Systematic Review of Tyre Technology 1 Yasuhiro Ishikawa
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1. What Is Uptis and What Advantages Does It Offer?
Frequently Asked Questions 1. What is Uptis and what advantages does it offer? Uptis (acronym standing for “Unique Puncture-proof Tire System”) is an assembled airless wheel structure. Uptis has been made possible through Michelin’s mastery and expertise with tire mechanics and high-tech materials. It also represents an evolution of Michelin’s expertise in TWEEL technology. Uptis can be thought of as the first in a new generation of airless solutions. This technology for passenger vehicles offers a number of advantages: ▪ Car drivers feel safer and more secure on the road due to the reduced risk of flat tires and other air loss failures that result from punctures or road hazards. ▪ Fleet owners and professional vehicle drivers optimize their business productivity (no downtime from flats, near-zero levels of maintenance). ▪ Raw material use is reduced, which in turn reduces waste. 2. Why do car drivers feel more at ease with Uptis? Uptis is designed to be impervious to traditional tire failures due to air loss. It does not use compressed air. It therefore eliminates the need for regular inflation pressure maintenance. 3. What is the strategy behind Uptis? Uptis represents Michelin’s vision for the future of mobility. Michelin illustrated its vision of sustainable mobility through the Vision concept1, which the Group unveiled at the Movin’On World Summit on Sustainable Mobility in 2017. Uptis shows how Michelin is adhering to its roadmap for research and development, which comprises these four main pillars of innovation: Airless, Connected, 3D-printed and 100% Sustainable (i.e., renewable or bio-sourced materials). -

Lowering Fleet Operating Costs Through Fuel
LOWERING FLEET OPERATING KEY TAKEAWAYS COSTS THROUGH FUEL EFFICIENT Taking rolling resistance, maintenance, TIRES AND RETREADS wheel position and tires, both new and WHAT YOU NEED TO KNOW TO RUN LEANER retread, into account allows companies to maximize fuel efficiency. Author: Josh Abell, PhD • Rolling resistance has a direct and significant correlation to the fuel A retreaded tire can be just as fuel efficient, economy of the vehicle. or even better, than a new tire. • Tires become more fuel efficient as they are worn due to lessened Rolling Resistance: Why it Matters rolling resistance. Rolling resistance is a measurement of the energy it takes to roll a tire on a surface. • Even among new and retread tires For truck tires, rolling resistance has a direct and significant correlation to the fuel claiming to be Smartway certified, economy of the vehicle. Whether you run a single truck or an entire fleet, tire rolling actual rolling resistance will vary. resistance is a crucial element that should be taken into account to minimize fuel costs. Since fuel costs are one of the biggest expenses in trucking operations, as tire rolling resistance decreases, your savings add up. Tire rolling resistance is measured in a lab using realistic and well-established test parameters relied upon by tire/vehicle manufacturers and government regulators. From this testing, original tires and retreaded tires can be quantified by a rolling resistance coefficient, known as “Crr.” The lower the Crr, the better. Studies have shown that a reduction in Crr can result in real-world fuel savings. For example, a 10% reduction in Crr for your truck tires can reduce your fuel consumption by 3%, and lead to savings of $1,000 or more per truck per year.1 © 2017 Bridgestone Americas Tire Operations, LLC. -
Published on July 21, 2021 1. Changes in Constituents 2
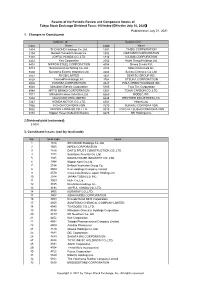
Results of the Periodic Review and Component Stocks of Tokyo Stock Exchange Dividend Focus 100 Index (Effective July 30, 2021) Published on July 21, 2021 1. Changes in Constituents Addition(18) Deletion(18) CodeName Code Name 1414SHO-BOND Holdings Co.,Ltd. 1801 TAISEI CORPORATION 2154BeNext-Yumeshin Group Co. 1802 OBAYASHI CORPORATION 3191JOYFUL HONDA CO.,LTD. 1812 KAJIMA CORPORATION 4452Kao Corporation 2502 Asahi Group Holdings,Ltd. 5401NIPPON STEEL CORPORATION 4004 Showa Denko K.K. 5713Sumitomo Metal Mining Co.,Ltd. 4183 Mitsui Chemicals,Inc. 5802Sumitomo Electric Industries,Ltd. 4204 Sekisui Chemical Co.,Ltd. 5851RYOBI LIMITED 4324 DENTSU GROUP INC. 6028TechnoPro Holdings,Inc. 4768 OTSUKA CORPORATION 6502TOSHIBA CORPORATION 4927 POLA ORBIS HOLDINGS INC. 6503Mitsubishi Electric Corporation 5105 Toyo Tire Corporation 6988NITTO DENKO CORPORATION 5301 TOKAI CARBON CO.,LTD. 7011Mitsubishi Heavy Industries,Ltd. 6269 MODEC,INC. 7202ISUZU MOTORS LIMITED 6448 BROTHER INDUSTRIES,LTD. 7267HONDA MOTOR CO.,LTD. 6501 Hitachi,Ltd. 7956PIGEON CORPORATION 7270 SUBARU CORPORATION 9062NIPPON EXPRESS CO.,LTD. 8015 TOYOTA TSUSHO CORPORATION 9101Nippon Yusen Kabushiki Kaisha 8473 SBI Holdings,Inc. 2.Dividend yield (estimated) 3.50% 3. Constituent Issues (sort by local code) No. local code name 1 1414 SHO-BOND Holdings Co.,Ltd. 2 1605 INPEX CORPORATION 3 1878 DAITO TRUST CONSTRUCTION CO.,LTD. 4 1911 Sumitomo Forestry Co.,Ltd. 5 1925 DAIWA HOUSE INDUSTRY CO.,LTD. 6 1954 Nippon Koei Co.,Ltd. 7 2154 BeNext-Yumeshin Group Co. 8 2503 Kirin Holdings Company,Limited 9 2579 Coca-Cola Bottlers Japan Holdings Inc. 10 2914 JAPAN TOBACCO INC. 11 3003 Hulic Co.,Ltd. 12 3105 Nisshinbo Holdings Inc. 13 3191 JOYFUL HONDA CO.,LTD. -

