Razor Sharp Edgemaking System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Twice As Sharp® Operators Manual
OPERATORS MANUAL TWICE AS SHARP® Scissors Sharpening System Customer service 1-800-888-3832 Professionally Sharpen Scissors and Shears manufactured by WOLFF INDUSTRIES, Inc. BACKGROUND INFORMATION ON LEE WOLFF Inventor of Twice as Sharp® 1930 - 1996 In 1957 Lee Wolff started a sewing machine sales and service business. Fabrics and a complete line of sewing needs were added in 1963, and the number of employees grew to 25 to handle the volume. During those years, Lee did a great deal of scissors sharpening and repair and made im- portant modifications on the available scissors sharpening equipment. In 1971 Lee and Mary Wolff became the first major importer and distributor of plastic handled scissors in the United States. They started to manufacture sewing scissors in 1973 under the trade name of KNIP. A U.S. patent was granted on the KNIP. The scissors factory was sold to American Scissors Corp. in 1980 and moved to the south. Lee set up the factory and innovated many new manufacturing processes. The July 1983 Consumers Reports rates the American Scissors designed and produced by Lee Wolff as a best buy. He also designed a full line of unique plastic handled scissors with interchangeable parts. Lee worked on perfecting the process of scissors sharpening for many years. It is necessary to accurately control the cutting angles, reduce burr formation during sharpening, and do deburring and micro-sharpening as a final process. This method produces scissors that are normally twice as sharp, hence the name Twice as Sharp® scissors sharpener. A United States patent has been granted as well as several foreign patents. -
15 Degree Sharpening Module for Use on Chef’Schoice® Model 2100 Commercial Sharpener
INSTRUCTIONS 15 Degree Sharpening Module for use on Chef’sChoice® Model 2100 Commercial Sharpener Module shown inserted in Model 2100 Sharpener. (Sharpener not included). Read these instructions before use. It is essential that you follow these instructions to achieve optimum results. © 2011 EdgeCraft Corp. INSTRUCTIONS FOR USE OF 15° SHARPENING MODULE EdgeCraft offers the 15° detachable sharpening module designed specially to place a factory quality edge on Japanese, Asian style knives and all other 15° knives. It can be used inter- changeably on the Model 2100 Sharpener with the standard 20° module designed for the European/American style blades and all other 20° knives. The 15° module is identical in size to the 20° module and it can be removed or installed on the guide rails of the Model 2100 as described in the Model 2100 manual. The 15° Japanese/Asian module can be used for either straight edge or serrated edges, how-ever the 20° European/American module is recommended for sharpening serrated blades because serrated blades are predominantly manufactured with 20° edge angles to provide greater support for the individual serrations. While Asian style knives have historically been sharpened at about 15 degrees at the factory and European/American style knives have been made with 20 degree edges, very recently leading German factories have introduced European style knives edged at 15°. Remove the standard 20° European/American module from the 2100 sharpener and install the 15° Japanese/Asian module as described in the Model 2100 Instruction Manual pages 11-12. Understanding THE DIFFERENCE – EUROPEAN/AMERICAN AND Japanese/ASIAN STYLE KNIVES In general you will find that Euro/American blades shown in Figure 1 are sturdier than the more delicate and thinner contemporary Asian blades as illustrated below. -

English: Sharpening STIHL Saw Chains
0457-181-0121_02.book Seite -1 Donnerstag, 13. Dezember 2012 11:50 11 STIH) Sharpening STIHL Saw Chains 2012-10 0457-181-0121_02.book Seite 0 Donnerstag, 13. Dezember 2012 11:50 11 Introduction STIHL offers every user, from occasional to professional, the right tools for maintaining the cutting attachment. Contents The cutting attachment consists of the saw chain, guide STIHL Advanced Technology ..............................................1 bar and chain sprocket. This handbook is intended as a guide to selecting and Construction of a Saw Chain ...............................................3 learning how to use the right tools for servicing your cutting attachment. With a little practice you will be able to sharpen your saw chains like a professional. Preparing the Saw Chain .....................................................6 Reading and observing the instructions in your chainsaw manual and those for the use of the servicing tools is a Principles – Sharpening Saw Chain ..................................8 precondition for the operations described in this handbook. Filing Aids .............................................................................12 Please contact your STIHL dealer if you have any further questions after reading this handbook. Tensioning the Saw Chain .................................................17 Always wear protective gloves when working on Sharpening Errors and Damage ........................................18 and with the chainsaw and cutting attachment. There is otherwise a risk of injury from the -

