Flash-Butt Welding of High Strength Steels(1321KB)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

General Disclaimer One Or More of the Following Statements May Affect This Document
General Disclaimer One or more of the Following Statements may affect this Document This document has been reproduced from the best copy furnished by the organizational source. It is being released in the interest of making available as much information as possible. This document may contain data, which exceeds the sheet parameters. It was furnished in this condition by the organizational source and is the best copy available. This document may contain tone-on-tone or color graphs, charts and/or pictures, which have been reproduced in black and white. This document is paginated as submitted by the original source. Portions of this document are not fully legible due to the historical nature of some of the material. However, it is the best reproduction available from the original submission. Produced by the NASA Center for Aerospace Information (CASI) MASSACHUSETTS INSTITUTE OF TEC'.-INOLOGY DEPARTMENT OF OCEAN ENGINEERING SEP 83 CAMBRIDGE. MASS. 02139 RECEIVED FAVUV wrw STI DEPI- , FINAL REPORT "Wo Under Contract No. NASW-3740 (M.I.T. OSP #93589) ON FEASIBILITY OF REMOTELY MANIPULATED WELDING IN SPACE -A STEP IN THE DEVELOPMENT OF NOVEL JOINING TECHNOLOGIES- Submitted to Office of Space Science and Applications Innovative Utilization of the Space Station Program Code E NASA Headquarters Washington, D.C. 20546 September 1983 by Koichi Masubuchi John E. Agapakis Andrew DeBiccari Christopher von Alt (NASA-CR-1754371 ZEASIbILITY CF RZ,1JTL": Y `84-20857 MANIPJLATED WELLINu iN SPAI.E. A STEP IN THE Uc.Y1;LuPdENT OF NUVLL Ju1NING Tkk ;HNuLUGIES Final Peport (c;dssachu6etts Irist. or Tccli.) U11CIds ibJ p HC Al2/Mk AJ 1 CSCL 1jI G:i/.i7 OOb47 i i rACKNOWLEDGEMENT The authors wish to acknowledge the assistance provided by M.I.T. -

Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services
NiDl Nickel Development Institute Guidelines for the welded fabrication of nickel-containing stainless steels for corrosion resistant services A Nickel Development Institute Reference Book, Series No 11 007 Table of Contents Introduction ........................................................................................................ i PART I – For the welder ...................................................................................... 1 Physical properties of austenitic steels .......................................................... 2 Factors affecting corrosion resistance of stainless steel welds ....................... 2 Full penetration welds .............................................................................. 2 Seal welding crevices .............................................................................. 2 Embedded iron ........................................................................................ 2 Avoid surface oxides from welding ........................................................... 3 Other welding related defects ................................................................... 3 Welding qualifications ................................................................................... 3 Welder training ............................................................................................. 4 Preparation for welding ................................................................................. 4 Cutting and joint preparation ................................................................... -

Magnetically Impelled Arc Butt (MIAB) Welding of Chrome Plated Steel
MAGNETICALLY IMPELLED ARC BUTT (MIAB) WELDING OF CHROMIUM- PLATED STEEL TUBULAR COMPONENTS UTILIZING ARC VOLTAGE MONITORING TECHNIQUES DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By David H. Phillips, M.S.W.E ***** The Ohio State University 2008 Dissertation Committee: Professor Charley Albright, Advisor Approved by Professor Dave Dickinson _________________________________ Professor John Lippold Advisor Welding Engineering Graduate Program ABSTRACT Magnetically Impelled Arc Butt (MIAB) welding is a forge welding technique which generates uniform heating at the joint through rapid rotation of an arc. This rotation results from forces imposed on the arc by an external magnetic field. MIAB welding is used extensively in Europe, but seldom utilized in the United States. The MIAB equipment is robust and relatively simple in design, and requires low upset pressures compared to processes like Friction welding. In the automotive industry, tubular construction offers many advantages due to the rigidity, light weight, and materials savings that tubes provide. In the case of automotive suspension components, tubes may be chromium-plated on the ID to reduce the erosive effects of a special damping fluid. Welding these tubes using the MIAB welding process offers unique technical challenges, but with potential for significant cost reduction vs. other welding options such as Friction welding. Based on published literature, this research project represented the first attempt to MIAB weld chromium-plated steel tubes, and to utilize voltage monitoring techniques to assess weld quality. ii Optical and SEM microscopy, tensile testing, and an ID bend test technique were all used to assess the integrity of the MIAB weldments. -