Reinforcement of Styrene Butadiene Rubber Employing Poly(Isobornyl Methacrylate) (PIBOMA) As High Tg Thermoplastic Polymer
polymers Article Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer Abdullah Gunaydin 1,2, Clément Mugemana 1 , Patrick Grysan 1, Carlos Eloy Federico 1 , Reiner Dieden 1 , Daniel F. Schmidt 1, Stephan Westermann 1, Marc Weydert 3 and Alexander S. Shaplov 1,* 1 Luxembourg Institute of Science and Technology (LIST), 5 Avenue des Hauts-Fourneaux, L-4362 Esch-sur-Alzette, Luxembourg; [email protected] (A.G.); [email protected] (C.M.); [email protected] (P.G.); [email protected] (C.E.F.); [email protected] (R.D.); [email protected] (D.F.S.); [email protected] (S.W.) 2 Department of Physics and Materials Science, University of Luxembourg, 2 Avenue de l’Université, L-4365 Esch-sur-Alzette, Luxembourg 3 Goodyear Innovation Center Luxembourg, L-7750 Colmar-Berg, Luxembourg; [email protected] * Correspondence: [email protected]; Tel.: +352-2758884579 Abstract: A set of poly(isobornyl methacrylate)s (PIBOMA) having molar mass in the range of 26,000–283,000 g mol−1 was prepared either via RAFT process or using free radical polymerization. ◦ These linear polymers demonstrated high glass transition temperatures (Tg up to 201 C) and thermal Citation: Gunaydin, A.; stability (T up to 230 ◦C). They were further applied as reinforcing agents in the preparation of the Mugemana, C.; Grysan, P.; onset Eloy Federico, C.; Dieden, R.; vulcanized rubber compositions based on poly(styrene butadiene rubber) (SBR). The influence of the Schmidt, D.F.; Westermann, S.; PIBOMA content and molar mass on the cure characteristics, rheological and mechanical properties of Weydert, M.; Shaplov, A.S. -