Saws from Festool. We Are Taking Over the Lead
SAWING Product range Saws from Festool. We are taking over the lead. Perfection is our declared aim. If there will perhaps never be the perfect saw, we have already made history along the way: for example with the guide rail and the splinterguard for circu- lar saws, the triple saw blade guide for pendulum jigsaws or the twin column guide with two bearings for the KAPEX sliding compound mitre saws. We have learnt one thing from this: It is better to set standards than to following existing trends. Our engineers are the driving force behind all innovations. And, of course, our customers. Because only you can show us the way – to tools that are ergo- nomic in shape, lightweight, powerful and operate intuitively. In brief: to a sophisticated and well-thought out system that makes your work decisively easier. We shall remain true to this principle in the future: whether it be through the intensified use of our EC-TEC motor concept and the battery technology in the area of sawing or through further developments that meet our toughest demands. But for all the praise for our products receive here is constantly that little bit of self-criticism. An essential requirement for our aim: the construction of the perfect tool. Contents X Systems get it done 04 X Pendulum jigsaws CARVEX / TRION 06 X TS plunge-cut saws 08 X AXT building materials saw / Compound mitre saw SYMMETRIC 10 X KAPEX sliding compound mitre saws 12 X Bench-mounted trimming saw PRECISIO 14 X CMS Compact Module System 16 X Saw blades 18 X Accessories and consumable materials 20 X Scope of delivery and order numbers 24 2 Tool-less saw blade changes Working with suitable materials is worthwhile. -

2015 17 Sharpening, Grinding
Sharpening, Grinding & Polishing Diamond Stones Axminster Premium Diamond Stones Axminster Handled Axminster Diamond Hones Rider Double • Set of three, medium, fine and extra fine Sided Diamond Axminster • Continuous diamond surface for precision sharpening Bench Stone • 19 x 50mm diamond sharpening area Keyring Diamond Stones • Double-sided premium quality stone • Overall length 160mm • Handy pocket-sized sets on chain • Blue = 180g, Yellow = 260g, Red = 360g • Ideal for plane irons, chisels and ceramic knives • Complete with rubber non-slip surround • 50 x 85mm Inc.vat Ex.vat Code • Fine 1,000 grit (15 micron) and coarse 400 grit (36 micron) • Coarse, medium and fine in each set Set of 3 £9.96 £8.30 200219 • Recommended use with water to prevent clogging • Use for router cutters, pen knives, secateurs etc • 200mm x 65mm x 8mm thick Inc.vat Ex.vat Code Inc.vat Ex.vat Code 50 x 85mm £14.95 £12.46 200218 Double Sided Diamond Bench Stone £24.96 £20.80 951777 Axminster Diamond Axminster Diamond Mini Stone Sets Planer Blade Hone • Available in small or large: 25 x 75mm, or 50 x 150mm Axminster Premium • Keep your planer knives honed to perfection • 180, 260 and 360 grits • No need to remove them from the machine • Colour coded for easy identification Diamond Bench Stones • Two diamond slips - 325 and 600 mesh, held in a wooden handle • For sharpening a variety of small tools • Excellent sharpening performance • Suitable for high speed steel or carbide tipped blades Inc.vat Ex.vat Code • 150mm x 62mm (6” x 2.7/16”) Inc.vat Ex.vat Code 25mm -

