SHARPENING INSTRUCTIONS Even the Best Tools Are Little Use with a Dull Cutting Edge
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Micro-Ruler MR-1 a NPL (NIST Counterpart in the U.K.)Traceable Certified Reference Material
Micro-Ruler MR-1 A NPL (NIST counterpart in the U.K.)Traceable Certified Reference Material . ATraceable “Micro-Ruler”. Markings are all on one side. Mirror image markings are provided so right reading numbers are always seen. The minimum increment is 0.01mm. The circles (diameter) and square boxes (side length) are 0.02, 0.05, 0.10, 0.50, 1.00, 2.00 and 5.00mm. 150mm OVERALL LENGTH 150mm uncertainty: ±0.0025mm, 0-10mm: ±0.0005mm) 0.01mm INCREMENTS, SQUARES & CIRCLES UP TO 5mm TED PELLA, INC. Microscopy Products for Science and Industry P. O. Box 492477 Redding, CA 96049-2477 Phone: 530-243-2200 or 800-237-3526 (USA) • FAX: 530-243-3761 [email protected] www.tedpella.com DOES THE WORLD NEED A TRACEABLE RULER? The MR-1 is labeled in mm. Its overall scale extends According to ISO, traceable measurements shall be over 150mm with 0.01mm increments. The ruler is designed to be viewed from either side as the markings made when products require the dimensions to be are both right reading and mirror images. This allows known to a specified uncertainty. These measurements the ruler marking to be placed in direct contact with the shall be made with a traceable ruler or micrometer. For sample, avoiding parallax errors. Independent of the magnification to be traceable the image and object size ruler orientation, the scale can be read correctly. There is must be measured with calibration standards that have a common scale with the finest (0.01mm) markings to traceable dimensions. read. We measure and certify pitch (the distance between repeating parallel lines using center-to-center or edge-to- edge spacing. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
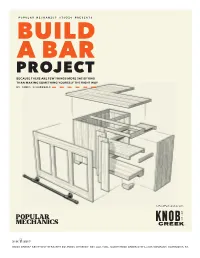
Because There Are Few Things More Satisfying Than Making Something Yourself the Right Way by James Schadewald
POPULAR MECHANICS STUDIO PRESENTS BUILD A BAR BECAUSE THERE ARE FEW THINGS MORE SATISFYING THAN MAKING SOMETHING YOURSELF THE RIGHT WAY BY JAMES SCHADEWALD In Paid Partnership with KNOB CREEK® KENTUCKY STRAIGHT BOURBON WHISKEY 50% ALC./VOL. ©2019 KNOB CREEK DISTILLING COMPANY, CLERMONT, KY. BUILD A BAR NO SHORTCUTS Look for our pointers throughout the plans to ensure you cut no corners in your bar build. E DIAGRAM OF PARTS FOR ASSEMBLY G H C I D J Y Z Z 3 B L P Z O Z Q K N Y O M L J R X O K T U W V F A S MATERIALS Part Description Size Qty Part Description Size Qty Part Description Size Qty A Side panel 3/4” x 37” x 20-1/4” 1 K Frame 3/4” x 2” x 17-1/4” 3 U Steel pipe T fitting 1” 2 B Front panel 3/4” x 37” X 58-1/2” 1 L Frame 3/4” x 2” x 58-1/2” 3 V Steel pipe foot rail 1” x 34” 1 C Side panel 3/4” x 37” x 46-1/2” 1 M Edge band 3/4” x 2-1/4” x 36-1/2” 2 W Steel pipe nipple 1” x 2” 2 D End panel 3/4” x 37” x 24-1/4” 1 N Edge band 3/4” x 2-1/4” x 26-1/4” 2 X Steel pipe floor flange 1” 1 E Bar Top 1-1/2” x 55-3/4” x 64” 1 O Plywood shelf 3/4” X 18-3/4” x 36-1/2” 2 Y Support block 3/4” x 1-1/2” x 17-1/2” 1 Note: Maximum length, width. -
Verification Regulation of Steel Ruler
ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 1 of 15 Effective Date Revision Calibration of Micrometers 2002 00 ITTC Quality System Manual Sample Work Instructions Work Instructions Calibration of Micrometers 7.6 Control of Inspection, Measuring and Test Equipment 7.6-02 Sample Work Instructions 7.6-02-04 Calibration of Micrometers Updated / Edited by Approved Quality Systems Group of the 28th ITTC 23rd ITTC 2002 Date: 07/2017 Date: 09/2002 ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 2 of 15 Effective Date Revision Calibration of Micrometers 2002 00 Table of Contents 1. PURPOSE .............................................. 4 4.6 MEASURING FORCE ......................... 9 4.6.1 Requirements: ............................... 9 2. INTRODUCTION ................................. 4 4.6.2 Calibration Method: ..................... 9 3. SUBJECT AND CONDITION OF 4.7 WIDTH AND WIDTH DIFFERENCE CALIBRATION .................................... 4 OF LINES .............................................. 9 3.1 SUBJECT AND MAIN TOOLS OF 4.7.1 Requirements ................................ 9 CALIBRATION .................................... 4 4.7.2 Calibration Method ...................... 9 3.2 CALIBRATION CONDITIONS .......... 5 4.8 RELATIVE POSITION OF INDICATOR NEEDLE AND DIAL.. 10 4. TECHNICAL REQUIREMENTS AND CALIBRATION METHOD ................. 7 4.8.1 Requirements .............................. 10 4.8.2 Calibration Method: ................... 10 4.1 EXTERIOR ............................................ 7 4.9 DISTANCE -

