EVALUATION of THORIUM BASED NUCLEAR FUEL Chemical Aspects
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Radiological Significance of Thorium Processing in Manufacturing
Attention Microfiche User, . The original document from which this microfiche was made was found to contain some imperfection or imperfections that redtice full comprehension of some of the text despite the gcod technical quality of the microfiche itself. The imperfections may be: - missing or illegible pages/figures - wrong pagination - poor overall printing quality, etc. We normally refuse to microfiche such a document and request a replacement document (or pages) from the National INIS Centre concerned. However, our experience shows that many months pass before such documents are replaced. Sometimes the Centre is not able to supply a better copy or, in some cases, the pages that were supposed to be missing correspond to a wrong pagination only. Me feel that it is better to proceed with distributing the microfiche made of these documents than to withhold them till the imperfections are removed. If the removals are subsequestly made then replacement microfiche can be issued. In line with this approach then, our specific practice for microfiching documents with imperfections is as follows: 1. A microfiche of an imperfect document will be marked with a special symbol (black circle) on the left of the title. This symbol will appear on all masters and copies of the document (1st fiche and trailer fiches) even if the imperfection is on one fiche of the report only. 2. If imperfection is not too general the reason will be specified on a sheet such as this, in the space below. 3. The microfiche will be considered as temporary, but sold at the normal price. Replacements, if they can be issued, will be available for purchase at the regular price. -

Thermodynamic Properties of Thorium Dioxide from 298 to 1200 Ok
JO URNAL OF RESEARCH of the National Bureau of Standards-A. Physics and Chemistry Vol. 65, No.2, March- April 1961 Thermodynamic Properties of Thorium Dioxide From 298 to 1,200 oK Andrew C. Victor and Thomas B. Douglas (November 26, 1960) As a step in developing new standards of he.at ca l ~ac i ty applicable up to very h~gh temperatures, t he heat content (enthalpy) of thol'lum dlOxldoe, I h02 , relatn:,e to 2~3 K , was accurately measured at ten temperatures from 323 to 1,173 K . A Bunsen 1.ce ca l ol'l~neter and a drop method were used to make t he mea ~ urements on two samples of ":ldely d Iff erent bulk densities. The corresponding heat-capacity values for the hIgher denSIty sample ~re represented within t heir uncertain ty (estimated to be ± 0.3 to 0.5 %) by the followlI1g empirical equation 1 (cal mole- I deg- I at T OK) : C ~ = 17 . 057 + 1 8. 06 ( 10 -4) T - 2.5166 (1 05)/1'2 At 298 oK t his equation agrees with previously reported low-temperatu.re measurements made with an adiabatic calorimeter. Values of heat content, heat capaelty, entropy, and Gibb's free energy function are tabulated from 298.15 t o 1,200 oK. 1. Introduction measll remen ts arc soon to be extended up to ap proximately 1,800 OK. Current practical and theoretical developm~l!ts However, at higher temperatures aluminum oxide have increased the need for accurate heat capaCltlOs is impractical as a heat standard, for it becomes and related thermal properties at high temp ~rature s, increasingly volatile, and melts at approximately yet the values reported for the same mat~nal from 2,300 OK. -

Extraction of Thorium Oxide from Monazite Ore
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Supervised Undergraduate Student Research Chancellor’s Honors Program Projects and Creative Work 5-2019 Extraction of Thorium Oxide from Monazite Ore Makalee Ruch University of Tennessee, Knoxville, [email protected] Chloe Frame University of Tennessee, Knoxville Molly Landon University of Tennessee, Knoxville Ralph Laurel University of Tennessee, Knoxville Annabelle Large University of Tennessee, Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_chanhonoproj Part of the Environmental Chemistry Commons, Geological Engineering Commons, and the Other Chemical Engineering Commons Recommended Citation Ruch, Makalee; Frame, Chloe; Landon, Molly; Laurel, Ralph; and Large, Annabelle, "Extraction of Thorium Oxide from Monazite Ore" (2019). Chancellor’s Honors Program Projects. https://trace.tennessee.edu/utk_chanhonoproj/2294 This Dissertation/Thesis is brought to you for free and open access by the Supervised Undergraduate Student Research and Creative Work at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Chancellor’s Honors Program Projects by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. Extraction of Thorium Oxide from Monazite Ore Dr. Robert Counce Department of Chemical and Biomolecular Engineering University of Tennessee Chloe Frame Molly Landon Annabel Large Ralph Laurel Makalee Ruch CBE 488: Honors -

