Behavior of Prepared-For-Print Fabrics in Digital Printing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Care Label Recommendations
CARE LABEL RECOMMENDATIONS RECOMMENDED CARE FOR APPAREL PRODUCTS Fiber content, fabric construction, color, product construction, finish applications and end use are all considered when determining recommended care. Following are recommended care instructions for Nordstrom Products, however; the product must be tested to confirm that the care label is suitable. GARMENT/ CONSTRUCTION/ FIBER CONTENT FABRICATION CARE LABEL Care ABREVIATION EMBELLISHMENTS Knits and Sweaters Acetate/Acetate Blends Knits / Sweaters K & S Dry Clean Only DCO Acrylic Sweater K & S Machine Wash Cold, Gentle Cycle With Like Colors Only Non-Chlorine Bleach If Needed MWC GC WLC ONCBIN TDL RP CIIN Tumble Dry Low, Remove Promptly Cool Iron If Needed Acrylic Gentle Or Open Construction, Chenille K & S Turn Garment Inside Out Or Loosely Knit Machine Wash Cold, Gentle Cycle With Like Colors TGIO MWC GC WLC ONCBIN R LFTD CIIN Only Non-Chlorine Bleach If Needed Reshape, Lay Flat To Dry Cool Iron If Needed Acrylic / Rayon Blends Sweaters / Gentle Or Open K & S Professionally Dry Clean Construction, Chenille Or Loosely Knit Short Cycle, No Steam PDC SC NS Acrylic / Wool Blends Sweaters with Embelishments K & S Hand Wash Cold, Separately Only Non-Chlorine Bleach If Needed, No Wring Or Twist Reshape, Lay Flat To Dry Cool Iron If Needed HWC S ONCBIN NWOT R LFTD CIIN DNID Do Not Iron Decoration Acrylic / Wool Blends Sweaters K & S Hand Wash Cold, Separately Only Non-Chlorine Bleach If Needed Roll In Towel To Remove Excess Moisture Reshape, Lay Flat To Dry HWC S ONCBIN RITTREM -

Spring Twenty Two Women's Headwear
SPRING 2022 SPRING TWENTY TWO WOMEN’S HEADWEAR & APPAREL DONE PROPER NH SPRING 2022 WOMEN THIS SEASON WE CELEBRATE THE NEW EXPLORERS. THE COLLECTION IS INSPIRED BY VINTAGE MILITARY AND WORKWEAR SILHOUETTES, BLENDED WITH SPRING THE JOYFUL RETRO AESTHETIC OF THE 1970’S. WOMEN 2022 WITH A PALETTE OF CLASSIC SEASONAL COLORS AND PRINTS, WE SET OUT TO DESIGN A RANGE THAT BALANCES STYLE THAT IS AT HOME ON CITY STREETS, OR THE ROADS LESS TRAVELED. SPRING 2022 2 SPRING 2022 3 RANCHER COLLECTION JO RANCHER RANCHER COLLECTION SPRING 2022 4 SPRING 2022 5 JO STRAW RANCHER RANCHER COLLECTION A NEW ICON | ELEGANT SILHOUETTE | PREMIUM DETAILS SPRING 2022 6 SPRING 2022 7 RENO FEDORA RANCHER COLLECTION REFINED AND RESPONSIBLY SOURCED | PREMIUM DETAILS AND FINISHES SPRING 2022 8 SPRING 2022 9 JO RANCHER RANCHER COLLECTION THE RANCHER REBORN | CRUELTY-FREE WOOL CONSTRUCTION SPRING 2022 10 SPRING 2022 11 JO RANCHER (10cm/4” Brim) XS-S-M-L (6_-7-7_-7_) • 100% wool felt • Metal headwear plaque • Adjustable Velcro strap under sweatband • Grosgrain outside band and brim taping DOVE WASHED NAVY/NAVY *BLACK 11035-DOVE 11035-WSNVY 11035-BLACK RANCHER COLLECTION BRASS 11035-BRASS PRODUCT PAGE JOANNA FELT HAT (10cm/4” Brim) XS-S-M-L (6_-7-7_-7_) • 100% wool felt • Grosgrain band • Metal headwear plaque • Adjustable Velcro strap under sweatband *BLACK PHOENIX ORANGE MOJAVE 10783-BLACK 10783-PHEOR 10783-MOJAV SPRING 2022 12 SPRING 2022 13 JOANNA PACKABLE HAT DUKE COWBOY HAT (7.5cm/3.5” Brim) (7.5cm/3” Brim) XS-S-M-L (6_-7-7_-7_) XS-S-M-L-XL (6¾-7-7¼-7½-7¾) • 100% wool felt • 100% wool felt • Grosgrain band • 5mm Grosgrain band • Metal headwear plaque • Metal headwear plaque • Adjustable Velcro strap under • D2 sweatband *BLACK MERMAID CASA BLANCA BLUE *BLACK COFFEE 10628-BLACK 10628-MERMD 10628-CABLB 10998-BLACK 10998-COFFE RENO FEDORA COHEN COWBOY (9cm/3. -

Textile Printing