Welding Process Reference Guide
Welding Process Reference Guide gas arc welding…………………..GMAW -pulsed arc…………….……….GMAW-P atomic hydrogen welding……..AHW -short circuiting arc………..GMAW-S bare metal arc welding…………BMAW gas tungsten arc welding…….GTAW carbon arc welding……………….CAW -pulsed arc……………………….GTAW-P -gas……………………………………CAW-G plasma arc welding……………..PAW -shielded……………………………CAW-S shielded metal arc welding….SMAW -twin………………………………….CAW-T stud arc welding………………….SW electrogas welding……………….EGW submerged arc welding……….SAW Flux cord arc welding…………..FCAW -series………………………..…….SAW-S coextrusion welding……………...CEW Arc brazing……………………………..AB cold welding…………………………..CW Block brazing………………………….BB diffusion welding……………………DFW Diffusion brazing…………………….DFB explosion welding………………….EXW Dip brazing……………………………..DB forge welding…………………………FOW Flow brazing…………………………….FLB friction welding………………………FRW Furnace brazing……………………… FB hot pressure welding…………….HPW SOLID ARC Induction brazing…………………….IB STATE BRAZING WELDING Infrared brazing……………………….IRB roll welding…………………………….ROW WELDING (8) ultrasonic welding………………….USW (SSW) (AW) Resistance brazing…………………..RB Torch brazing……………………………TB Twin carbon arc brazing…………..TCAB dip soldering…………………………DS furnace soldering………………….FS WELDING OTHER electron beam welding………….EBW induction soldering……………….IS SOLDERING PROCESS WELDNG -high vacuum…………………….EBW-HV infrared soldering…………………IRS (S) -medium vacuum………………EBW-MV iron soldering……………………….INS -non-vacuum…………………….EBW-NV resistance soldering…………….RS electroslag welding……………….ESW torch soldering……………………..TS -