The Razors-And-Blades Myth(S)
University of Chicago Law School Chicago Unbound Journal Articles Faculty Scholarship 2011 The Razors-and-Blades Myth(s) Randal C. Picker Follow this and additional works at: https://chicagounbound.uchicago.edu/journal_articles Part of the Law Commons Recommended Citation Randal C. Picker, "The Razors-and-Blades Myth(s)," 78 University of Chicago Law Review 225 (2011). This Article is brought to you for free and open access by the Faculty Scholarship at Chicago Unbound. It has been accepted for inclusion in Journal Articles by an authorized administrator of Chicago Unbound. For more information, please contact [email protected]. The Razors-and-Blades Myth(s) Randal C. Pickert The razors-and-bladesstory offers a foundationalunderstanding of a key area of economics and strategy: invest in an installed base by selling the razor handles at low prices or even giving them away, then sell the razor blades at high prices to justify the prior investment. Large chunks of modern technological life-from VCRs and DVD players to video game systems like the Xbox and now e-book readers-seem to operate subject to the same dynamics of razors-and-blades. The actual history of razors-and-bladesis much richer than the standard story suggests. At the point that Gillette could most readily have played the strategy-from 1904 to 1921, during the period of the initialpatents-it did not do so. The firm under- stood to have invented razors-and-bladesas a business strategy did not play that strat- egy at the point that it was best situated to do so. -

Experiments on Knife Sharpening
Experiments on Knife Sharpening John D. Verhoeven Emeritus Professor Department of Materials Science and Engineering Iowa State University Ames, IA September 2004 page 2 [1] Introduction page 8 [2] Experiments with Tru Hone knife sharpening machine page 12 [3] Experiments with steels page 18 [4] Hand Sharpening with flat stones and leather strops page 25 [5] Experiments with the Tormek machine page 32 [6] Buffing wheel experiments page 37 [7] Experiments with carbon steels page 40 [8] Experiments with diamond polishing compound page 43 [9] Summary and Conclusions page 46 References page 47 Appendix 1 Edge angle measurements with a laser pointer page 48 Appendix 2 The Tormek sharpening machine page 53 Appendix 3 The Tru Hone sharpening machine Note: This work was supported by the Departments of Materials Science and Engineering and Mechanical Engineering at ISU by providing the author with laboratory space, machine shop service and use of the scanning electron microscope. [1] Introduction This report presents the results of a series of tests done on various aspects of knife sharpening. It is divided into sections devoted to each aspect. Each section terminates with a set of conclusions and a Summary of these conclusions is presented at the end of the report. This work has concentrated on evaluating the effectiveness of various knife sharpening techniques by examining the sharpened edges of the knives in a scanning electron microscope, SEM. Much can be learned by examination of a sharpened knife edge with a magnifying glass or an optical microscope, particularly the binocular microscope. However, the optical microscope suffers from a severe limitation. -
Use and Maintenance Manual En P 225
USE AND MAINTENANCE MANUAL EN P 225 YEAR OF MANUFACTURE: ______________ Operation and maintenance manual for P 225 .................. 1 FOREWORD ...................................................... 1 TECHNICAL DATA TABLE ........................................ 1 INTRODUCTION ................................................. 2 MACHINE SPECIFICATIONS ...................................... 2 CHAPTER 1 --- Functional parts of the machine ................. 4 1.1 --- Cutting head .................................................. 4 1 . 2 --- Vi c e ......................................................... 4 1.3 --- Lubricant/coolant system ....................................... 4 CHAPTER 2 --- Safety ....................................... 5 2.1 --- Intended use of the machine .................................... 5 2.2 --- General recommendations ...................................... 5 2.3 --- Recommendations for the operator .............................. 5 2.4 --- Machine safety devices ......................................... 6 2.4.1 --- Reference standards .......................................... 6 2.4.2 --- Protection against accidental contact with the blade ............... 7 2.4.3 --- Electrical equipment ......................................... 7 2.5 --- Airborne noise from the machine ................................ 7 2.5.1 --- Methods of measuring sound level values ........................ 7 2.5.2 --- Noise level values ............................................ 7 2.6 --- Electromagnetic compatibility .................................. -

