Sorting of Automotive Manufacturing Wrought Aluminum Scrap
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
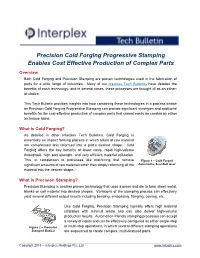
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

Five Principles of Waste Product Redesign Under the Upcycling Concept
International Forum on Energy, Environment Science and Materials (IFEESM 2015) Five Principles of Waste Product Redesign under the Upcycling Concept Jiang XU1 & Ping GU1 1School of Design, Jiangnan University, Wuxi, China KEYWORD: Upcycling; Redesign principle; Green design; Industrial design; Product design ABSTRACT: It explores and constructs the principles of waste product redesign which are based on the concept of upcycling. It clarifies the basic concept of upcycling, briefly describes its current development, deeply discusses its value and significance, combines with the idea of upcycling which behinds regeneration design principle from the concept of “4R” of green design, and takes real-life case as example to analyze the principles of waste product redesign. It puts forward five principles of waste product redesign: value enhancement, make the most use of waste, durable and environmental protection, cost control and populace's aesthetic. INTRODUCTION Recently, environmental problems was becoming worse and worse, while as a developing country, China is facing dual pressures that economical development and environmental protection. However, large numbers of goods become waste every day all over the world, but the traditional recycling ways, such as melting down and restructuring, not only produce much CO2, but also those restruc- tured parts or products cannot mention in the same breath with raw ones. As a result, the western countries started to center their attention to the concept of “upcycling” of green design, which can transfer the old and waste things into more valuable products to vigorously develop the green econ- omy. Nevertheless, this new concept hasn’t been well known and the old notion of traditionally inef- ficient reuse still predominant in China, so it should be beneficial for our social development to con- struct the principles of waste products’ redesign which are based on the concept of upcycling. -

Ijarset 12320
ISSN: 2350-0328 International Journal of Advanced Research in Science, Engineering and Technology Vol. 6, Issue 12 , December 2019 Support of Software Projects at Local Industrial Enterprises SH.N.Fayzimatov, A.M.Gafurov P.G. Doctor of technical sciences, professor Department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan Assistant department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan ABSTRACT: In conditions of increasing globalization at modern production facilities, the ability of a modern engineering company to compete in the production of high-tech products is determined by the technological capabilities of the product. These opportunities are represented by quality improvement, timely implementation and low economic costs. Increasing productivity in this direction is an important achievement in the development of modern engineering production. With the expansion of the product range, the dynamic development of such production involves a constant increase in the need for technological equipment of CAD / CAM / CAE systems. It is characterized by high-quality and resource-intensive production conditions, the development of new products, the development of technological systems and complex production technologies. KEY WORDS: system, G-code, RDB machine, software, production, design, details, cutting tool, cutting process I. INTRODUCTION Read more about the project, details of the maintenance, and the details of the technology and functional details of the role of the manufacturer in the production of machine tools. We are working on the problems of machine-to- machine forecasting. CAD / CAM / CAE. The role and importance of CAD / CAM / CAE systems in the design and manufacture of engineering products indicates that the design department at the manufacturing enterprise should take into account financial resources in the production and production of marketable products. -
End-Of-Life Modelling
Best Practice LCA: End-of-Life Modelling October 28, 2014 Agenda 1. Modelling EoL in LCA 2. Recycled content approach 3. Avoided burden approach 4. Value-corrected substitution 5. PE’s recommendations 6. Current PEF discussions 2 Modelling EoL in LCA 3 Modelling EoL in LCA General challenge • “Allocation” is commonly used to assign burdens associated with the upstream supply chain to each product of multi-output processes. • EoL modelling gives rise to a similar problem due to its multi-functionality – treat waste and produce valuable products (material and/or energy) • Focus on how the burden of virgin material production and the burden of EoL treatment be allocated between the first application in one product system and its subsequent application in the same or another product system. • Chosen allocation approach will affect modelling of other EoL pathways as well (e.g., landfill). 4 Modelling EoL in LCA Most common approaches • Recycled content approach (a.k.a. cut-off, 100/0) • Avoided burden approach (a.k.a. End-of-Life recycling, 0/100) • Value-Corrected Substitution 5 Recycled content approach 6 Recycled content approach General description • Scrap inputs to the product system are modelled as being free of any primary material burden (all assigned to the first life cycle). • The recycling of scrap generated by the product system is not part of the product system and the system boundary is drawn at the point of scrap generation. No credits for subsequent recycling. • When modelling other disposal processes (e.g., incineration with energy recovery, landfill with landfill gas capture), burdens are included, but no credits should be given for energy recovery. -