UNIT-IV Metal Joining Processes
Manufacturing Process - I UNIT –IV Metal Joining Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP’S Karmaveer Baburao Thakare College of Engg. Nashik Contact No- 8928461713 E mail:- [email protected] Website:- www.vishalshindeblog.wordpress.com 06/09/2016 PROF.V.V.SHINDE NDMVP'S KBTCOE NASHIK JOINING PROCESSES • Joining includes welding, brazing, soldering, adhesive bonding of materials. • They produce permanent joint between the parts to be assembled. • They cannot be separated easily by application of forces. • They are mainly used to assemble many parts to make a system. • Welding is a metal joining process in which two or more parts are joined or coalesced at their contacting surfaces by suitable application of heat or/and pressure. • Some times, welding is done just by applying heat alone, with no pressure applied • In some cases, both heat and pressure are applied; and in other cases only pressure is applied, without any external heat. • In some welding processes a filler material is added to facilitate coalescence(Joining)06/09/2016 PROF.V.V.SHINDE NDMVP'S KBTCOE NASHIK Joining Processes: Welding, Brazing, Soldering 1. Brazing and Soldering: Melting of filler rod only • Brazing: higher temperature, ~brass filler, strong • Soldering: lower temp, ~tin-lead filler, weak 2. Welding: Melting of filler rod and base metals 06/09/2016 PROF.V.V.SHINDE NDMVP'S KBTCOE NASHIK Advantages of welding: • Welding provides a permanent joint. • Welded joint can be stronger than the parent materials if a proper filler metal is used that has strength properties better than that of parent base material and if defect less welding is done. -
D1-4426 PC Index Sort by Codeeq
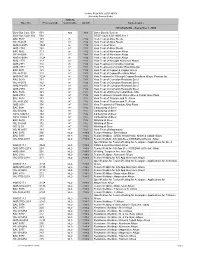
D1-4426 PROCESS CODE INDEX (Sorted by Process Code) Nadcap Spec No Process Code Commodity AC/AS Nomenclature REVISION EQ - September 1, 2006 Qual Sys Code 001 001 AQS 7004 Basic Quality System Qual Sys Code 002 002 QS D1-4426 & D1-9000 Sec I BAC 5617 101 HT 7102 Heat Treat of Alloy Steels MIL-H-6875 102 HT 7102 Heat Treat of Alloy Steels AMS-H-6875 102A HT 7102 Heat Treat of Steel AMS 2759 103 HT 7102 Heat Treat of Alloy Steels BAC 5602 111 HT 7102 Heat Treat of Aluminum Alloys MIL-H-6088 112 HT 7102 Heat Treat of Aluminum Alloys AMS-H-6088 112A HT 7102 Heat Treat of Aluminum Alloys AMS 2770 113 HT 7102 Heat Treat of Wrought Aluminum Alloys AMS 2771 114 HT 7102 Heat Treatment of Al Alloy Castings AMS 2772 115 HT 7102 Heat Treatment of Al Alloy Raw Materials BAC 5611 121 HT 7102 Heat Treat of Copper & Copper Alloys MIL-H-7199 122 HT 7102 Heat Treat of Copper/Beryllium Alloys AMS-H-7199 122A HT 7102 Heat Treatment of Wrought Copper-Beryllium Alloys, Process for BAC 5619 131 HT 7102 Heat Treat of Corrosion Resistant Steel MIL-H-6875 132 HT 7102 Heat Treat of Corrosion Resistant Steel AMS-H-6875 132A HT 7102 Heat Treat of Corrosion Resistant Steel AMS 2759 133 HT 7102 Heat Treat of Corrosion Resistant Steel BAC 5616 141 HT 7102 Heat Treat of Nickel & Cobalt Base Alloy AMS 2774 142 HT 7102 Heat Treatment Wrought Nickel Alloy & Cobalt Alloy Parts BAC 5613 151 HT 7102 Heat Treat of Titanium and Ti. -

VOLUME 1 Welding Metallurgy Carbon and Alloy Steels
VOLUME 1 Welding Metallurgy Carbon and Alloy Steels Volume I Fundamentals George E. Linnert GML Publications Hilton Head Island, South Carolina, USA Fourth Edition Published by the American Welding Society Miami, Florida, USA Contents Contents Chapter One: Background to Welding Metallurgy 1 MILESTONES IN WELDING HISTORY 1 THE FUTURE OF WELDING 4 WHAT IS WELDING METALLURGY? 6 PUTTING WELDING METALLURGY TO USE 12 WELDING TECHNOLOGY RESOURCES 12 SUGGESTED READING 15 Chapter Two: The Structure of Metals 18 ATOMS 18 Elementary Particles 20 Electrons 22 Positrons 26 Atomic Nuclei 26 Protons 27 Neutrons 28 Atom Construction 32 Isotopes of Elements 33 Isobars 34 Atomic Weight 34 Atomic Mass 34 Atom Valency 35 lonization 36 Radioactivity 37 Atom Size or Diameter 38 THE ELEMENTS 39 AGGREGATES OF ATOMS 41 The Solid State 45 The Crystalline Solids 45 Amorphous Solids 47 The Liquid State 48 The Gaseous State 49 FUNDAMENTALS OF CRYSTALS 50 Identification of Planes and Directions in Crystals 56 Basic Types of Crystals 56 vi Welding Metallurgy Inert Gas Crystals 58 Ionic Crystals 58 Covalent Crystals 59 Metallic Crystals 59 THE CRYSTALLINE STRUCTURE OF METALS 61 How Does a Crystal Grow from the Melt? 64 The Formation of Dendrites 66 The Formation of Grains 68 The Shape of Grains 71 The Size of Grains 72 Undercooling 72 THE IMPORTANCE OF A CRYSTALLINE STRUCTURE 74 Allotropic Transformation 75 Solubility in the Solid State 76 Plasticity in Metallic Crystals 77 Slip in Crystalline Structures 77 Slip and Lattice Orientation 78 Slip in Polycrystalline Metals -

