Woodworking Joints.Key
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Chapter 296-78 WAC, Sawmills and Woodworking
Chapter 296-78 WAC Introduction Sawmills and Woodworking Operations _________________________________________________________________________________________________________ Chapter 296-78 WAC Sawmills and Woodworking Operations (Form Number F414-010-000) This book contains rules for Safety Standards for sawmills and woodworking operations, as adopted under the Washington Industrial Safety and Health Act of 1973 (Chapter 49.17 RCW). The rules in this book are effective March 2018. A brief promulgation history, set within brackets at the end of this chapter, gives statutory authority, administrative order of promulgation, and date of adoption of filing. TO RECEIVE E-MAIL UPDATES: Sign up at https://public.govdelivery.com/accounts/WADLI/subscriber/new?topic_id=WADLI_19 TO PRINT YOUR OWN PAPER COPY OR TO VIEW THE RULE ONLINE: Go to https://www.lni.wa.gov/safety-health/safety-rules/rules-by-chapter/?chapter=78/ DOSH CONTACT INFORMATION: Physical address: 7273 Linderson Way Tumwater, WA 98501-5414 (Located off I-5 Exit 101 south of Tumwater.) Mailing address: DOSH Standards and Information PO Box 44810 Olympia, WA 98504-4810 Telephone: 1-800-423-7233 For all L&I Contact information, visit https://www.lni.wa.gov/agency/contact/ Also available on the L&I Safety & Health website: DOSH Core Rules Other General Workplace Safety & Health Rules Industry and Task-Specific Rules Proposed Rules and Hearings Newly Adopted Rules and New Rule Information DOSH Directives (DD’s) See http://www.lni.wa.gov/Safety-Health/ Chapter 296-78 WAC Table of Contents Sawmills and Woodworking Operations _________________________________________________________________________________________________________ Chapter 296-78 WAC SAFETY STANDARDS FOR SAWMILLS AND WOODWORKING OPERATIONS WAC Page WAC 296-78-500 Foreword. -
Dado Blade BASICS Dead-On Dadoes, Grooves, and Rabbets Are Easy to Cut When You Know Which Type of Dado Blades to Buy and How to Use Them
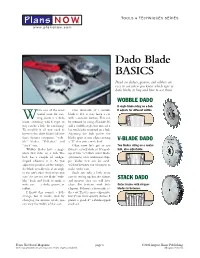
TOOLS & TECHNIQUES SERIES Plans NOW® www.plansnow.com Dado Blade BASICS Dead-on dadoes, grooves, and rabbets are easy to cut when you know which type of dado blades to buy and how to use them. WOBBLE DADO A single blade riding on a hub. hile one of the most One downside of a wobble It adjusts for different widths. useful tools for cut- blade is that it may leave a cut Wting joints is a dado with a concave bottom. This can blade, selecting which type to be reduced by using a V-blade. It’s buy can be a little bit confusing. still a wobble-style, but instead it To simplify it, all you need to has two blades mounted on a hub. know is that dado blades fall into Adjusting the hub pushes the three distinct categories: “wob- blades apart at one edge, creating V-BLADE DADO ble” blades, “V-blades,” and a “V” that cuts a wide kerf. “stack” sets. Okay, now let’s get to my Two blades riding on a center Wobble blades have a single favorite:a stack dado set.It’s made hub, also adjustable. 1 blade that rides on a hub. The up of two /8"-thick outer blades hub has a couple of wedge- (trimmers) with additional chip- shaped adjusters in it. As you per blades that can be sand- adjust the position of the wedges, wiched between the trimmers to the blade actually tilts at an angle make wider cuts. to the saw’s arbor.And, when you Stack sets take a little more turn the saw on, the blade “wob- care in setting up, but the dadoes STACK DADO bles” back and forth to make a and grooves they cut will have wide cut — a dado, groove, or clean, flat bottoms with little Outer blades with chipper rabbet. -

Analysis and Strengthening of Carpentry Joints 1. Introduction 2