Subject Index
Index 2-opt 287, 288, 291, 293 arc 18, 19, 240–242, 260, 280–284, 335, 368, 369 architecture 45, 58, 61, 65, 68, 74, 75, 77, A 93, 103, 236, 274, 277, 375, 376, 422 as-good-as-new 458, 460, 462 a priori data 267, 270, 271, 273, 297, 305 assembly 25, 26, 48, 49, 55, 58, 64, 73, 74, absolute technical importance rating 84, 86, 101, 118, 229–231, 237, 239, 243, (ATIR) 131, 133–135 245, 249, 250, 256, 259, 278, 306–309, abundance 20, 218 312, 313, 316, 328, 329, 332–339, 343, accumulation 20–22, 282, 426 351, 356–361, 365, 371, 391, 416, 423, activity modeling 45, 46 424, 474, 510 actor 9, 41, 42, 54, 56, 82, 114 assembly line balancing 239, 256, 259, acquisition 93, 102, 103, 225, 232, 234, 278, 306–309, 343 291, 385, 445, 446, 449, 452, 453, 455, asset management 459, 496, 497 457, 458, 461–465, 466, 510 attitude 3, 139, 140, 219, 223, 237, 455, 457, adaptability 347, 415, 430 458, 466, 524 adaptation 16, 62, 64, 66, 67, 69, 102, 356, automotive 222, 388–391, 411, 446, 449, 368, 392, 408, 422, 442 456–458, 466, 468, 474 adaptive disassembly process planning autonomous barrier 521 363, 375 adaptive kanban 314, 329 adaptive learning 375, 378, 379 B adjacent element hill climbing (AEHC) 236, 238, 240, 242, 274, 285, 287–290 backlog cost 477, 483 after-sale product condition Basel Action Network (BAN) 500, 506 monitoring 92 Basel convention 498, 499, 501, 503 aggregation 2, 11, 16–18 Bayesian forecasting 223, 224 analytic hierarchy process (AHP) 105, Bayesian updating 105, 110, 124–129, 212 110, 115–118, 197, 205, 212, 214 beginning of life -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

Progressive Stampings
Perfection Spring and Stamping Corp. Defining What We Do…. Progressive Stampings Progressive (punch and blanking) die with strip and punchings. Progressive stamping is a metalworking method that can encompass punching, coining, bending and several other ways of modifying metal raw material, combined with an automatic feeding system. The feeding system pushes a strip of metal (as it unrolls from a coil) through all of the stations of a progressive stamping die. Each station performs one or more operations until a finished part is made. The final station is a cutoff operation, which separates the finished part from the carrying web. The carrying web, along with metal that is punched away in previous operations, is treated as scrap metal. The progressive stamping die is placed into a reciprocating stamping press. As the press moves up, the top die moves with it, which allows the material to feed. When the press moves down, the die closes and performs the stamping operation. With each stroke of the press, a completed part is removed from the die. Since additional work is done in each "station" of the die, it is important that the strip be advanced very precisely so that it aligns within a few thousandths of an inch as it moves from station to station. Bullet shaped or conical "pilots" enter previously pierced round holes in the strip to assure this alignment since the feeding mechanism usually cannot provide the necessary precision in feed length. The dies are usually made of tool steel to withstand the high shock loading involved, retain the necessary sharp cutting edge, and resist the abrasive forces involved. -