TECHNICAL BULLETIN 6399 Weston Parkway, Cary, North Carolina, 27513 • Telephone (919) 678-2220 ISP 1004 TEXTILE PRINTING This report is sponsored by the Importer Support Program and written to address the technical needs of product sourcers. © 2003 Cotton Incorporated. All rights reserved; America’s Cotton Producers and Importers. INTRODUCTION The desire of adding color and design to textile materials is almost as old as mankind. Early civilizations used color and design to distinguish themselves and to set themselves apart from others. Textile printing is the most important and versatile of the techniques used to add design, color, and specialty to textile fabrics. It can be thought of as the coloring technique that combines art, engineering, and dyeing technology to produce textile product images that had previously only existed in the imagination of the textile designer. Textile printing can realistically be considered localized dyeing. In ancient times, man sought these designs and images mainly for clothing or apparel, but in today’s marketplace, textile printing is important for upholstery, domestics (sheets, towels, draperies), floor coverings, and numerous other uses. The exact origin of textile printing is difficult to determine. However, a number of early civilizations developed various techniques for imparting color and design to textile garments. Batik is a modern art form for developing unique dyed patterns on textile fabrics very similar to textile printing. Batik is characterized by unique patterns and color combinations as well as the appearance of fracture lines due to the cracking of the wax during the dyeing process. Batik is derived from the Japanese term, “Ambatik,” which means “dabbing,” “writing,” or “drawing.” In Egypt, records from 23-79 AD describe a hot wax technique similar to batik. -

Jayoma Digital
+91-8048372252 Jayoma Digital https://www.indiamart.com/jayoma-digital/ Offering digital printing services on fabric cotton, viscose, silk, hosiery, bed sheet and pillow cover. Digital Printing On cotton BedSheets Kurtis Scarves and all type Of cotton Viscous Quality About Us We Jayoma Digital introduces ourselves as Textile Digital Printers, using latest digital printing technology to provide a short runs and production scale projects. We were the pioneer in the digital printing technology as we are the first one in Gujarat region to installed a digital textile printer (Size: 74” width) which can print in high resolution with significantly high production capacity. Currently, we have a total 2 digital printing machines which can print 200 mtrs. a day Digitally printing presents no limitations on color and through our specialist software we are able to color match from monitor to printed fabric, a large selection of which we hold in year round stock. Fabrics used range from the sheerest of silks to heavy cottons and include chiffon Georgette, poplin, canvas, cotton lawn, fine wool, lycra and also other stretch materials. Jayoma Digital is recognized for its work in pioneering the industries to using digital print technology. With it, came a new world where the use of color had no limitations, minimum orders were a thing of the past and there was no limit of repeat sizes. Jayoma Digital is also care of Designing we have our own designing studio to create and modification of design has proven to be invaluable in the digital revolution. To ensure the correct chemistry is used on each fabric our machines are set up on all available dyestuffs reactive, disperse, sublimation with different fabrics requiring different methods.. -

Stretching Unprimed Vs. Pre-Primed Canvas for Painting
INFORMATION JUST PAINT SHEETS 8/07 No. 3 Developed in collaboration with Conservator James Bernstein and Golden Artist Colors, Inc. Stretching Unprimed vs. Pre-primed Canvas for Painting Pre-stretching traditional size. A stretched linen canvas by the weave in an unfavorable position. It is itself on a humid day would become taut. wisest to pre-stretch as a separate step. This Unprepared Canvas When there is an animal glue size on a linen aligns the weave as fabric tension is For ultimate fabric choice, unprimed canvas, the animal glue swells and the canvas estimated. If a fabric is very responsive, the canvas offers the most possibilities. The becomes less tight. Conversely, a linen first stretching may be done barehanded artist is not limited by the variety or size of canvas by itself on a dry day would become (without pliers), as the canvas should not fabrics available pre-primed. limp. However, animal glue under dry initially be stretched too taut. Allowance has If starting