Generated by Foxit PDF Creator © Foxit Software Branco, J.M., Descamps, T., Analysis and strengthening http://www.foxitsoftware.comof carpentry joints. Construction andFor Buildingevaluation Materials only. (2015), 97: 34–47. http://dx.doi.org/10.1016/j.conbuildmat.2015.05.089 Analysis and strengthening of carpentry joints Jorge M. Branco Assistant Professor ISISE, Dept. Civil Eng., University of Minho Guimarães, Portugal Thierry Descamps Assistant Professor URBAINE, Dept. Structural Mech. and Civil Eng., University of Mons Mons, Belgium 1. Introduction Joints play a major role in the structural behaviour of old timber frames [1]. Current standards mainly focus on modern dowel-type joints and usually provide little guidance (with the exception of German and Swiss NAs) to designers regarding traditional joints. With few exceptions, see e.g. [2], [3], [4], most of the research undertaken today is mainly focused on the reinforcement of dowel-type connections. When considering old carpentry joints, it is neither realistic nor useful to try to describe the behaviour of each and every type of joint. The discussion here is not an extra attempt to classify or compare joint configurations [5], [6], [7]. Despite the existence of some classification rules which define different types of carpentry joints, their applicability becomes difficult. This is due to the differences in the way joints are fashioned depending, on the geographical location and their age. In view of this, it is mandatory to check the relevance of the calculations as a first step. This first step, to, is mandatory. A limited number of carpentry joints, along with some calculation rules and possible strengthening techniques are presented here. -

DAP® WELDWOOD® Wood Glue
DAP® WELDWOOD® Wood Glue PRODUCT DESCRIPTION DAP® WELDWOOD Original Wood Glue is a professional grade premium glue that provides fast, strong bonds for most porous and semi-porous materials. PACKAGING COLOR UPC 4oz Bottle Yellow 7079800496 8oz Bottle Yellow 7079800497 16oz Bottle Yellow 7079800491 32oz Bottle Yellow 7079800492 1 Gallon Bottle Yellow 7079800498 KEY FEATURES & BENEFITS • Professional quality • Heat, water and solvent resistant • Sets fast and sands easily once dry PERFORMANCE CHARACTERISTICS • Resistant to oil, grease, and paint solvents • Sands well. • Does not dull cutting tools. • Especially resistant to shock and sharp impact when thoroughly set. SUGGESTED USES Ideal For Professional or DIY use. • Woodcraft • Furniture Manufacturing • Cabinet Making • Edge-Bonding and many other uses where a high- • Hobby & Craft Activities strength, long-lasting bond is required 08/2018 | www.dap.com APPLICATION Surface Preparation: • All surfaces to be glued must be clean, dry and free of all foreign material. • Temperature should be 55°F or above. Optimum temperature range is 70°F to 80°F. • Wood requires no special preliminary treatment; however, the most efficient bonds develop when the wood has been resurfaced just prior to applying glue. • Moisture content of wood may run as high as 15% but best bonds are obtained when moisture content ranges between 8% and 12%. Application: • FURNITURE JOINT GLUING: Wood surfaces should be smooth and snug fitting. Avoid excessive sanding or handling of joint surfaces. Spread glue evenly onto surfaces, assemble within 5 to 7 minutes and clamp if possible. Clamp or weight for a minimum of 30 minutes. Allow to dry overnight before sanding and handling. -

½” (12Mm) HDF CORE Engineered Tongue & Groove INSTALLATION
wood flooring C. SUBFLOOR TYPES AND CONDITIONS ypes efer to NWFA Installation Guidelines, Section II for ubfloor nformation xposure plywood minimum thick olid board x wide square edge kiln dried xposure minimum thick oncrete efer to NWFA Installation Guidelines, Section II, Chapter 5 & 6 article board is an approved subfloor for nail down or glue down applications inimum lywood ub flooring equirements x sheets of grade underlayment with a maximum on center joist construction f joist system is spaced over on center an additional layer of ½” (12mm) HDF CORE lywood underlayment laid diagonal or perpendicular will be required Engineered Tongue & Groove inimum specified materials at maximum span and spacing may result in movement gaps and noises he subfloor must be clean dry and flat to within per radius f necessary sand or plane high INSTALLATION GUIDELINES spots and fill low areas using a cement based patchingleveling compound ecure any loose boards or panels to prevent squeaking he surface temperature of the subfloor at time of installation should be at Float/Glue down/Nail or Staple least but never exceed Asbestos Warning Please read all installation guidelines o not sand existing resilient tile sheet flooring backing or felt linings as these products may contain asbestos fibers that are not easily identified he inhalation of asbestos dust can cause asbestosis or other before proceeding with installation serious bodily harm heck with local state and federal laws for handling hazardous material prior to attempting the removal of these floor A. INSTALLER/OWNER RESPONSIBILITY - IMPORTANT amage due to moisture issues is not a product failure and is not covered by our warranty Inspect all ooring material carefully for correct product and visible defects BEFORE INSTALLATION. -