A Review on Upcycling: Current Body of Literature, Knowledge Gaps and a Way Forward
Venice Italy Apr 13-14, 2015, 17 (4) Part I A Review on Upcycling: Current Body of Literature, Knowledge Gaps and a Way Forward Kyungeun Sung related books have been published since 1999.1 Most books Abstract—Upcycling is a process in which used materials are (96%; 115 out of 120 books) in the sample were published converted into something of higher value and/or quality in their between 2008 and 2014 with higher publication rate between second life. It has been increasingly recognised as one promising 2012 and 2014 as 62.5% of all samples (75 books between means to reduce material and energy use, and to engender sustainable 2012 and 2014; 21 books in 2012; 28 in 2013; and 26 in production and consumption. For this reason and other foreseeable benefits, the concept of upcycling has received more attention from 2014). 53% (64/120) of the sampled books are categorised as numerous researchers and business practitioners in recent years. This ‘craft and hobbies’ whereas the other book categories show has been seen in the growing number of publications on this topic similar percentages (art & design: 10%; house & home DIY: since the 1990s. However, the overall volume of literature dealing 10%; science & technology: 9%; business & economics: 8%; with upcycling is still low and no major review has been presented. and the rest as miscellaneous).2 The theses search on Google Therefore, in order to further establish this field, this paper analyses Scholar simultaneously conducted by the author showed a and summarises the current body of literature on upcycling, focusing similar recent surge of publication: 90% (37/41) of these in the on different definitions, trends in practices, benefits, drawbacks and 3 barriers in a number of subject areas, and gives suggestions for future sample (since 2001) were published between 2009 and 2014. -

Standard Products Catalog
Combined Technologies Group, Inc. www.comtechgrp.com Standard Products Catalog 6061 Milo Road Dayton, OH 45414 Phone: 937-274-4866 Fax: 937.274.1881 Email: [email protected] Table of Contents Standard Products Catalog Die Cast/Foundry Products Item Page No. About the Company ..................................................................................................2 Robotic Die Cast Extraction System ...........................................................................4 Robotic Die Spraying System .....................................................................................5 Die Lube Mixing ........................................................................................................6 Robotic Ladle (molten metal delivery) ........................................................................7 Water Quench Tanks .................................................................................................8 Static Air Coolers ......................................................................................................9 Degate Press ...........................................................................................................10 Manual Trim Press ................................................................................................... 11 Shuttle Bed Trim Press .............................................................................................12 Fume Hoods ...........................................................................................................13 -

Stamping Press Technician Apprenticeship Program Outline (STI 6.225)
14 Training Tomorrow’s Technicians On a Foundation of Timeless Values Stamping Press Technician Apprenticeship Program Outline (STI 6.225) Course Est. Course Title Prerequisite Program Objectives Code Hrs. The SUPERB Apprenticeship Program is designed Year One 186.5 to develop the skill level of the participants and help MATH01 Basic Math 4 None SUPERB achieve its commitment to maintaining a SHOPCOM01 Shop Communications 14 None skilled workforce capable of and committed to superior craftsmanship. This program shall go SUP901 SUPERB9000 Systems, Level I 14 None beyond the minimum standards of the industry and BLUE01 Blueprints for Metalworking 21 MATH01 is accredited by the U.S. Department of Labor and MEAS01 Measurement for Metalworking 18 BLUE01 the Ohio Apprenticeship Council. The purpose of NIMSMM01 Measurement, Materials & Safety 12 MEAS01 the Apprenticeship Program is to provide SUPERB NIMSS01 Metal Forming, Level I 5.5 MEAS01 with qualified personnel and participants with a SUP902 SUPERB9000 Systems, Level II 14 SUP01 nationally accredited training program to enhance STMP01 Stamping Operations 30 MEAS01 their job qualifications and earnings potential. NIMSDM01 Drilling/Milling, Level I 54 MEAS01 or NIMSJB01 Program Requirements Year Two 199.5 Comp01 Basic Computers 12 None The Stamping Press Technician Apprenticeship NIMSS02 Stamping Level II 40.5 STMP01, NIMSS01 Program is a four-year training program consisting QUAL04 SPC 15 MEAS01 of the following: MEAS03 Measuring Systems 18 MEAS01 METL01 Material Properties 12 MEAS01 Practical on the job training 4,000 Hours min. Classroom/Seminar training 300 Hours min. DIES01 Die Theory 21 MEAS01 NIMSS03 Stamping Level III 40.5 NIMS01 The progress and performance of the participants NIMSS04 Stamping, Part Inspection 40.5 NIMSS03, MEAS03 are measured in the following manner: Total 386 Grades from classroom instruction Successful completion of key tasks Standardized Skill Tests Job Performance Reviews OTJ Training Est. -