Long Term Performance of Rubber in Seismic and Non-Seismic Bearings: a Literature Review
Long Term Performance of Rubber in Seismic and Non-Seismic Bearings: A Literature Review J. W. Martin us. DEPARTMENT OF COMMERCE National Institute of Standards and Technology Building and Fire Research Laboratory Gaithersburg, MD 20899 US. DEPARTMENT OF COMMERCE Robert A. Mosbacher, Secretary NATIONAL INSmUTE OF STANDARDS AND TECHNOLOGY UL John W. Lyons, Director 100 U56 NBT //4615 1991 NATIONAL INSTITUTE OF STANDARDS & TECHNOLOGY Research Information Center Gaithersburg, MD 20899 NISTIR 4613 / Long Term Performance of Rubber in Seismic and Non-Seismic Bearings: A Literature Review J. W. Martin U^. DEPARIMENT OF COMMERCE Nation^ Institute of Standards and Technoiogy Buiiding and Fire Research Laboratory Gaithersburg, MD 20899 June 1991 U.S. DEPARTMENT OF COMMERCE Robert A. Mosbacher, ScK:retary NATIONAL INSrmJTE OF STANDARDS AND TECHNOLOGY John W. Lyons, Director ABSTRACT The use of seismic isolation bearings to decouple buildings and lifeline structures from strong ground motion has received an increased amount of attention in recent years. While several types of seismic isolation bearings have been developed and proposed for use, the most common type is the laminated rubber (elastomeric) bearing. Because the design lifetime of these bearings is expected to be on the order of 50 to 100 years, the long-term performance of the rubber must be addressed. Therefore, a literature review was conducted to identify potential limits on the long-term performance of rubbers used in bearings. Several issues, including the need for consensus performance standards and for additional research on the effects of creep, aging, temperature, and high-energy radiation on the properties of rubber, were identified. -

Exxon™ Butyl Rubber Innertube Technology Manual
Exxon™ butyl rubber Exxon™ butyl rubber innertube technology manual Country name(s) 2 - Exxon™ butyl rubber innertube technology manual Exxon™ butyl rubber innertube technology manual - 3 Abstract Many bias and radial tires have innertubes. Radial truck tube-type tires are particularly common, and in many instances, such as in severe service, off-road applications, are preferred over tubeless radial tire constructions. The technology requirements for tubes for such tires is, in many respects, equally demanding when compared to that for the tire and wheel in the assembly. This manual has been prepared to describe how butyl rubber is important in meeting the demanding performance requirements of tire innertubes. Representative innertube compound formulations and compound properties are discussed along with typical processing guidelines of the compound in the manufacture of innertubes. Chlorobutyl rubber based compound formulations are also used in innertubes. Such innertubes show good heat resistance, durability, allow greater flexibility in compounding, and process equally well as regular butyl rubber tube compounds. An extensive discussion of bicycle tire innertubes has been included. Service conditions can range from simple commuting and recreation to high speed competitive sporting applications. Like automobile and truck tire innertubes, tubes for bicycle tires can thus have demanding performance requirements. Guidelines on troubleshooting provide a checklist for the factory process engineer to enhance manufacturing efficiency, high -

The Effect of Tyre Inflation Pressure on Fuel Consumption and Vehicle Handling Performance a Case of ANBESSA CITY BUS
ADAMA SCIENCE AND TECHNOLOGY UNIVERSITY SCHOOL OF MECHANICAL, CHEMICAL AND MATERIALS ENGINEERING The Effect of Tyre Inflation Pressure on Fuel Consumption and vehicle Handling Performance a case of ANBESSA CITY BUS A thesis submitted in partial fulfillment of the requirements for the award of the Degree of Master of Science in Automotive Engineering By NIGATU BELAYNEH USAMO ADVISOR: - N. RAMESH BABU (Associate Professor) MECHANICAL SYSTEMS AND VEHICLE ENGINEERING PROGRAM June-2017 Adama-Ethiopia I CANDIDATE'S DECLARATION I hereby declare that the work which is being presented in the thesis titled ―The Effect of Tyre Inflation Pressure on Fuel Consumption and vehicle Handling Performance a case of ANBESSA CITY BUS‖ in partial fulfillment of the requirements for the award of the degree of Master of Science in Automotive Engineering is an authentic record of my own work carried out from October 2016 to up June 2017, under the supervision of N. RAMESH BABU Department of Mechanical and Vehicle Engineering, Adama Science and Technology University, Ethiopia. The matter embodied in this thesis has not been submitted by me for the award of any other degree or diploma. All relevant resources of information used in this thesis have been duly acknowledged. Name Signature Date Nigatu Belayneh ………………… …………… Student This is to certify that the above statement made by the candidate is correct to the best of my knowledge and belief. This thesis has been submitted for examination with my approval. Name Signature Date N. Ramesh Babu ______________ ________________ -