P.Kothakota Department of Mechanical Engineering
VEMU INSTITUTE OF TECHNOLOGY::P.KOTHAKOTA NEAR PAKALA, CHITTOOR-517112 (Approved by AICTE, New Delhi & Affiliated to JNTUA, Anantapuramu) DEPARTMENT OF MECHANICAL ENGINEERING Engineering Workshop Lab Manual VEMU INSTITUTE OF TECHNOLOGY::P.KOTHAKOTA NEAR PAKALA, CHITTOOR-517112 (Approved by AICTE, New Delhi & Affiliated to JNTUA, Anantapuramu) DEPARTMENT OF MECHANICAL ENGINEERING Engineering Workshop Lab Manual Name:_____________________________________________ Reg. No:___________________________________________ Year/Semester:______________________________________ ENGINEERING WORKSHOP (19A03101) (Common to all branches) Course Objective: To familiarize students with wood working, sheet metal operations, fitting and electrical house wiring skills Course Outcomes: After completion of this lab the student will be able to 1. Apply wood working skills in real world applications. (L3) 2. Build different parts with metal sheets in real world applications. (L3) 3. Apply fitting operations in various applications. (L3) 4. Apply different types of basic electric circuit connections. (L3) 5. Demonstrate soldering and brazing. (L2) Wood Working: Familiarity with different types of woods and tools used in wood working and make following joints a) Half – Lap joint b) Mortise and Tenon joint c) Corner Dovetail joint or Bridle joint Sheet Metal Working: Familiarity with different types of tools used in sheet metal working, Developments of following sheet metal job from GI sheets a) Tapered tray b) Conical funnel c) Elbow pipe d) Brazing Fitting: Familiarity with different types of tools used in fitting and do the following fitting exercises a) V-fit b) Dovetail fit c) Semi-circular fit d) Bicycle tire puncture and change of two wheeler tyre Electrical Wiring: Familiarities with different types of basic electrical circuits and make the following connections a) Parallel and series b) Two way switch c) Go down lighting d) Tube light e) Three phase motor f) Soldering of wires LIST OF EXPERIMENTS WOOD WORKING 1. -

End-Match-White-Paper-1.Pdf
END-MATCHED VS. NON-END-MATCHED THE BUILDER’S CHOICE End-matching has been around for well over two decades in the manufacturing of wood siding, paneling and looring. This process has been shown to signiicantly decrease waste and labor, which make installation simpler and more eficient. However, builders are not easily convinced to move away from their tried and tested ways. This paper seeks to irst outline and respond to the main concerns from builders who have traditionally used non-end- matched products, secondly to outline the key beneits of end-matched products, and thirdly to provide testimonials from builders who have taken the leap. What are builders concerned about when they see, for example, 3”x8” Hand Hewn end-matched End-matched is a term that describes siding — random lengths 2’ to 8’? the process of double-end trimming The irst concern is often directed to the 2 to 8 foot tally. This can of wood siding, paneling or looring be mind boggling when you are used to 12 to 16 foot lengths. pieces, and precision milling a tongue- How do I cover the long sections? Where do I use all the small and-groove on the plank ends. pieces? Will there be numerous visible seams? What will that look like? Does it create any problems? Will I still need to make cuts? How much waste factor do we need to account for? Will it end up as being more work? Builders’ main concerns can be boiled down to the following points: • Tally and use of different lengths • Appearance • Waste • Workload These concerns can all be easily addressed — and will be as you read on! WWW.HEARTWOODMILLS.COM | 888.829.5909 1 How does end-matching change the build process? The most signiicant change for a builder is that end-matched paneling or siding no longer needs to butt on a stud. -

Care and Preservation of Furniture and Wooden Objects by Louise Beck, Conservator, the Henry Ford
