HEPA) Filter - Ultra Low Penetration Air (ULPA) Filter (Also Referred to As Extended Media
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

How to Comply with CDC Guidelines
1101 W. 13th St, Riviera Beach, Florida Phone: 561.848.1826 https://www.rgf.com/rgf-biocontrols How to comply with CDC Guidelines OVERVIEW Sections of text are extracted directly from the Federal Register Vol. 59, No. 208, 10/28194, to compile this pamphlet. This is not meant to be a substitute for the Guidelines, but a general overview of specific sections relevant to RGF BioControls and its products. Click here for a link: https://www.cdc.gov/mmwr/preview/mmwrhtml/rr5417a1.htm OUR MISSION We believe, once you understand the new CDC guidelines, you’ll understand why our products offer you the best means of compliance. This is based upon a design philosophy that each piece of equipment is designed to satisfy a particular problem and each problem can be satisfied by an individual or combination of products that complement each other. CDC ON NEGATIVE PRESSURE "To control the direction of airflow between the room and adjacent areas, thereby preventing contaminated air from escaping from the room into other areas of the facility. The direction of air flow is controlled by creating a lower (negative) pressure in the area into which the flow of air is desired. For air to flow from one area to another, the air pressure in the two areas must be different. Air will flow from a higher pressure area to a lower pressure area. " HOW RGF BIOCONTROLS CREATES NEGATIVE PRESSURE Our MICROCON ® ExC7 utilizes HEPA filtration and UV light (option) for various room exhaust options. Wall, window or ceiling mounted, they direct air to either outside, back to return air system or corridor. -

ASHRAE Position Document on Filtration and Air Cleaning
ASHRAE Position Document on Filtration and Air Cleaning Approved by ASHRAE Board of Directors January 29, 2015 Reaffirmed by Technology Council January 13, 2018 Expires January 23, 2021 ASHRAE 1791 Tullie Circle, NE • Atlanta, Georgia 30329-2305 404-636-8400 • fax: 404-321-5478 • www.ashrae.org © 2015 ASHRAE (www.ashrae.org). For personal use only. Additional reproduction, distribution, or transmission in either print or digital form is not permitted without ASHRAE's prior written permission. COMMITTEE ROSTER The ASHRAE Position Document on Filtration and Air Cleaning was developed by the Society's Filtration and Air Cleaning Position Document Committee formed on January 6, 2012, with Pawel Wargocki as its chair. Pawel Wargocki, Chair Dean A. Saputa Technical University of Denmark UV Resources Kongens Lyngby, Denmark Santa Clarita, CA Thomas H. Kuehn William J. Fisk University of Minnesota Lawrence Berkeley National Laboratory Minneapolis, MN Berkeley, CA H.E. Barney Burroughs Jeffrey A. Siegel Building Wellness Consultancy, Inc. The University of Toronto Johns Creek, GA Toronto, ON, Canada Christopher O. Muller Mark C. Jackson Purafil Inc. The University of Texas at Austin Doraville, GA Austin, TX Ernest A. Conrad Alan Veeck BOMA International National Air Filtration Association Washington DC Virginia Beach, VA Other contributors: Dean Tompkins Madison, WI for his contribution on photocatalytic oxidizers Paul Francisco, Ex-Officio Cognizant Committee Chair Environmental Health Committee University of Illinois Champaign, IL ASHRAE is a registered trademark in the U.S. Patent and Trademark Office, owned by the American Society of Heating, Refrigerating and Air-Conditioning Engineers, Inc. © 2015 ASHRAE (www.ashrae.org). For personal use only. -