Mechanics of Pneumatic Tires
CHAPTER 1 MECHANICS OF PNEUMATIC TIRES Aside from aerodynamic and gravitational forces, all other major forces and moments affecting the motion of a ground vehicle are applied through the running gear–ground contact. An understanding of the basic characteristics of the interaction between the running gear and the ground is, therefore, essential to the study of performance characteristics, ride quality, and handling behavior of ground vehicles. The running gear of a ground vehicle is generally required to fulfill the following functions: • to support the weight of the vehicle • to cushion the vehicle over surface irregularities • to provide sufficient traction for driving and braking • to provide adequate steering control and direction stability. Pneumatic tires can perform these functions effectively and efficiently; thus, they are universally used in road vehicles, and are also widely used in off-road vehicles. The study of the mechanics of pneumatic tires therefore is of fundamental importance to the understanding of the performance and char- acteristics of ground vehicles. Two basic types of problem in the mechanics of tires are of special interest to vehicle engineers. One is the mechanics of tires on hard surfaces, which is essential to the study of the characteristics of road vehicles. The other is the mechanics of tires on deformable surfaces (unprepared terrain), which is of prime importance to the study of off-road vehicle performance. 3 4 MECHANICS OF PNEUMATIC TIRES The mechanics of tires on hard surfaces is discussed in this chapter, whereas the behavior of tires over unprepared terrain will be discussed in Chapter 2. A pneumatic tire is a flexible structure of the shape of a toroid filled with compressed air. -

Vehicle and Trailer Tyre Replacement Policy Version
Vehicle and Trailer Tyre Replacement Policy Version 4.1 Date: 1st March 2021 Review Date: 1st March 2022 Owner Name Ruth Silcock Job title Head of Fleet Supply & Demand Mobile 07894 461702 Business units covered This policy applies to all Royal Mail Group vehicles. RM Fleet Policy document – Vehicle and trailer tyre replacement policy Page 1 of 13 Contents 1. Scope 2. Introduction 3. Policy 4. Responsibilities 5. Consequences 6. Change control 7. Glossary 8. References 9. Summary of changes to previous policy Appendix 1 Tread Type Positioning Appendix 2 Example of Re-torque Stamp RM Fleet Policy document – Vehicle and trailer tyre replacement policy Page 2 of 13 1. Scope This policy covers all vehicles and trailers used within RM Group. 2. Introduction 2.1 Tyre condition It is important for drivers, managers and technical staff to understand the legal requirements for tyre condition. Several regulations govern tyre condition. Listed below is a basic outline of the principal points: • Tyres must be suitable* for the vehicle/trailer it is being fitted to and they must be inflated to the correct pressures as recommended by either the vehicle or tyre manufacturer . *Suitability = correct size, correct load specification, speed rating and direction if applicable • No tyre shall have a break in its fabric or cut deep enough to reach or penetrate the cords. No cords must be visible either on the treaded area or on the side wall. No cut must be longer than 25 mm or 10% of the tyre’s section width, whichever is the greater. • There must be no lumps, bulges or tears caused by separation of the tyre’s structure. -
Automotive Engineering II Lateral Vehicle Dynamics
INSTITUT FÜR KRAFTFAHRWESEN AACHEN Univ.-Prof. Dr.-Ing. Henning Wallentowitz Henning Wallentowitz Automotive Engineering II Lateral Vehicle Dynamics Steering Axle Design Editor Prof. Dr.-Ing. Henning Wallentowitz InstitutFürKraftfahrwesen Aachen (ika) RWTH Aachen Steinbachstraße7,D-52074 Aachen - Germany Telephone (0241) 80-25 600 Fax (0241) 80 22-147 e-mail [email protected] internet htto://www.ika.rwth-aachen.de Editorial Staff Dipl.-Ing. Florian Fuhr Dipl.-Ing. Ingo Albers Telephone (0241) 80-25 646, 80-25 612 4th Edition, Aachen, February 2004 Printed by VervielfältigungsstellederHochschule Reproduction, photocopying and electronic processing or translation is prohibited c ika 5zb0499.cdr-pdf Contents 1 Contents 2 Lateral Dynamics (Driving Stability) .................................................................................4 2.1 Demands on Vehicle Behavior ...................................................................................4 2.2 Tires ...........................................................................................................................7 2.2.1 Demands on Tires ..................................................................................................7 2.2.2 Tire Design .............................................................................................................8 2.2.2.1 Bias Ply Tires.................................................................................................11 2.2.2.2 Radial Tires ...................................................................................................12 -

