The Entire World of Metal Forming Metal of World Entire The
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
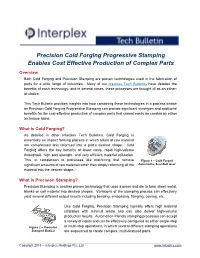
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping
13 1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping Hakim Naceur1 and Waseem Arif2 1Université Polytechnique Hauts-de-France, CNRS, INSA Hauts-de-France, UMR 8201-LAMIH, F-59313 Valenciennes, France 2University of Gujrat, Mechanical Engineering Department, Gujrat, Pakistan 1.1 Introduction Due to the strict environmental policies and shortage of energy, the manufacturing industries are pressurized to cut down the raw material cost and to save energy. This is particularly true in the automotive industry, where manufacturers are obliged to develop advanced techniques to reduce the pollution by reducing the fuel con- sumption without significant increase in the cost. Among all the manufacturing techniques, the stamping and hydroforming methods hold a top position among the cold sheet metal forming processes due to the versatility of components that can be produced and high production rates [1]. Stamping and hydroforming processes are intensively used in various industrial sectors such as transportation, car body in white (Figure 1.1), household appliances, metal packaging, etc. The use of fluid pressure has been remarkably increased in sheet metal form- ing processes since it allows a superior final surface quality of the workpiece than standard deep drawing process [2–4]. In particular, sheet hydroforming process has great potential to manufacture body-in-white parts with consistently extreme level of ultimate tensile strength, reduced weight, geometrical accuracy, and minimum tol- erances. It has certain advantages, e.g. more uniform thickness distribution of the final workpiece component, lower tooling cost, and versatility to produce partswith different geometries using the same setup [5]. The worldwide acknowledgment of these two sheet metal forming processes is largely due to the external pressure from the government legislators to develop lightweight products. -
Problem- Solving Guide
Common Stamping Problems Problem- Manufacturers know that punching can be the most cost-effective process for making Dayton Progress Corporation holes in strip or sheet metal. However, as the part material increases in hardness to 500 Progress Road Solving accommodate longer or more demanding runs, greater force is placed on the punch P.O. Box 39 Dayton, OH 45449-0039 USA and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related failures. Dayton Progress Detroit Guide 34488 Doreka Dr. The results of some of these Fraser, MI 48026 problems are shown in the Dayton Progress Portland photos on this page. 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Punch Chipping & Point Breakage Dayton Progress Mexico, S. de R.L. de C.V. Access II Number 5, Warehouse 9 Chips and breaks can be caused by Benito Juarez Industrial Park press deflection, improper punch Querétaro, Qro. Mexico 76130 materials, excessive stripping force, Dayton Progress, Ltd. and inadequate heat treatment. G1 Holly Farm Business Park Honiley, Kenilworth Slug Jamming Warwickshire CV8 1NP UK Slug jamming is often the result Dayton Progress Corporation of Japan of improper die design, worn-out 2-7-35 Hashimotodai, Midori-Ku die parts, or obstruction in the slug Sagamihara-Shi, Kanagawa-Ken relief hole. 252-0132 Japan Slug Pulling Dayton Progress GmbH Adenauerallee 2 Slug pulling occurs when the slug 61440 Oberursel/TS, Germany sticks to the punch face upon withdrawal and comes out of the Dayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 lower die button. -

