Expedient Homemade Firearms: the Machine Pistol by P
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
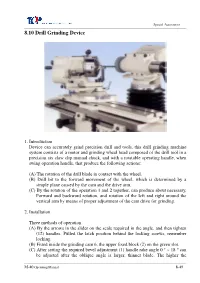
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Download One Sided Catalog
JE Howell Model Engine Plans Operated & Owned by Outpost Enterprises, LTD 695 Godfrey Road Hollansburg OH 45332 The world’s largest catalog of quality model stirling engines, atmospheric engine, gas engine, and other model engineering projects. Also hard-to-find part sets, transistor ignition system kits, bearings, complete Boehm Engine Kits, and other supply items for the hobby, educational and experimental engine Machinist. All plans sets are bar stock projects with no castings required. This is the lowest cost way for you to build these projects as the material can usually be purchased from salvage yards at very attractive prices. However, most of the engines are designed to look like they were in fact built from castings instead of rectangular blocks of metal! All plans are high quality computer generated and printed on 8 1/2 x 11” sheets with a laser printer. This permits you to make workshop copies that are sure to get soiled, and you can keep the originals like new or put originals in plastic sheet protectors to use. Dimensions are in U.S. inch decimals—no fractions—which makes it easy for you to change the scale of your model to suit your machine tool capacity or the materials you have on hand or have access to. The prototype models are thoroughly tested, improvements made where possible, and were re-tested until satisfied. Then the model were disassembled for precise measuring of each part to create the plans you get. This assures that the plans exactly represent the prototype model at the final stage of development. -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -

Argus Workshop Practice Series Publications
Argus Workshop Practice Series Publications An excellent series of model engineering book which would be interest to not only model engineers but also those that with full-size machinery, such as vintage and veteran cars, motor and pedal cycles, traction engines and railway locomotives ADHESIVES AND SEALANTS; (Argus Workshop Series No 21) By David Lammas. BEARINGS ArgusWorkshop Series No 40 A comprehensive book, covering traditional WPS NO 40 by Alex Weiss Every working adhesives —their advantages and model includes bearings, often a large shortcomings -as well as more recent synthetic number of them. This practical book products. He also discusses surface describes the wide and diverse range of preparation, handling hazards, deterioration bearings found in the large variety of under adverse conditions, the criteria employed, during different types of models built in home selection. Soft bound. 44 pages illustrated. ISBN 1854860488 workshops .It reviews the choice of bearings $19.95 materials, the type of bearing to use for each particular application, highlights the differences between home-made and off-the-shelf bearings and considers the installation and care of bearings. A Argus Workshop Practice Publication ART OF WELDING; (Argus Workshop Practice Series No Published 2008 Soft cover 210 x 148 mm 128 pages, ISBN: 7) By W. A Vause. This book sets out the 978-185486-250-1 Book No: 862501 $A19.95 basic techniques for oxy-acetylene welding, brazing, flame-cutting and electric arc CAD FOR MODEL ENGINEERS; welding with mild steel, cast iron, stainless ARGUS WORKSHOP SERIES No 29: steel, copper, brass, etc., in sheet, plate or cast By D A G Brown. -

Foreign Military Weapons and Equipment
DEPARTMENT OF THE ARMY PAMPHLET NO. 30-7-4 FOREIGN MILITARY WEAPONS AND EQUIPMENT Vol. III INFANTRY WEAPONS DEPARTMENT OF THE ARMY DT WASHINGTON 25, D. C. FOREWORD The object in publishing the essential recognition features of weapons of Austrian, German, and Japanese origin as advance sections of DA Pam 30-7-4 is to present technical information on these weapons as they are used or held in significant quantities by the Soviet satellite nations (see DA Pam 30-7-2). The publication is in looseleaf form to facilitate inclusion of additional material when the remaining sections of DA Pam 30-7-4 are published. Items are presented according to country of manufacture. It should be noted that, although they may be in use or held in reserve by a satellite country, they may be regarded as obsolete in the country of manufacture. DA Pam 30-7-4 PAMPHLET DEPARTMENT OF THE ARMY No. 30-7-4 WASHINGTON 25, D. C., 24 November 1954 FOREIGN MILITARY WEAPONS AND EQUIPMENT VOL. III INFANTRY WEAPONS SECTION IV. OTHER COUNTRIES AUSTRIA: Page Glossary of Austrian terms--------------------------------------------------------- 4 A. Pistols: 9-mm Pistol M12 (Steyr) ---------------------------------------------------- 5 B. Submachine Guns: 9-mm Submachine Gun MP 34 (Steyr-Solothurn) ------------------------------- .7 C. Rifles and Carbines: 8-mm M1895 Mannlicher Rifle- - ____________________________________- - - - - - -- 9 GERMANY: Glossary of German terms___________________________________---------------------------------------------------------11 A. Pistols: 9-mm Walther Pistol M1938-- _______________________-- - --- -- -- 13 9-mm Luger Pistol M1908--------------------------------------------------15 7.65-mm Sauer Pistol M1938---------------------------------_ 17 7.65-mm Walther Pistol Model PP and PPK ---------------------------------- 19 7.63-mm Mauser Pistol M1932----------------------------------------------21 7.65-mm Mauser Pistol Model HSc ------------------------------------------ 23 B.