Fabrication of Thorium and Thorium Dioxide
Natural Science, 2015, 7, 10-17 Published Online January 2015 in SciRes. http://www.scirp.org/journal/ns http://dx.doi.org/10.4236/ns.2015.71002 Fabrication of Thorium and Thorium Dioxide Balakrishna Palanki (Retired) Nuclear Fuel Complex, Hyderabad, India Email: [email protected] Received 10 November 2014; revised 9 December 2014; accepted 28 December 2014 Copyright © 2015 by author and Scientific Research Publishing Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract Thorium based nuclear fuel is of immense interest to India by virtue of the abundance of Thorium and relative shortage of Uranium. Thorium metal tubes were being cold drawn using copper as cladding to prevent die seizure. After cold drawing, the copper was removed by dissolution in ni- tric acid. Thorium does not dissolve being passivated by nitric acid. Initially the copper cladding was carried out by inserting copper tubes inside and outside the thorium metal tube. In an inno- vative development, the mechanical cladding with copper was replaced by electroplated copper with a remarkable improvement in thorium tube acceptance rates. Oxalate derived thoria powder was found to require lower compaction pressures compared to ammonium diuranate derived urania powders to attain the same green compact density. However, the green pellets of thoria were fragile and chipped during handling. The strength improved after introducing a ball milling step before compaction and maintaining the green density above the specified value. Alternatively, binders were used later for greater handling strength. Magnesia was conventionally being used as dopant to enhance the sinterability of thoria. -

Separation of Radioactive Elements from Rare Earth Element-Bearing Minerals
metals Review Separation of Radioactive Elements from Rare Earth Element-Bearing Minerals Adrián Carrillo García 1, Mohammad Latifi 1,2, Ahmadreza Amini 1 and Jamal Chaouki 1,* 1 Process Development Advanced Research Lab (PEARL), Chemical Engineering Department, Ecole Polytechnique de Montreal, C.P. 6079, Succ. Centre-ville, Montreal, QC H3C 3A7, Canada; [email protected] (A.C.G.); mohammad.latifi@polymtl.ca (M.L.); [email protected] (A.A.) 2 NeoCtech Corp., Montreal, QC H3G 2N7, Canada * Correspondence: [email protected] Received: 8 October 2020; Accepted: 13 November 2020; Published: 17 November 2020 Abstract: Rare earth elements (REE), originally found in various low-grade deposits in the form of different minerals, are associated with gangues that have similar physicochemical properties. However, the production of REE is attractive due to their numerous applications in advanced materials and new technologies. The presence of the radioactive elements, thorium and uranium, in the REE deposits, is a production challenge. Their separation is crucial to gaining a product with minimum radioactivity in the downstream processes, and to mitigate the environmental and safety issues. In the present study, different techniques for separation of the radioactive elements from REE are reviewed, including leaching, precipitation, solvent extraction, and ion chromatography. In addition, the waste management of the separated radioactive elements is discussed with a particular conclusion that such a waste stream can be -
Aec-Nasa Tech Brief
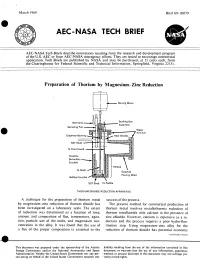
March 1969 Brief 69-10079 sty C AEC-NASA TECH BRIEF YES AEC-NASA Tech Briefs describe innovations resulting from the research and development program of the U.S. AEC or from AEC-NASA interagency efforts. They are issued to encourage commercial application. Tech Briefs are published by NASA and may be purchased, at 15 cents each, from the Clearinghouse for Federal Scientific and Technical Information, Springfield, Virginia 22151. Preparation of Thorium by Magnesium—Zinc Reduction Stirring Motor Ball Valve Stuffing Box Assembly Sampling Port - Water Annulus Graphitar Bearing 1___._Hea t Shields SST Shaft Ta Thermowell Graphite Secondary Crucible Heated Ta Shaft Graphite Pouring Mold Baffled Crucible^v I SST Shell Ta Paddle THORIUM DIOXIDE REDUCTION APPARATUS A technique for the preparation of thorium metal success of the process. by magnesium—zinc reduction of thorium dioxide has The present method for commercial production of been investigated on a laboratory scale. The extent thorium metal involves metallothermic reduction of of reduction was determined as a function of time, thorium tetrafluoride with calcium in the presence of amount and composition of flux, temperature, agita- zinc chloride. However, calcium is expensive as a re- tion, particle size of the oxide, and magnesium con- ductant and the process requires a prior hydro-fluo- centration in the alloy. It was found that the use of rination step. Using magnesium—zinc alloy for the a flux of the proper composition is essential to the reduction of thorium dioxide has potential economic (continued overleaf) This document was prepared under the sponsorship of the Atomic liability resulting from the use of the information contained in this Energy Commission and/or the National Aeronautics and Space document, or warrants that the use of any information, apparatus, Administration. -