Upgrading Construction and Demolition Waste Management from Downcycling to Recycling in the Netherlands
Journal of Cleaner Production 266 (2020) 121718 Contents lists available at ScienceDirect Journal of Cleaner Production journal homepage: www.elsevier.com/locate/jclepro Upgrading construction and demolition waste management from downcycling to recycling in the Netherlands * Chunbo Zhang a, Mingming Hu a, b, , Xining Yang a, Brenda Miranda-Xicotencatl a, Benjamin Sprecher a, Francesco Di Maio c, Xiaoyang Zhong a, Arnold Tukker a, d a Institute of Environmental Sciences, Leiden University, 2300, RA, Leiden, Netherlands b School of Management Science and Real Estate, Chongqing University, Chongqing, 40045, China c Faculty of Civil Engineering and Geosciences, Delft University of Technology, 2628, CN, Delft, the Netherlands d Netherlands Organization for Applied Scientific Research TNO, 2595, DA, Den Haag, Netherlands article info abstract Article history: Urban mining from construction and demolition waste (CDW) is highly relevant for the circular economy Received 30 April 2019 ambitions of the European Union (EU). Given the large volumes involved, end-of-life (EoL) concrete is Received in revised form identified as one of the priority streams for CDW recycling in most EU countries, but it is currently largely 10 February 2020 downcycled or even landfilled. The European projects C2CA and VEEP have proposed several cost- Accepted 13 April 2020 effective technologies to recover EoL concrete for new concrete manufacturing. To understand the po- Available online 22 April 2020 tential effects of large-scale implementation of those recycling technologies on the circular construction, Handling editor: Yutao Wang this study deployed static material flow analysis (MFA) for a set of EoL concrete management scenarios in the Netherlands constructed by considering the development factors in two, technological and temporal Keywords: dimensions. -

17 Basic Metal & Fabricated Metal Products
THE DIRECTORY OF ISO 14001 CERTIFIED COMPANIES IN HONG KONG (A total of 986 ISO 14001 Certificates as at December 2019) Experience Sharing on EAC ISO 14000 by Accreditation No. Company Name Scope Cert body Implementing Code Industrial Sectors scheme ISO14001 1 Administration Office: 17 Basic Metal & Manufacturing of Precision Metal Parts and Assembly; Design and Manufacturing of Germany - TGA TUV NORD Hong Kong Ltd. Yuen Hing Tai Metel Fabricated Metal Precision Dies Factory Ltd. Products Design and Manufacturing Site: Kwong Fung Metal Ltd. 2 Asahi Group Company 17 Basic Metal & Manufacture of progressive metal stamping and conventional stamping products UKAS SGS Hong Kong Limited Limited Fabricated Metal (System & Service Products Certification) 3 General (H.K.) 17 Basic Metal & Manufacture of metal parts for computers, printers, office machineries, audio-visual CNAS, HKCAS Hong Kong Quality Mechanical Designs Fabricated Metal appliances and precision electrical appliances Assurance Agency Ltd. Products 4 Golik Metal Industrial 17 Basic Metal & Supply, stockholding and manufacture steel wire to BS 4482, steel bar to BS 4449, welded UKAS + HKAS SGS Hong Kong Limited Company Ltd./ Golik Fabricated Metal fabric to BS 4483, and steel reinforcement cages for concrete to BS 7123 and BS EN ISO (System & Service Steel (HK) Limited / Products 17660-2 Certification) Golik Metal Manufacturing Supply and stockholding of reinforcing bars to BS 4449 and CS2 (class 1 and class 2), Company Ltd Steel H-beam, steel sheet piles, steel products and construction