Fast Facts (PDF)
FAST FACTS According to the National Fire Protection Association, the leading factor contributing to home heating fires (30%) was mainly due to having a dirty chimney (i.e., creosote buildup). Heating equipment (including wood stoves) is the second leading cause of home fires, and third leading cause of home fire deaths. Most fireplace and chimney fires are caused by creosote buildup, and could be prevented. EPA believes there are approximately 13 million fireplaces, 250,000 hydronic heaters, and 8.5 million wood stoves in use nationwide. Five million (57 percent) of the nation’s wood stoves are older, inefficient devices. EPA estimates that if all of the old wood stoves in the United States were replaced with cleaner- burning hearth appliances, an estimated $56-126 billion in health benefits per year would be realized. Smoke from wood-burning stoves and fireplaces contain a mixture of harmful gases and particle matter (PM2.5). Breathing these small particles can cause asthma attacks and severe bronchitis, aggravate heart and lung disease, and may increase the likelihood of respiratory illnesses. Changing out one old dirty, inefficient wood stove is equivalent to the PM2.5 reduction of taking five old diesel trucks off the road. The benefits of replacing old wood stoves and fireplaces: • Saves money, fuel, time, and resources • Up to 50 percent more energy efficient, uses 1/3 less wood • Cuts creosote build-up in chimneys that helps reduce the risk of fire • Reduces PM2.5 indoors and out After start-up, a properly installed, correctly used EPA-certified wood stove should be smoke free. -

WHO Guidelines for Indoor Air Quality : Selected Pollutants
WHO GUIDELINES FOR INDOOR AIR QUALITY WHO GUIDELINES FOR INDOOR AIR QUALITY: WHO GUIDELINES FOR INDOOR AIR QUALITY: This book presents WHO guidelines for the protection of pub- lic health from risks due to a number of chemicals commonly present in indoor air. The substances considered in this review, i.e. benzene, carbon monoxide, formaldehyde, naphthalene, nitrogen dioxide, polycyclic aromatic hydrocarbons (especially benzo[a]pyrene), radon, trichloroethylene and tetrachloroethyl- ene, have indoor sources, are known in respect of their hazard- ousness to health and are often found indoors in concentrations of health concern. The guidelines are targeted at public health professionals involved in preventing health risks of environmen- SELECTED CHEMICALS SELECTED tal exposures, as well as specialists and authorities involved in the design and use of buildings, indoor materials and products. POLLUTANTS They provide a scientific basis for legally enforceable standards. World Health Organization Regional Offi ce for Europe Scherfi gsvej 8, DK-2100 Copenhagen Ø, Denmark Tel.: +45 39 17 17 17. Fax: +45 39 17 18 18 E-mail: [email protected] Web site: www.euro.who.int WHO guidelines for indoor air quality: selected pollutants The WHO European Centre for Environment and Health, Bonn Office, WHO Regional Office for Europe coordinated the development of these WHO guidelines. Keywords AIR POLLUTION, INDOOR - prevention and control AIR POLLUTANTS - adverse effects ORGANIC CHEMICALS ENVIRONMENTAL EXPOSURE - adverse effects GUIDELINES ISBN 978 92 890 0213 4 Address requests for publications of the WHO Regional Office for Europe to: Publications WHO Regional Office for Europe Scherfigsvej 8 DK-2100 Copenhagen Ø, Denmark Alternatively, complete an online request form for documentation, health information, or for per- mission to quote or translate, on the Regional Office web site (http://www.euro.who.int/pubrequest). -
Emission Control Technology for Masonry Fireplaces
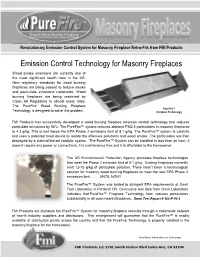
Revolutionary Emission Control System for Masonry Fireplace Retro-Fits from FMI Products Emission Control Technology for Masonry Fireplaces Wood smoke emissions are currently one of the most significant health risks in the US. New regulatory standards for wood burning fireplaces are being passed to reduce smoke and particulate emissions nationwide. Wood burning fireplaces are being restricted by Clean Air Regulators in almost every state. The PureFire Wood Burning Fireplace PureFire™ Technology is designed to solve this problem. Fireplace Technology FMI Products has successfully developed a wood burning fireplace emission control technology that reduces particulate emissions by 80%. The PureFire™ system reduces airborne PM2.5 particulates in masonry fireplaces to 4.3 g/kg. This is well below the EPA Phase 2 emissions limit of 5.1 g/kg. The PureFire™ system is catalytic and uses a patented hood device to isolate the offensive pollutants and wood smoke. The particulates are then destroyed by a state-of-the-art catalytic system. The PureFire™ System can be installed in less than an hour, it doesn’t require any power or connections, it is maintenance free and it is affordable to the homeowner. The US Environmental Protection Agency promotes fireplace technologies that meet the Phase 2 emission limit of 5.1 g/kg. Existing fireplaces currently emit 12-15 g/kg of particulate pollution. There hasn’t been a technological solution for masonry wood burning fireplaces to meet the new EPA Phase 2 emissions limit. UNTIL NOW! The PureFire™ System was tested to stringent EPA requirements at Omni Test Laboratory in Portland OR. -