United States Patent Office 2,988,421
United States Patent Office Patented June2,988,421 13, 196 heavailaaaar 1 2 contain more than 200 gms. alkali metal and chloride ions 2,988,421 per litre. The following tables show the loss of thorium PROCESS FOR THE SEPARATION OF THORUM and lanthanons under various conditions in the presence WilliamANDRARE Palmer Kemp, EARTHS Shenfield, FROM and MONAZTE James Johnston, 5 of sodium and potassium chloride. Hainault, England, assignors to Thorium Limited, Lon don, England, a corporation of Great Britain NaCl, ThO Ln2O No Drawing. Filed Aug. 20, 1957, Ser. No. 679,126 Acidity gm.fl. loss, loss, Claim priority, application Great Britain Aug. 24, 1956 gm.fl. gm.fl. 9 Claims. (C. 23-145) -ror-rm-m-m------- 10 : 122 This invention relates to a process for separating thori- 4.5 8: um and lanthanon salts from other materials present in : g monazite. The invention is particularly useful in that it 55 i. provides a process for separating salts of thorium and the : 8. lanthanons from phosphate and impurities present in 1655 400 6.65 ground mineral monazite. The term lanthanon in this specification includes the elements with atomic numbers KC ThO Ln2O from 57-71; this group is also known as the rare earth Acidity fi. is is elements. gm.fl. gm.fl. Monazite sand is a mineral phosphate containing thori- .am-m-m-m-m-m-m-wn um and the lanthanon phosphates to the extent of about 38 o' 95-98% by weight. Another source is ground mineral 300 0.005 1.0 monazite which is far less pure than monazite sand and contains only about 75% of the thorium and lanthanon In a preferred form of the process the filtered extract phosphates. -

Chemical Compatibility Storage Group
CHEMICAL SEGREGATION Chemicals are to be segregated into 11 different categories depending on the compatibility of that chemical with other chemicals The Storage Groups are as follows: Group A – Compatible Organic Acids Group B – Compatible Pyrophoric & Water Reactive Materials Group C – Compatible Inorganic Bases Group D – Compatible Organic Acids Group E – Compatible Oxidizers including Peroxides Group F– Compatible Inorganic Acids not including Oxidizers or Combustible Group G – Not Intrinsically Reactive or Flammable or Combustible Group J* – Poison Compressed Gases Group K* – Compatible Explosive or other highly Unstable Material Group L – Non-Reactive Flammable and Combustible, including solvents Group X* – Incompatible with ALL other storage groups The following is a list of chemicals and their compatibility storage codes. This is not a complete list of chemicals, but is provided to give examples of each storage group: Storage Group A 94‐75‐7 2,4‐D (2,4‐Dichlorophenoxyacetic acid) 94‐82‐6 2,4‐DB 609-99-4 3,5-Dinitrosalicylic acid 64‐19‐7 Acetic acid (Flammable liquid @ 102°F avoid alcohols, Amines, ox agents see SDS) 631-61-8 Acetic acid, Ammonium salt (Ammonium acetate) 108-24-7 Acetic anhydride (Flammable liquid @102°F avoid alcohols see SDS) 79‐10‐7 Acrylic acid Peroxide Former 65‐85‐0 Benzoic acid 98‐07‐7 Benzotrichloride 98‐88‐4 Benzoyl chloride 107-92-6 Butyric Acid 115‐28‐6 Chlorendic acid 79‐11‐8 Chloroacetic acid 627‐11‐2 Chloroethyl chloroformate 77‐92‐9 Citric acid 5949-29-1 Citric acid monohydrate 57-00-1 Creatine 20624-25-3 -