with unprepared linen, cotton, conditions shrinks and becomes taut. Thus to be left for subsequent wetting and rinsing or other fabric for painting, preliminary the opposite natural behaviors of linen and that will tighten the fabric significantly preparation of the canvas is essential. A animal glue are dynamically opposed and (albeit temporarily). common misunderstanding is that the help hold each other in tow. The pre-stretched canvas should be application of size or ground layer coatings This dynamic is not as well balanced for gradually and uniformly moistened and then will correct or compensate for all sorts of cotton canvas. -

Jennifer Brunton 2017
The Zibby Garnett Travelling Fellowship Report by Jennifer Brunton MLitt Technical Art History. The Cleveland Museum of Art, Ohio, USA. th th 9 July – 16 July 2017. Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Table of Contents Introduction 1 1.1 Overview 1 1.2 Budget 2 Placement Overview 3 2.1 Cleveland 3 2.2 The Cleveland Museum of Art 4 3.1 Learning Objectives 4 4.1 Day 1: Stretching the First Canvas 6 4.2 Day 2: Part One. Working on a Glue Size Recipe 8 4.2.1 Day 2: Part Two: Preparing a Glue Ground Layer 10 4.3 Day 3: The Second Canvas and WOW! 11 4.3.1 WOW! (Wade Oval Wednesday) 13 4.4 Day 4: Experimenting with Ground Recipes 13 4.5 Day 5: Last Day and Boiling the Third Canvas 14 4.6 Back in Glasgow: Stretching the Huckaback Canvas 16 Conclusion 19 Acknowledgements 20 Appendix 1 21 Appendix 2 22 Appendix 3 24 Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Image Credits All images not credited are copyright of the author, with permission from The Cleveland Museum of Art, Ohio. Figure 1. http://www.lib.utexas.edu/maps/world_cities/cleveland.jpg Figure 2. http://www.clevelandart.org/sites/default/files/images/homepage- feature/full/BannerBenefit_desktop.jpg Figure 22. http://www.universitycircle.org/events/2017/06/14/wow-wade-oval-wednesdays Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Introduction. 1.1 Overview. My name is Jennifer Brunton, I am 22 years of age, and currently studying for a post- graduate degree in Technical Art History at the Centre for Textile Conservation and Technical Art History at the University of Glasgow. -
An Empirical Assessment of the Relationship Of
An International Multidisciplinary Journal, Ethiopia Vol. 7 (2), Serial No. 29, April, 2013:350-370 ISSN 1994-9057 (Print) ISSN 2070--0083 (Online) DOI: http://dx.doi.org/10.4314/afrrev.7i2.22 Adire in South-western Nigeria: Geography of the Centres Areo, Margaret Olugbemisola- Department of Fine and Applied Arts, Ladoke Akintola University of Technology, P. M. B 4000, Ogbomoso, Nigeria E-mail; [email protected] & Kalilu, Razaq Olatunde Rom - Department of Fine and Applied Arts, Ladoke Akintola University of Technology, P. M. B 4000, Ogbomoso, Nigeria E-mail; [email protected] Abstract Adire, the patterned dyed cloth is extant and is practiced in almost all Yoruba towns in Southwestern Nigeria. The art tradition is however preponderant in a few Yoruba towns to the extent that the names of these towns are traditionally inseparable with the Adire art tradition. With Western education, introduction of foreign religions, influence from other cultures, technique and technology, there is a shift in the producers of Adire, the training pattern, and even an evolution in the production centre. While Western education resulted in a shift from the hitherto traditional Copyright© IAARR 2013: www.afrrevjo.net 350 Indexed African Journals Online: www.ajol.info Vol. 7 (2) Serial No. 29, April, 2013 Pp.350-370 apprenticeship method to the study of the art in schools, unemployment gave birth to the introduction of training drives by government and non governmental parastatals. This study, a field research, is an appraisal of the factors that contributed to the vibrancy of the traditionally renowned centres, and how the newly evolved centres have in contemporary times contributed to the sustainability of the Adire art tradition. -
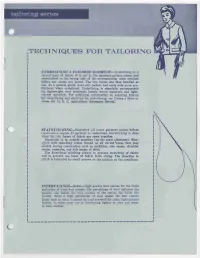