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes
processes Review Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes Valerii P. Meshalkin and Alexey V. Belyakov * Mendeleev University of Chemical Technology of Russia (MUCTR), 9 Miusskaya Square, 125047 Moscow, Russia; [email protected] * Correspondence: [email protected]; Tel.: +7-495-4953866 Received: 2 August 2020; Accepted: 11 August 2020; Published: 18 August 2020 Abstract: Ceramic matrix composites reinforced with carbon nanotubes are becoming increasingly popular in industry due to their astonishing mechanical properties and taking into account the fact that advanced production technologies make carbon nanotubes increasingly affordable. In the present paper, the most convenient contemporary methods used for the compaction of molding masses composed of either technical ceramics or ceramic matrix composites reinforced with carbon nanotubes are surveyed. This stage that precedes debinding and sintering plays the key role in getting pore-free equal-density ceramics at the scale of mass production. The methods include: compaction in sealed and collector molds, cold isostatic and quasi-isostatic compaction; dynamic compaction methods, such as magnetic pulse, vibration, and ultrasonic compaction; extrusion, stamping, and injection; casting from aqueous and non-aqueous slips; tape and gel casting. Capabilities of mold-free approaches to produce precisely shaped ceramic bodies are also critically analyzed, including green ceramic machining and additive manufacturing technologies. Keywords: carbon nanotubes; ceramic matrix composites; compaction; molding; casting; powder mixtures; green bodies; plastic molding powders; slips; polymerizable monomers; solid freeform fabrication; machinery 1. Introduction Compaction molding is an important technological stage in the mass production of technical ceramics and ceramic matrix composites (hereinafter, CMCs). -

The Simulation of Cold Volumetric Stamping by the Method of Transverse Extrusion
MATEC Web of Conferences 224, 01105 (2018) https://doi.org/10.1051/matecconf/201822401105 ICMTMTE 2018 The simulation of cold volumetric stamping by the method of transverse extrusion Anatoly K. Belan1, Vladimir A. Nekit1,*, and Olga A. Belan1 1Nosov Magnitogorsk State Technical University, Lenin Street, 38, Magnitogorsk city, Chelyabinsk Region, Russian Federation, 455000 Abstract. The article is devoted to the theoretical study and development of the production process of manufacturing rod products with larger heads by transverse extrusion. For carrying out researches the elastic-plastic finite- element model based on the variation principle was chosen. This model, due to the development of a complex of boundary and initial conditions, has been adapted to the scheme of volume stamping of the fasteners and implemented in the form of a software package in the system DEFORM 3D.The paper presents the results of computer simulation of the technology of manufacturing the mortgage bolt 1 Introduction With the development of mechanical engineering, automotive and construction, there is a growing need for sophisticated modern fasteners which allows you to create strong, high- performance, reliable and durable connections. These fasteners contain: flanged fasteners, self-drilling and self-tapping screws, their use greatly simplifies and speed up installation work [1]. Fig. 1. Items with long cone and an enlarged head. To reduce terms of development and introduction of new types of fasteners the systems of the automated design and modelling allowing to model several options of the technology * Corresponding author: [email protected] © The Authors, published by EDP Sciences. This is an open access article distributed under the terms of the Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0/). -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -

Monumental Iron Works®
Monumental Iron Works® 1 The Finest Ornamental Iron Crafted Elegance, Ornamental iron fences and gates have been Customized Construction the architectural choice for attractive security Monumental Iron Works is a modular system, worldwide for hundreds of years. Combining consisting of component parts designed to today’s technology with traditional elegance support each other. When completely assembled, and craftsmanship, Master Halco is able to offer these parts create one of the strongest ornamental a unique, ornamental solution with the look of fence systems on the market. Using industrial fencing forged by the hands of master blacksmiths. rivets, the constructed panels have the solid look and feel of authentic ornamental iron. Monumental Iron Works® fences and gates bring a combination of aesthetic elegance and With a riveted panel system, you can be sure security to residential, commercial, industrial, and the factory applied coating will offer years of institutional properties. Monumental Iron Works is maintenance and rust free elegance. Monumental sure to satisfy your architectural goals with a wide Iron Works utilizes a multiple layer coating process variety of options, designs, and styles crafted for that ensures corrosion protection, durability outstanding value. Quality materials manufactured and a great appearance for years to come. to our exacting specifications allows us to provide Monumental Iron Works system will complement a durable, cost-effective fence system that will last any architectural design while providing elegance, for many years. security, and long lasting value. Top 3 Reasons to Buy Monumental Iron Works® 1. Made In America • Monumental Iron Works is made in America and can be ordered through your local Master Halco distributor location. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