Thorium–Ligand Multiple Bonds Via Reductive Deprotection of a Trityl Group† Cite This: Chem
Chemical Science View Article Online EDGE ARTICLE View Journal | View Issue Thorium–ligand multiple bonds via reductive deprotection of a trityl group† Cite this: Chem. Sci.,2015,6, 3891 Danil E. Smiles,a Guang Wu,a Nikolas Kaltsoyannis*b and Trevor W. Hayton*a Reaction of [Th(I)(NR2)3](R¼ SiMe3)(2) with KECPh3 (E ¼ O, S) affords the thorium chalcogenates, [Th(ECPh3)(NR2)3](3,E¼ O; 4,E¼ S), in moderate yields. Reductive deprotection of the trityl group from 3 and 4 by reaction with KC8, in the presence of 18-crown-6, affords the thorium oxo complex, [K(18- Received 7th April 2015 crown-6)][Th(O)(NR ) ](6), and the thorium sulphide complex, [K(18-crown-6)][Th(S)(NR ) ](7), Accepted 30th April 2015 2 3 2 3 respectively. The natural bond orbital and quantum theory of atoms-in-molecules approaches are DOI: 10.1039/c5sc01248a employed to explore the metal–ligand bonding in 6 and 7 and their uranium analogues, and in particular www.rsc.org/chemicalscience the relative roles of the actinide 5f and 6d orbitals. Introduction be rationalized by the higher energy of the thorium 5f orbitals, Creative Commons Attribution-NonCommercial 3.0 Unported Licence. relative to uranium, which likely weakens metal–ligand The study of actinide–ligand multiple bonds has intensied in p-bonding.50 However, this hypothesis requires further veri- recent years due to the need to understand the extent of both f- cation, highlighting the need for new complexes that feature orbital participation and covalency in actinide–ligand thorium–ligand multiple bonds. -