The Care and Preservation of Furniture and Wooden Objects by Louise Beck, Conservator, The Henry Ford. Introduction Antique furniture and wooden objects can be maintained for years of use and enjoyment provided that some basic care and attention is given to their preservation. The conservation staff at The Henry Ford have compiled the information in this fact sheet to help individuals care for their objects and collections. The first step in the care of collections is to understand and minimize or eliminate conditions that can cause damage. The second step is to follow basic guidelines for care, handling and cleaning. Types of Damage For most antique furniture owners, the desire to both utilize their collections and at the same time preserve them presents a formidable challenge. These two objectives are often at odds with each other. Improper handling/usage/display, environment, cleaning, and repair are the most common causes of damage to furniture and wooden objects. The primary cause of damage to furniture is careless handling and use, resulting in damage to surfaces or structural damage to the object. Inappropriate environment, both in terms of light and relative humidity, can lead to damage. Excessive light can accelerate the aging and degradation of finishes resulting in a cracked, brittle or "alligatored" appearance; it can also cause fading or softening of the finish. Since wood is a porous material it readily absorbs water when humidity levels are high. This absorption of moisture causes wood to swell. Conversely, wood shrinks in a dry environment. The shrinkage of wood in dry environments leads to the formation of structural cracks, lifting veneer and inlays, gaps in joints and the embrittlement of adhesives. -
Rattlesnake Instr. Manual
INSTRUCTION MANUAL Rattlesnake MASSACHUSETTS PRIVATEER Technical Characteristics Scale: 3/16” = 1’ 0” (1: 64) Overall Length: 28” Overall Width: 9” Overall Height: 18” Hull Width: 4-1/4" MODEL SHIPWAYS KIT NO. MS2028 Instruction Manual Massachusetts Privateer Rattlesnake 1780 By George F. Campbell, 1963 Plank-On-Bulkhead Construction and Manual By Ben Lankford, 1994 Model built by Bob Bruetsch The Model Shipways Hull and Rigging plans for Rattlesnake were prepared in 1963 by Mr. George F. Campbell, who passed away several years ago. Mr. Campbell was a noted British marine artist, author, naval architect, and historian. He was a member of the Royal Institution of Naval Architects. One of his most noteworthy publications is China Tea Clippers. He also developed the drawings for the Cutty Sark restoration in England and authored Model Shipways' model handbook, Neophyte Shipmodeler's Jackstay. The Model Shipways plans prepared by Mr. Campbell are based on Admiralty draughts and a reconstruction originally published by Howard I. Chapelle in his book, The History of American Sailing Ships, and also The Search for Speed Under Sail. The rig- ging and deck equipment is based on contemporary texts. The Model Shipways kit of Rattlesnake initially offered a solid hull model. This kit has now been converted to a Plank-On-Bulkhead type hull. The P-O-B hull plans were prepared in 1994 by Ben Lankford along with this complete new instruction manual. Copyright 1994 Model Shipways Sold & Distributed by Model Expo, a Division of Model Shipways, Inc. Hollywood, FL • www.modelexpo-online.com 2 Brief History It was supposedly in 1781 that Rattlesnake was built as a privateer at Plymouth, Massachusetts for a Salem syndicate; John Andrews, and oth- ers. -

Investigation of the Suitability of Finger Jointed Structural Timber for Use in Nail Plated Roof Trusses
University of Southern Queensland Faculty of Engineering and Surveying Investigation of the Suitability of Finger Jointed Structural Timber for Use in Nail Plated Roof Trusses A dissertation submitted by Anthony Glen Dakin In fulfilment of the requirements of Courses ENG4111 and ENG4112 Research Project Towards the degree of Bachelor of Engineering (Civil Engineering) Submitted: October, 2011 Abstract The most common method of roof framing employed by Australian builders in modern construction is the use of pre-fabricated nail plated timber roof trusses. These trusses are predominantly manufactured from structural framing timber limited in length to a maximum of 6 metres. The style and size of houses increasingly preferred by Australian homeowners means that trusses are regularly required to span further than 6 metres. Truss manufacturers therefore use larger or additional nail plates to splice members during fabrication, and the assembly process becomes far more complex. Finger jointing of sawmill off-cuts and other