From Raw Plate to Finished Product, We Provide Full Manufacturing Capabilities and Quality Die Components
STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY Global Supplier of Quality Die Components for 45+ Years From Raw Plate to Finished Product, We Provide Full Manufacturing Capabilities and Quality Die Components STANDARD DIE SUPPLY is your single source from manufacturing complete machined dies to supplying all your die component needs. STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY We’re READY when From manufacturing to assembly to stocking you need us with the products, processes die componets, Standard Die Supply has it all! and people to meet your needs. Services We back up our line of products and machining capabilities with dedicated designers, engineers, skilled craftsman and administrative support on the inside with a sales team of tooling Camdrives Manifold Plates professionals on the outside at each of our locations whose job it is to get you what you need and service your requirements. Inventory • Half a million dollar inventory stocked in Dayton • In stock orders ship the next day Manifold Cylinders Multi Plate Dies Manufacturing Certifications • ISO 9001:2015 Certified • Inspection and Quality Control Systems Well stocked inventory Gas Springs READY Bender® Dies Hydraulic Cams R&D Lab STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY Our Machining Capabilities Vertical Milling CNC Machining Cincinnati CNC Vertical Mill Tree CNC Vertical Mill (1) 45 Taper (1) 50 Taper 40 Taper Max travel: 38” Max travel: 66” (allows L-R clamping) (allows L-R clamping) X Axis: 40” X Axis: 72” Y Axis: 24” Y Axis: 30” Z Axis: 25” Z Axis: 30” Max Rpm: 3000 Okuma CNC Vertical Mill Horizontal Milling (50 Taper) Table Size: 25 x 60 DeVlieg 4K60 Horizontal X Axis: 49.2913” CNC Jig Mill (50 Taper) Y Axis: 24.8819” Table Size: 40 x 60 Z Axis: 24.13” X Axis: 60” Max RPM: 3000 Y Axis: 60” W: 20” Onsrud CNC Vertical Column Mill Z: 20” (50 Taper) Table Size: 120” x 48” X Axis: 125” Radial Drilling Y Axis: 61” Max power tap: 1-1/4” dia. -

Stamping Press Technician Apprenticeship Program Outline (STI 6.225)
14 Training Tomorrow’s Technicians On a Foundation of Timeless Values Stamping Press Technician Apprenticeship Program Outline (STI 6.225) Course Est. Course Title Prerequisite Program Objectives Code Hrs. The SUPERB Apprenticeship Program is designed Year One 186.5 to develop the skill level of the participants and help MATH01 Basic Math 4 None SUPERB achieve its commitment to maintaining a SHOPCOM01 Shop Communications 14 None skilled workforce capable of and committed to superior craftsmanship. This program shall go SUP901 SUPERB9000 Systems, Level I 14 None beyond the minimum standards of the industry and BLUE01 Blueprints for Metalworking 21 MATH01 is accredited by the U.S. Department of Labor and MEAS01 Measurement for Metalworking 18 BLUE01 the Ohio Apprenticeship Council. The purpose of NIMSMM01 Measurement, Materials & Safety 12 MEAS01 the Apprenticeship Program is to provide SUPERB NIMSS01 Metal Forming, Level I 5.5 MEAS01 with qualified personnel and participants with a SUP902 SUPERB9000 Systems, Level II 14 SUP01 nationally accredited training program to enhance STMP01 Stamping Operations 30 MEAS01 their job qualifications and earnings potential. NIMSDM01 Drilling/Milling, Level I 54 MEAS01 or NIMSJB01 Program Requirements Year Two 199.5 Comp01 Basic Computers 12 None The Stamping Press Technician Apprenticeship NIMSS02 Stamping Level II 40.5 STMP01, NIMSS01 Program is a four-year training program consisting QUAL04 SPC 15 MEAS01 of the following: MEAS03 Measuring Systems 18 MEAS01 METL01 Material Properties 12 MEAS01 Practical on the job training 4,000 Hours min. Classroom/Seminar training 300 Hours min. DIES01 Die Theory 21 MEAS01 NIMSS03 Stamping Level III 40.5 NIMS01 The progress and performance of the participants NIMSS04 Stamping, Part Inspection 40.5 NIMSS03, MEAS03 are measured in the following manner: Total 386 Grades from classroom instruction Successful completion of key tasks Standardized Skill Tests Job Performance Reviews OTJ Training Est.