the Domino uses a spinning and oscillating (wobbling side to side) bit to cut a full mortise in a single plunge. The system employs different-size beech slip tenons. Though the largest tenons are only 3⁄8 in. thick by 7⁄8 in. wide by 2 in. long, the uniformly machined mortises and perfect-fitting tenons added up to very strong joints—strong enough for cabinet doors, drawers, face frames, many chairs, and all tables just shy of dining size. Simple, precise setup. A movable fence (left) has detents at But the real sizzle here is speed. I assembled an entire table, with common angles and a series of vertical stops. Alignment pins two slip tenons at each joint (32 mortises in all), in about half an hour, on the front of the tool (right) locate mortises a set distance with perfect alignment of parts.