short lengths of timber is a means of manufacturers economically producing timber in longer lengths. This dissertation investigates the suitability of using finger jointed structural timber for the fabrication of nail plated roof trusses. Physical testing and statistical analysis has been used to compare the performance of finger jointed structural timber with standard structural framing timber normally used in truss fabrication. This study involved characterizing the mechanical properties of the timber, as well as assessing the performance of joints including mechanical fasteners. These methods, along with the static modelling of loading situations, were also used to quantify the probability of inducing failures unique to finger jointed timber, during the truss fabrication and erection process. -
Butt Joint and Fastener Finishing Guidelines Issue 2
________________________________________________________________________ TECHNICAL BULLETIN No.: 042314-1007 Subject: Butt Joint and Fastener Finish Guideline Issue Date: April 23, 2014 Issue No.: 1 1.0 PURPOSE 1.1 To provide a butt joint and fastener preparation guideline. 2.0 GENERAL 2.1 Magnum Board® can be finished with almost any product on the market today including, but not limited to, Portland type stuccos, synthetic stuccos, stone, brick, fabric finishes and paint. 2.2 When using these products, always follow the Manufacturer’s guidelines for surface preparation and installation. 3.0 RESPONSIBILITY 3.1 It is the responsibility of the installer to ensure the framing to which the Magnum Board® sheathing is to be fastened is square and will provide the finished look desired by the owner and / or contractor. 3.2 It is also the responsibility of the applicator of the above finish product to ensure the installed Magnum Board® is properly prepared to receive the selected finish. 4.0 MATERIAL HANDLING REQUIREMENTS 4.1 Stage materials as close to the point of installation as possible. 4.2 Store Magnum Board® flat and protect it from weather and jobsite dirt before, during and after installation. 4.3 Protect the corners of Magnum Board® prior to and during installation. 4.4 Do not stack other materials on top of Magnum Board®. 1 5.0 MATERIAL REQUIREMENTS 5.1 Premium-grade, high-performance, moisture-cured, 1-component, polyurethane-based, non-sag elastomeric sealant / adhesive such as “Sikaflex 1a” or equal. 5.2 Joint compound. Lightweight exterior spackling can be substituted for fastener finishing. 5.3 Fiberglass joint taper, woven. -
Fasteners Set the Industry's Highest Standards for Design, Ease of Use, and Reliability
Keeping your belt up and running SINCE 1907 HEAVY-DUTY MECHANICAL BELT FASTENING SYSTEMS A comprehensive line of mechanical belt fastening systems and belt conveyor maintenance tools that increase uptime and output. Around the world, the most respected name in belt conveyor solutions is Flexco. YOUR PARTNER IN The reason is simple. Flexco belt splicing products have earned the reputation for unsurpassed quality and performance in the most demanding material handling PRODUCTIVITY applications on earth. Our fasteners set the industry's highest standards for design, ease of use, and reliability. The knowledgeable advice and proven solutions we provide our customers help keep conveyor efficiency high and conveyor operation costs low. QUICK FACTS OVER 100 YEARS OF SUCCESS ABOUT FLEXCO • Flexco is a U.S.-based company and HAS BEEN BUILT has been in the belt industry since 1907. BY FOCUSING ON OUR • We have subsidiary locations in Australia, Chile, China, Germany, India, Mexico, Singapore, South Africa, and CUSTOMERS the United Kingdom to service and support customers in more than 150 countries around the world. We have learned to understand our customers' • We have more than 1800 distributor industries and challenges and to respond to their partners throughout the world—we changing needs. partner with the best distributors in We are constantly driving technology and design and every market we serve around the world to ensure our customers have strive to become the leader in belt conveyor solutions that ready access to our products, services, maximize uptime, productivity, and safety. and expert resources. We value industry relationships and believe that together, with a team of industry experts, our customers will • As a company, we focus on training and development and maintaining a receive greater value.