Tailoring Series TECHNIQUES for TAILORING UNDERLINING a TAILORED GARMENT—Underlining Is a Second Layer of Fabric. It Is Cut By
tailoring series TECHNIQUES FOR TAILORING UNDERLINING A TAILORED GARMENT—Underlining is a second layer of fabric. It is cut by the garment pattern pieces and staystitched to the wrong side of the corresponding outer sections before any seams are joined. The two layers are then handled as one. As a general guide, most suit jackets and coats look more pro- fessional when underlined. Underlining is especially recommended for lightweight wool materials, loosely woven materials and light- colored materials. For additional information on selecting fabrics for underlining and applying the underlining, see Lining a Shirt 01' Dress HE 72, N. C. Agricultural Extension Service. STAYSTITCHING—Staystitch all outer garment pieces before construction begins. If garment is underlined, stays-titching is done when the two layers of fabric are sewn together. Staystitch 1/3 in. outside seamline (on the seam allowance). Stay- stitch “ with matching cotton thread on all curved *areas that may stretch during construction such as necklines, side seams, shoulder seams, armholes, and side seams of skirt. Use directional stitching always to prevent stretching of fabric and to prevent one layer of fabric from riding. The direction to stitch is indicated by small arrows on the pattern on the seamlines. INTERFACINGS—Select a high quality hair canvas for the front and collar of coats and jackets. The percentage of wool indicates the quality—the higher the wool content of the canvas the better the quality. Since a high percentage of wool makes the hair canvas fairly dark in color, it cannot be used successfully under light-colored fabrics. In these cases use an interfacing lighter in color and lower in wool content. -
Nylon Wool Fiber Columns
U.S. Corporate Headquarters Polysciences Europe GmbH Polysciences Asia-Pacific, Inc. 400 Valley Rd. Badener Str. 13 2F-1, 207 DunHua N. Rd. Warrington, PA 18976 69493 Hirschberg an der Taipei, Taiwan 10595 1(800) 523-2575 / (215) 343-6484 Bergstrasse, Germany (886) 2 8712 0600 1(800)343-3291 fax +(49) 6201 845 20 0 (886) 2 8712 2677 fax [email protected] +(49) 6201 845 20 20 fax [email protected] [email protected] TECHNICAL DATA SHEET 425A Page 1 of 2 Nylon Wool Fiber Columns BACKGROUND NYLON WOOL FIBER VS. SHEEP RBC ROSETTING METHODS Researchers have been using nylon wool fiber procedures to separate T-cell and Wong and Mittal (1981)9 did extensive research comparing the methods of Nylon B-cell lymphocytes for more than 20 years. In the early 1970’s M. H. Julius et al Wool Fiber separation and the commonly- used and well-studied sheep RBC (1973),1 Eisen et al (1972),2 and Greaves & Brain (1974)3 described specific (SRBC) rosetting.10,11 Wong and Mittal were interested in isolating B-cells for conditions for the use of Nylon Wool Fiber in columns or plastic straws. These serologic typing of HLA-DR antigen. protocols resulted in yields of 50-90% T-cell recovery and 10-100 fold B-cell depletion. Wong and Mittal concluded that “Due to its simplicity and reliability, nylon wool adherence may be preferred over the SRBC rosette method for the routine pheno- These early researchers found it necessary to scrub or wash their Nylon Wool Fiber typing of B-cells.” Their findings are illustrated in Table 1. -

Glossary of Terms
Glossary of Terms Areal Density : It is the weight of fabric per unit area. Assortment : It is the selection and classification of raw jute according to fibre characteristics prior to packing or baling. Bag - A Twill : A double warp hemmed twill bag of 112 X 67.5 cm size and weighing 1190 g with three blue stripes woven along the length of the bag and used for packing sugar. Bag - B Twill : A double warp hemmed twill sacking bag measuring 112 X 67.5 cm and weighing 1020 g has the capacity of holding 95 kg of foodgrains. With three blue stripes woven along the length of the bag and is used for packing foodgrain. Due to ILO stipulation, a new type of B.Twill bag has been developed with 50 kg capacity, dimensions 94 X 57 cm and bag weight of 665 g. Bale (Kutcha) : A package of