High Coordination Number Compounds of Thorium Borohydride, and of Calcium and Strontium �,� �Dimethylaminodiboranates
HIGH COORDINATION NUMBER COMPOUNDS OF THORIUM BOROHYDRIDE, AND OF CALCIUM AND STRONTIUM , -DIMETHYLAMINODIBORANATES BY ANDREW CLIFFORD DUNBAR DISSERTATION Submitted in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Chemistry in the Graduate College of the University of Illinois at Urbana-Champaign, 2011 Urbana, Illinois Doctoral Committee: Professor Gregory S. Girolami, Chair Professor Andrew A. Gewirth Professor Ralph G. Nuzzo Professor Thomas B. Rauchfuss ABSTRACT We have determined the crystal structure of Th(BH 4)4 and confirmed that it is - isomorphous with the tetragonal form of its uranium analogue. Of the four BH 4 groups per formula unit, two are terminal and are bound to thorium in a tridentate κ 3 fashion, and - 2 2 the other two BH 4 groups bridge between neighboring Th centers in a bis(bidentate) κ ,κ - fashion. In this arrangement each Th center is bound to six BH 4 groups which form a total of 14 Th-H bonds (2 × 3 + 4 × 2). If one ignores the hydrogen atoms, the six boron atoms about each Th center describe a distorted octahedral arrangement, in which the two 3 - terminal κ -BH 4 groups are mutually cis . The 14 hydrogen atoms surrounding the central thorium atom do not describe a simple regular coordination polyhedron, although it is possible to view the arrangement as a highly distorted bicapped hexagonal antiprism. The metal centers are linked into a three-dimensional polymer that consists of interconnected helical chains wound about fourfold screw axes. The most interesting result is that the Th and U complexes show some systematic differences in bond distances and angles, which is tentatively attributed either to the different f-electron configurations of these two ions (f 0 vs f 2) or to the lower energies of the f-orbitals on uranium. -
A Computational Analysis of Thorium Dioxide and Th(1-X)Uxo2 Systems
University College London A Computational Analysis of Thorium Dioxide and Th(1-x)UxO2 Systems Thesis submitted for the degree of Doctor of Philosophy (PhD) by Ashley Elizabeth Shields Supervisor: Professor Nora H. de Leeuw University College London Department of Chemistry December 2015 Declaration I, Ashley Elizabeth Shields, confirm that the work presented in this thesis is my own. Where information has been derived from other sources, I confirm that this has been properly indicated and fully acknowledged in the thesis. Ashley Elizabeth Shields December 2015 2 Abstract Nuclear power generation is an important way to satisfy rising global energy needs without increasing dependence on coal and petroleum. However, conventional nuclear fuels, such as uranium and plutonium dioxides, raise several safety concerns. Many countries have shown a renewed interest in thorium-based fuels as a potentially safer alternative. Thorium dioxide requires small amounts of a neutron source, such as uranium or plutonium, to generate a sustainable fission reaction. Due to the hazards of conducting experimental work on radioactive substances, a robust theoretical understanding of this doped- ThO2 fuel is needed. Using Density Functional Theory (DFT), we have studied the effects of uranium addition on the electronic structures of both the pure thoria bulk structure and three flat surfaces of ThO2 and simulated Scanning Tunneling Microscopy (STM) images of each surface. We have also studied the effect of a uranium adatom on these surfaces. However, we wished to study larger systems than are practical to simulate with DFT, and so we developed a new Th-O Buckingham- type force field that has been optimized to work with a leading UO2 interatomic potential. -

Ab Initio Study of Elastic and Electronic Properties of Cubic Thorium Pnictides Thpn and Th3pn4 (Pn = P, As, and Sb)
Accepted in Solid State Sciences Ab initio study of elastic and electronic properties of cubic thorium pnictides ThPn and Th3Pn4 (Pn = P, As, and Sb) I.R. Shein, * A.L. Ivanovskii Institute of Solid State Chemistry, Ural Branch of the Russian Academy of Sciences, 620990, Ekaterinburg, Russia A B S T R A C T Full-potential linearized augmented plane-wave method with the generalized gradient approximation for the exchange-correlation potential was applied for comparative study of elastic and electronic properties of six cubic thorium pnictides ThPn and Th3Pn4, where Pn = P, As, and Sb. Optimized lattice parameters, theoretical density, independent elastic constants (Cij), bulk moduli (B), shear moduli (G), Young’s moduli (Y), and Poisson’s ratio (ν) were obtained for the first time and analyzed in comparison with available theoretical and experimental data. The electronic band structures, total and partial densities of states for all ThPn and Th3Pn4 phases were examined systematically. Moreover, the inter-atomic bonding pictures in thorium pnictides, as well as the relative stability of ThPn versus Th3Pn4 phases were discussed. Keywords: Cubic thorium pnictides ThPn, Th3Pn4; Electronic, Elastic Properties; Chemical bonding; ab initio calculations ---------------- * Corresponding author: E-mail address: [email protected] (I.R. Shein) 1 1. Introduction Binary compounds formed by thorium with sp elements have attracted much attention owing to their unique physical and chemical properties making them interesting from the fundamental point of view, as well as for a variety of technical applications, for example as alternative fertile materials to be used in nuclear breeder systems etc., see [1-5].