Basic Plane Blade Sharpening
BBASICASIC PPLANELANE BBLADELADE SSHARPENINGHARPENING We get a lot of questions about sharpening. Woodworkers have strong, often confl icting, opinions about the right way to sharpen. We’ve taught many beginners to get a razor edge in minutes, using a simple method that gives reliable results. Here it is. A sharp edge is the intersection of two polished surfaces, so you need to work both the bevel and the back of the blade. FForor tthishis mmethodethod yyouou wwillill nneed:eed: •1000 & 8000 grit stones, or equivalent.* •Side Clamping Honing Guide •6” Ruler, approx .020” thick •Protractor •Wet/dry sandpaper – 120-220 Grit * Stones must be fl at. If your stone is used, please refer to the “To Flatten Your Stones” section. BBasicasic TTechniqueechnique (with blade in decent condition) Lie-Nielsen blades are delivered ground fl at, with a bevel of 25°. Other blades, especially old ones, may need work on the back and bevel on coarse stones fi rst to establish a fl at, straight surface. 11.. Set blade bevel down in honing guide at 30° using a protractor. Note: If you record the length the blade projects from the front of the honing guide, then you can re-set it next time to the same angle without the use of the protractor. An easy way to do this is with a simple stop block attached to a small piece of plywood or MDF: Stop Block Bench Top Stop 22.. Hone on 1000 grit until wire edge/burr forms on back of blade, about 4 strokes pulling blade towards you. Distribute wear ev e n l y by using the full surface of the stone. -

Trizor XV® Knife Sharpener Edgeselect®—15° Edge Angle
MODEL 15 INSTRUCTIONS Trizor XV® Knife Sharpener EdgeSelect® —15° Edge Angle Read these instructions before use. It is essential that you follow these instructions to achieve optimum results. © 2015 EdgeCraft Corp. IMPORTANT SAFEGUARDS When using electrical appliances, basic safety precautions should always be followed including the following: 1. Read all instructions. Every user should read this manual. 2. To protect against electrical hazards, do not immerse the Chef’sChoice® Trizor XV® Model 15 in water or other liquid. 3. Make sure that only clean knife blades are inserted in Trizor XV® Model 15. 4. Unplug from outlet when not in use, before putting on or taking off parts and before cleaning. 5. Avoid contacting moving parts. 6. Do not operate any appliance with a damaged cord or plug or after the appliance malfunctions, or is dropped or damaged in any manner. U.S. customers: You can return your sharpener to EdgeCraft’s factory for service where the cost of repair or electrical or mechanical adjustment can be estimated. When the electrical cord on this appliance is damaged, it must be replaced by the Chef’sChoice® distributor or other qualified service to avoid the danger of electrical shock. Outside U.S.: Please return your sharpener to your local distributor where the cost of repair or electrical or mechanical adjustment can be estimated. If the supply cord of this appliance is damaged, it must be replaced by a repair facility appointed by the manufac- turer because special tools are required. Please consult your Chef’sChoice® distributor. 7. CAUTION! This appliance may be fitted with a polarized power plug (one blade is wider than the other). -
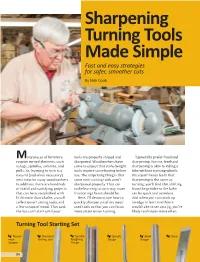
Sharpening Turning Tools Made Simple Fast and Easy Strategies for Safer, Smoother Cuts by Nick Cook
Sharpening Turning Tools Made Simple Fast and easy strategies for safer, smoother cuts By Nick Cook Many pieces of furniture tools are properly shaped and I generally prefer freehand require turned elements, such sharpened. Woodworkers have sharpening. For me, freehand as legs, spindles, columns, and come to expect that store-bought sharpening is akin to riding a pulls. So, learning to turn is a tools require some honing before bike without training wheels. natural (and often necessary) use. The surprising thing is that Once your hands learn that next step for many woodworkers. some new turning tools aren’t sharpening is the same as In addition, there are hundreds sharpened properly. That can of useful and satisfying projects make learning to turn way more from the grinder to the lathe that can be accomplished with frustrating than it should be. canturning, be quick you’ll and find seamless. that shifting little more than a lathe, a small Here, I’ll demonstrate how to And when you can touch up collection of turning tools, and quickly sharpen six of my most- an edge in less time than it a few scraps of wood. That said, used tools so that you can focus would take to set up a jig, you’re the fun can’t start until your more attention on turning. likely to sharpen more often. Turning Tool Starti ng Set 1 1 3 3 1 3 ⁄2" Round- ⁄8" Diamond ⁄4" Spindle ⁄8" Spindle ⁄2" Bowl ⁄4" Skew nose Parti ng Tool Roughing Gouge Gouge Scraper Gouge 54 Sharpening 6" Slow-Speed Setup Grinder Keeping a few accessories close to your lathe will encourage you to keep an edge on your tools.