A Hybrid Air Purifier and Dehumidifier for the Best Possible Indoor Air
AD20 Hybrid / Air purifier & Dehumidifier A hybrid air purifier and dehumidifier for the best possible indoor air. & ER D AN EH Wood´s AD20 hybrid is a revolutionary innovation that LE UM C ID IF I R E I R E A CL AN E R A R I R I R E I A F combines Wood´s high standards for energy-effecient I D I C M L E U A H N E E D R & and reliable dehumidification, with Wood´s unique & R E N A E D L SWEDISH TECHNIQUE E C N U M I R D I I A F I E R Swedish filtration system and give you the best possible indoor air. Thanks to the patented filter system Active ION HEPA, manufactured in Sweden, AD20 Hybrid gives you an effective air cleaning-without compromising on power consumption or noise levels. Wood’s AD-20 Hybrid Specifications dehumidification AD20 Hybrid is reliable, efficient and energy-saving. Max. working area 100 m² Recommended area 2 - 60 m² AD20 Hybrid protects against moisture and mold dam- Capacity at 20ºC & 70% RF 10,6 litres/day age and also serve you with an air purifier in the same Capacity at 35ºC & 80% RF 20 litres/day Power at 27ºC & 60% RF 260 W machine. AD20 Hybrid is one of the smartest hybrid Power at 30ºC & 80% RF 310 W dehumidifiers / air purifiers on the market. Fan speeds 4 Airflow 100-200 m³/h Speed 1 100 m³/h Speed 2 130 m³/h Advantages: Speed 3 160 m³/h Speed 4 200 m³/h • Powerful and energy efficient dehumidification. -

Indoor Air Quality in Commercial and Institutional Buildings
Indoor Air Quality in Commercial and Institutional Buildings OSHA 3430-04 2011 Occupational Safety and Health Act of 1970 “To assure safe and healthful working conditions for working men and women; by authorizing enforcement of the standards developed under the Act; by assisting and encouraging the States in their efforts to assure safe and healthful working conditions; by providing for research, information, education, and training in the field of occupational safety and health.” This publication provides a general overview of a particular standards-related topic. This publication does not alter or determine compliance responsibili- ties which are set forth in OSHA standards, and the Occupational Safety and Health Act of 1970. More- over, because interpretations and enforcement poli- cy may change over time, for additional guidance on OSHA compliance requirements, the reader should consult current administrative interpretations and decisions by the Occupational Safety and Health Review Commission and the courts. Material contained in this publication is in the public domain and may be reproduced, fully or partially, without permission. Source credit is requested but not required. This information will be made available to sensory- impaired individuals upon request. Voice phone: (202) 693-1999; teletypewriter (TTY) number: 1-877- 889-5627. Indoor Air Quality in Commercial and Institutional Buildings Occupational Safety and Health Administration U.S. Department of Labor OSHA 3430-04 2011 The guidance is advisory in nature and informational in content. It is not a standard or regulation, and it neither creates new legal obligations nor alters existing obligations created by OSHA standards or the Occupational Safety and Health Act. -