Information on Tire Radial Force Variation (RFV)
Information on Tire Radial Force Variation (RFV) 2019 and Prior GM Passenger Cars and Light Duty Trucks This Bulletin also applies to any of the above models that may be Export from North America vehicles. This Bulletin has been revised to add the 2018 and 2019 Model Year. Please discard Corporate Bulletin Number 00-03-10-006M. Important Before measuring tires on GM approved tire force variation measurement equipment, the vehicle MUST be driven a minimum of 24 km (15 mi) to ensure removal of any flat-spotting. Refer to the latest version of Corporate Bulletin Number 03-03-10-007: Tire/Wheel Characteristics of GM Original Equipment Tires. GM approved tire force variation measurement equipment MUST be calibrated prior to measuring tire/wheel assemblies for each vehicle. Note If the equipment being used is capable of performing a centering check, the centering check must be completed before taking measurements of balance or RFV. The purpose of this bulletin is to provide guidance to GM dealers when using GM approved tire force variation measurement equipment. This type of equipment can be a valuable tool in diagnosing vehicle ride concerns. The most common ride concern involving tire radial force variation is highway speed (105-115 km/h (65-70 mph) shake on smooth roads. Tire related smooth road highway speed shake can be caused by three conditions: imbalance, out of round and tire force variation. These three conditions are not necessarily related. All three conditions must be addressed. Imbalance is normally addressed first, because it is the simplest of the three to correct. -

Product Brochure
M713 TM Fuel-Efficient Drive Radial Excellent Performance for Long-Haul and Regional Service 1 Fuel Efficient n Long Life n Outstanding Retreadability LOWER COSTS. GREENER RETURNS.1 The M713 Ecopia™ tire is an ultra-fuel-efficient drive radial designed for tandem-axle applications in long-haul and regional service. A breakthrough in low rolling resistance through proprietary compounds and design, the M713 tire is engineered to provide an 8% improvement in rolling resistance while increasing tread life by 15% over the M710 tire. M713 Ecopia Innovations Continuous Shoulder Design A» A . Distributes weight and torque uniformly B» to fight irregular wear for long tread life and overall even wear. B» B» 3D Siping . B Provides 130% more biting edges for traction C» Optimized Tread Pattern C . New design maximizes tread wear volume for long original life. M713™ Ecopia™ Innovations High Rigidity Tread Pattern NanoPro-TechTM Compound Controls movement of the tread blocks and ribs for less tread wear and lower Patented NanoPro-Tech polymer rolling resistance. technology limits energy loss for improved rolling resistance and optimum fuel efficiency. Optimized Belt Package Achieves durability and retreadability while delivering improved rolling resistance. Fuel Saver Sidewall Limits energy loss using a proprietary sidewall compound IntelliShapeTM to help conserve fuel, Sidewall both when new and retreaded. Contains less bead filler volume, reducing tire weight and minimizing rolling resistance for enhanced fuel efficiency. M713 Ecopia Is EPA SmartWayTM Verified and California Air Resources Board The Bridgestone M713TM (CARB) Compliant tire meets 3 Peak Mountain Snow Flake (3PMSF) criteria for snow traction performance. Tire Load Article# Weight Meas.