The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Masters Theses Graduate School 6-1974 The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys Ronald William Gunkel University of Tennessee - Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_gradthes Part of the Metallurgy Commons Recommended Citation Gunkel, Ronald William, "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys. " Master's Thesis, University of Tennessee, 1974. https://trace.tennessee.edu/utk_gradthes/1234 This Thesis is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Masters Theses by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a thesis written by Ronald William Gunkel entitled "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys." I have examined the final electronic copy of this thesis for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Master of Science, with a major in Materials Science and Engineering. Carl D. Lundin, Major Professor We have read this thesis and recommend its acceptance: C. R. Brooks, W. T. Becker Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) To the Graduate Council: I am submitting herewith a thesis written by Ronald William Gunkel entitled "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys." I recommend that it be accepted in partial fulfillment of the requirements fo r the degree of Master of Science, with a major in Metallurgical Engineering. -

The Arup Journal
THE ARUP JOURNAL r - JULY 1983 I i • 1! B :- ; in* Vol. 18 No. 2 July 1983 Contents For the 90m x 60m factory for Adamswear at Published by Nuneaton (Job 9195) our client instructed us Ove Arup Partnership 13 Filzroy Street. London W1P 6BO to prepare a performance specification so THEARUP that subcontractors could use either portal frames or trusses. The grid for the 60m width Editor: Peter Hoggett is two spans of 30m with a 6m spacing down Art Editor: Desmond Wyeth FSIAD the length of the building. The truss design Assistant Editor: David Brown JOURNAL proved the most economical. The structural steelwork industry: 2 Trusses were also used for a 20m span tank A review, production shop for Joseph Ash and Sons by R. Haryott (Job 9580) and also for an awkward re• Fire protection, 5 development of an existing site for Samuel by M. Law Heath and Sons (Job 8567) which required some operational areas to be kept in Towers and flare stacks, 9 production while the new building was by J. Tyrrell completed around them. The use of plated steelwork in 12 a tension leg platform design, Figs. 4-5 by N. Prescott Factory for Adamswear The Central Electricity Workshops 15 at Nuneaton Johannesburg, Fig. 6 by B. Williams Joseph Ash and Sons Multi-storey steel-framed 18 tank production shop buildings in South Africa, by C. McMillan Architects: for both projects: Harper Fairley Partnership Local reports summary, 21 by J. Hannon Composite frame and 25 metal deck construction, by I. MacKenzie Precedent and intuition in design, 26 All the papers in this issue of by J. -

High-Speed Resistance Mash Seam Welding of Tinplate-Packaging Steels for Three-Piece Can Manufacture
High-speed resistance mash seam welding of tinplate-packaging steels for three-piece can manufacture − A Literature Review − Date: November 2006 By: Adriaan H. Blom Supervisor: Prof. Dr. Ian M. Richardson Delft University of Technology Materials Science and Enigineering Mekelweg 2 2628 CD Delft The Netherlands Abbreviations AC Alternating Current BA Batch Annealed CA Continuous Annealed CCT Continuous Cooling Transformation CHT Continuous Heating Transformation DC Direct Current DR Double Reduced DRD Drawn and Redrawn DWI Drawn and Wall-Ironed ECCS Electrolytic Chrome-Coated Steel FE Finite Element GTA Gas Tungsten Arc HAZ Heat-Affected Zone HSRW High Speed Resistance (mash seam) Welding HSS High Strength Steels LDR Limiting Drawing Ratio LSS Low Strength Steels LTS Low Tin Substrates MHD Maximum Heat Development PWM Pulse Width Modulation SR Single Reduced TFS Tin Free Steel TZM Titanium Zirconium Molybdenum WIMA WIre MAsh i Abstract Containers for food products, pressurised aerosols and general line goods are characterised by the use of high-speed resistance mash seam welding. This industrial application for fabricating the body of three-piece containers mostly uses double reduced tinplate material of around 0.2 mm thick. The can body is made from a rectangular piece of tinplate, formed into a cylinder, welded followed by insertion and double seaming of the end caps. Resistance mash seam welding is most commonly applied to the welding of the longitudinal cylinder seams, where the automated character of the process achieves speeds of 80 to 115 m/min. A good quality weld consists of intermittently repeated overlapping weld nuggets, which create a continuous gas tight welded seam along the total height of the can body. -