raw jute consists of various morahs, usually weighing 130 kg to 150 kg and sometimes only 55 kg It is bound with jute ropes. Bale ( Pucca) : It is hydraulically pressed bale of raw jute usually bound with jute ropes. Its standard size is ( 120 X 45 X 50 ) cm having net weight of 180 kg. Bale ( Fabric or Jute Bags) : A rectangular or square pressed, rigid package, containing jute fabrics or bags, covered with bale covering with outer layer stiched and bounded by metal hoopes in conformity with the relevant specifications. The bales containing jute bagging do not have bale covering. Batch : A quantity of raw jute selected from various asoortments to produce yarn of desired type of quality. -
Wool Is 100% Biodegradable
WOOL FACTS WOOL IS 100% BIODEGRADABLE Wool is a natural and renewable resource. As long as there is grass to eat, sheep will continue to produce wool. When wool is disposed of, it will naturally decompose in soil in a matter of months or years, slowly releasing valuable nutrients back into the earth. Synthetic fibres, on the other hand, can be extremely slow to degrade and significantly contribute to the world’s overflowing landfills. BIODEGRADATION N, S & other OF WOOL nutrients All materials of animal and vegetable origin have some degree HOW DOES of biodegradability, meaning that they are capable of being WOOL decomposed by the action of living organisms, such as fungi BIODEGRADE? and bacteria. Wool is composed of the natural protein keratin, which is similar to the protein that makes up human hair. When keratin is broken down naturally by microorganisms, the products do not pose any environmental hazard. On disposal, if wool is kept warm and moist or buried in soil, WOOL READILY fungal and bacterial growths develop which produce enzymes that BIODEGRADES digest wool. IN MOIST, WARM On the other hand, thanks to the unique chemical structure of keratin and wool’s tough, water-repellent outer membrane, clean and dry CONDITIONS wool fibres do not readily degrade. This allows wool products to be resilient and long-lasting in normal conditions. WOOL IS 100% BIODEGRADABLE WOOL BIODEGRADES QUICKLY Wool biodegrades readily in as little as three to four months but the rate varies with soil, climate and wool characteristics. This releases essential elements such as nitrogen, sulphur and magnesium back to the soil, able to be taken up by growing plants. -

Pashmina Wool–A Valuable Commodity
International Journal of Avian & Wildlife Biology Mini Review Open Access Pashmina wool–a valuable commodity Abstract Volume 3 Issue 6 - 2018 The conversion of goat hair into Pashmina was investigated. Pashmina is obtained Herbert W Ockerman from the Changthangi goats found in the Himalayan regions. The nomadic herders and The Ohio State University, USA animals that live in these regions have to adapt to harsh environments. The Pashmina goats play an important role in the livelihoods of the nomadic herders. Correspondence: Herbert W Ockerman, The Ohio State University, Ohio, USA, Email Keywords: changthangi, pashmina, goat, cashmere, himalayas, ladakh Received: November 01, 2018 | Published: November 16, 2018 Introduction The study investigated the ethnozoological aspects of agriculture in hostile environments and the production of the finest wool in the world. Changthangi or Pashmina goats can tolerate high altitude and the harsh environment of the Himalayan desert by growing an undercoat of fine hair which serves as insulation to keep them warm. This is the origin of pashmina wool. The research showed that the animals found in these regions such as yak, sheep and goats play a critical role in allowing humans to exist in a harsh environment. The elevation of these regions is upwards of 4,350 m (14,270 ft.) which causes a lack of oxygen, cold temperatures ranging from –20°C (–4°F) to –40°C (–40°F), strong winds, meager rainfall and lack of vegetation. This report will focus on the domestic Changthangi (or Pashmina) breed which produces wool that is known for its firmness, warmth, durability, lightness, softness and ability to Figure 2 Pashmina goat, sheep and yak herding.