Cabin Air Quality Brief
Briefing paper Cabin air quality – Risk of communicable diseases transmission The overall risk of contracting a disease from an ill person onboard an airplane is similar to that in other confined areas with high occupant density, such as a bus, a subway, or movie theatre for a similar time of exposure. anywhere where a person is in close contact with others. That said, the risk on airplanes is probably lower than in many confined spaces because modern airplanes have cabin air filtration systems equipped with HEPA filters. HEPA or high efficiency particulate air filters have similar performance to those used to keep the air clean in hospital operating rooms and industrial clean rooms. These filters are very effective at trapping microscopic particles as small as bacteria and viruses. HEPA filters are effective at capturing greater than 99 percent of the airborne microbes in the filtered air. Filtered, recirculated air provides higher cabin humidity levels and lower particulate levels than 100% outside air systems. The cabin air system is designed to operate most efficiently by delivering approximately 50 percent outside air and 50 percent filtered, recirculated air. This normally provides between 15 to 20 cubic feet of total air supply per minute per person in economy class. The total air supply is essentially sterile and particle-free. Cabin air circulation is continuous. Air is always flowing into and out of the cabin. Total airflow to the cabin is supplied at a bulk flow rate equivalent to 20 to 30 air changes per hour. This provides temperature control and minimizes temperature gradients within the cabin. -

Environmental Effects of Ozone Depletion and Its Interactions with Climate Change: 2010 Assessment
University of Wollongong Research Online Faculty of Science - Papers (Archive) Faculty of Science, Medicine and Health 2010 Environmental Effects of Ozone Depletion and its Interactions with Climate Change: 2010 Assessment Sharon A. Robinson University of Wollongong, [email protected] Stephen R. Wilson University of Wollongong, [email protected] Follow this and additional works at: https://ro.uow.edu.au/scipapers Part of the Life Sciences Commons, Physical Sciences and Mathematics Commons, and the Social and Behavioral Sciences Commons Recommended Citation Robinson, Sharon A. and Wilson, Stephen R.: Environmental Effects of Ozone Depletion and its Interactions with Climate Change: 2010 Assessment 2010. https://ro.uow.edu.au/scipapers/456 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Environmental Effects of Ozone Depletion and its Interactions with Climate Change: 2010 Assessment Abstract This quadrennial Assessment was prepared by the Environmental Effects Assessment Panel (EEAP) for the Parties to the Montreal Protocol. The Assessment reports on key findings on environment and health since the last full Assessment of 2006, paying attention to the interactions between ozone depletion and climate change. Simultaneous publication of the Assessment in the scientific literature aims to inform the scientific community how their data, modeling and interpretations are playing a role in information dissemination to the Parties -
![Airbase... [614Kb]](https://docslib.b-cdn.net/cover/3911/airbase-614kb-1113911.webp)
Airbase... [614Kb]
AIVC #13,465 Original Paper lndo«»Jr-'Bllllfillt Environment Indoor Built Environ 2000;9:97-101 Accepted: May 15, 2000 Ventilation for People Geoffrey Brundrett Brundrett Associates, Kingsley, UK Key Words ( 1) The designer of a building can sometimes believe Air tightness· Low energy· Building Regulations· that infiltration of air is ventilation. As a consequence, Healthier buildings· Filtration· Odours little in the way of planned ventilation is provided in ., many buildings. Loose-fitting window frames, gaps in the structure, internal duct ways which are open ended and Abstract act as chimneys, and unsealed interfaces between wall and The developing trend that Building Regulations in the floor or roof are all considered breathing routes for the future will be applied to buildings in use rather than to building. Such holes and gaps offer high ventilation rates, their design intent on paper has many important implica albeit of an unknown and variable quantity. This is tions. It will lead to pressure testing of new buildings to believed to give protection against damp and mould ensure air tightness, low energy bills and the associated growth, for which the architect will be blamed if such absence of draughts. Importantly, it means that for the unhealthy signs appear. The resulting uncomfortable first time, the ventilation air will enter the building draughtiness and high energy bills are not popular with through the air inlet ductwork. This offers the designers clients. This also means that the indoor environment the opportunity to control the indoor environment to directly reflects the outdoor one because the air supply is create refreshing comfortable climate while retaining not properly engineered [1]. -
Iosensors Measure Airborne Particulates: a New Technology for Studying Cellular Stress from Air Pollution
Biosensors Measure Airborne Particulates: A New Technology for Studying Cellular Stress From Air Pollution Item Type text; Article Authors McGinley, Susan Publisher College of Agriculture and Life Sciences, University of Arizona (Tucson, AZ) Journal 2001 Arizona Agricultural Experiment Station Research Report Download date 28/09/2021 01:04:02 Link to Item http://hdl.handle.net/10150/622249 iosensors measure airborne particulates A new technology for studying cellular stress from air pollution By Susan McGinley the elderly and of people with weakened immune systems all increase when these emissions increase. Conversely, cities with large manufacturing bases have reduced reports for these health problems when the factories and plants are shut down. Riley's group believes that the EPA system needs to take a different approach by determining not just the size, but also the components of PM. "We're trying to tie together the chemical composition of these particles with their elicited effects in humans and animals," Riley says. They are studying two cell -based approaches for detecting and characterizing PM toxicity based on the response of cells from lung tissue exposed to certain types or components of PM. The first uses a perpetual cell line of rat lung cells that is grown in a tiny cup small enough to fit over the end of an adult's little . .. ._ ' .-....._ .j+ll.iÄlÿ, i;d: finger. The cells grow on a porous 1:7 - fr membrane in the cup. The scientists add G.) different airborne particulates to the single -J tight layer of lung cells and track the cell's a) C metabolism in consuming sugars and ro excreting wastes. -