Review on Verious Type of Welding Process
International Journal For Technological Research In Engineering Volume 3, Issue 3, November-2015 ISSN (Online): 2347 - 4718 REVIEW ON VERIOUS TYPE OF WELDING PROCESS Onkar Patel1, Prakash Kumar Sen2, Gopal Sahu3, Ritesh Sharma4, Shailendra Bohidar5 1Student, Mechanical Engineering, Kirodimal Institute of Technology, Raigarh (C.G.) 2,3,4,5 Lecturer, Mechanical Engineering, Kirodimal Institute of Technology, Raigarh (C.G.) ABSTRACT: In manufacturing process two part are joint is Friction welding necessary where welding is generally use. Welding is a Cold presser welding permanent joint process in this paper discuss in welding Spot welding process there type and its defect and safety process. Seam welding Key word- welding pressure arc. Projection welding Upset but welding I. INTRODUCTION Flash but welding Welding often done by melting the work pieces and filler Percussion welding material is added to form a pool of molten material that cools to become a strong joint, with the pressure, sometimes used 2.2 Non presser welding (fusion welding)-in this type of in conjunction with heat, or by itself, to produce the weld. welding process of joining two piece of metal by application The history of joining metals goes back several millennia, of heat the two parts to be joined are placed together heated with the earliest examples of welding from the bronze Age to molten state often with the addition of filler metal until and the Iron Age in Europe and the Middle East [1]Welding they melt and solidify on cooling . in this welding , the technology which is a high productive and practical joining material at the joint is heated to molten state and then method is widely used in modern manufacturing industry allowed to solidify Such as shipbuilding, automobile, bridge, and pressure vessel Gas welding industry [2]. -
Resistance Welding Introduction
RESISTANCE WELDING INTRODUCTION Resistance Welding is a welding process, in which work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by a high electric current flowing through the contact area of the weld. Developed in the early 1900’s RW does not requiring the following: Consumable electrodes Shield gases Flux Metals May Be Welded By Resistance Welding Low carbon steels - the widest application of Resistance Welding Aluminium alloys Medium carbon steels, high carbon steels and Alloy steels (may be welded, but the weld is brittle) ADVANTAGES OF RESISTANCE WELDING High welding rates Low fumes Cost effectiveness Easy automation No filler materials are required Low distortions DISADVANTAGES OF RESISTANCE WELDING High equipment cost; Low strength of discontinuous welds; Thickness of welded sheets is limited - up to 1/4” (6 mm); RESISTANCE WELDING SPOT WELDING SEAM WELDING PROJECTION WELDING STUD WELDING FLASH WELDING UPSET WELDING PERCUSSION WELDING HIGH FREQUENCY RESISTANCE WELDING SPOT WELDING Spot weld is probably the most common type of resistance welding. The material to be joined between two electrode, pressure is applied, and the current is on. RSW uses the tips of two opposing solid cylindrical electrodes Pressure is applied to the lap joint until the current is turned off in order to obtain a strong weld SPOT WELDING Sequence in the resistance spot welding SPOT WELDING • RSW uses the tips of two opposing solid cylindrical electrodes • Pressure is applied to the lap joint until the current is turned off in order to obtain a strong weld Cross-section of a spot weld, showing the weld nugget and the indentation of the electrode on the sheet surfaces.