Fr-2016-11-18
82272 Federal Register / Vol. 81, No. 223 / Friday, November 18, 2016 / Rules and Regulations ENVIRONMENTAL PROTECTION information is not publicly available, J. Revisions to the Technician Certification AGENCY e.g., CBI or other information whose Program Requirements in § 82.161 disclosure is restricted by statute. K. Revisions to the Reclamation 40 CFR Part 82 Certain other material, such as Requirements in § 82.164 copyrighted material, is not placed on L. Revisions to the Recordkeeping and [EPA–HQ–OAR–2015–0453; FRL–9950–28– Reporting Requirements in § 82.166 OAR] the Internet and will be publicly available only in hard copy form. M. Effective and Compliance Dates RIN 2060–AS51 Publicly available docket materials are V. Possible Future Revisions to Subpart F VI. Economic Analysis available electronically through Protection of Stratospheric Ozone: VII. Statutory and Executive Order Reviews Update to the Refrigerant Management www.regulations.gov. A. Executive Order 12866: Regulatory Requirements Under the Clean Air Act FOR FURTHER INFORMATION CONTACT: Planning and Review and Executive Jeremy Arling, Stratospheric Protection Order 13563: Improving Regulation and AGENCY: Environmental Protection Division, Office of Atmospheric Regulatory Review Agency (EPA). Programs, Mail Code 6205T, 1200 B. Paperwork Reduction Act ACTION: Final rule. Pennsylvania Avenue NW., Washington, C. Regulatory Flexibility Act (RFA) D. Unfunded Mandates Reform Act SUMMARY: DC 20460; telephone number (202) 343– The Clean Air Act prohibits (UMRA) the knowing release of ozone-depleting 9055; email address arling.jeremy@ epa.gov. You may also visit E. Executive Order 13132: Federalism and substitute refrigerants during the F. Executive Order 13175: Consultation course of maintaining, servicing, www.epa.gov/section608 for further information about refrigerant and Coordination With Indian Tribal repairing, or disposing of appliances or Governments management, other Stratospheric Ozone industrial process refrigeration.