Chamfer Plane
Chamfer Plane Christopher Swingley Introduction These plans are for a wooden chamfer plane modelled after the chamfer plane shown in Making Traditional Wooden Planes by John M. Whelan. My plans differ slightly because I used a two piece laminated plane body instead of the single block used by Whelan. My plane iron is a bit wider than his, so my plane body is also slightly larger. Detailed instructions on plane making appear in Whelan’s book and should be consulted as a supplement to these plans. Plans The first set of plans show the body of the plane. Two pegs through the body will strengthen the connection between the halves of the body. Constructing the plane this way is much easier because we can saw and chisel the mortise. 6 3/4" 2 1/2" 2" 1 7/8" 2 7/8" 1 1/4" Left half Left half Right half Interior side Heel Mortise 2 3/4" 2 3/4" 7/8" Heel Toe 1 3/4" 3 7/8" 1 7/8" 1" 3/8" Left half 7/8" Bottom side 1 1/4" 3/8" The following diagrams show the dimensions of the stop that forms the throat in front of the iron. It rests at the front of the mortise in the body, in front of the wedge, and iron. (Insert figure here) Construction Notes *Construction begins by sawing the two halves of the plane body to size. Next, the interior surfaces need * Some images appear at http://www.frontier.iarc.uaf.edu/∼cswingle/woodworking/jigs.phtml 1 Cut List Qty Description T W L Notes 2 Plane body halves 1 1/4 2 3/4 6 3/4 Mortise cut 7/8 inches deep, bottom in- ner edge planed to 45◦. -

Owner's Manual & Safety Instructions
Owner’s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product’s serial number in the back of the manual near the assembly diagram (or month and year of purchase if product has no number). Keep this manual and the receipt in a safe and dry place for future reference. 20c ® Visit our website at: http://www.harborfreight.com Email our technical support at: [email protected] When unpacking, make sure that the product is intact and undamaged. If any parts are missing or broken, please call 1-888-866-5797 as soon as possible. Copyright© 2018 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in Read this material before using this product. any shape or form without the express written consent of Harbor Freight Tools. Failure to do so can result in serious injury. Diagrams within this manual may not be drawn proportionally. Due to continuing SAVE THIS MANUAL. improvements, actual product may differ slightly from the product described herein. Tools required for assembly and service may not be included. table of contents Safety ........................................................................2 Maintenance .............................................................14 Specifications ............................................................6 Parts List and Diagram .............................................17 Setup .........................................................................7 Warranty ...................................................................20 Sa Operation ..................................................................10 FE ty ® WarninG SyMBOLS anD DEFinitiOnS This is the safety alert symbol. It is used to alert you to potential S personal injury hazards. Obey all safety messages that E tup follow this symbol to avoid possible injury or death. -

MICHIGAN STATE COLLEGE Paul W
A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING INSTRUMENTS Thai: for III. Dean. of I. S. MICHIGAN STATE COLLEGE Paul W. Hoynigor I948 This]: _ C./ SUPP! '3' Nagy NIH: LJWIHL WA KOF BOOK A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING’INSIRUMENTS A Thesis Submitted to The Faculty of MICHIGAN‘STATE COLLEGE OF AGRICULTURE AND.APPLIED SCIENCE by Paul W. Heyniger Candidate for the Degree of Batchelor of Science June 1948 \. HE-UI: PREFACE This Thesis is submitted to the faculty of Michigan State College as one of the requirements for a B. S. De- gree in Civil Engineering.' At this time,I Iish to express my appreciation to c. M. Cade, Professor of Civil Engineering at Michigan State Collegeafor his assistance throughout the course and to the manufacturers,vhose products are represented, for their help by freely giving of the data used in this paper. In preparing the laterial used in this thesis, it was the authors at: to point out new develop-ants on existing instruments and recent inventions or engineer- ing equipment used principally by the Civil Engineer. 20 6052 TAEEE OF CONTENTS Chapter One Page Introduction B. Drafting Equipment ----------------------- 13 Chapter Two Telescopic Inprovenents A. Glass Reticles .......................... -32 B. Coated Lenses .......................... --J.B Chapter three The Tilting Level- ............................ -33 Chapter rear The First One-Second.Anerican Optical 28 “00d011 ‘6- -------------------------- e- --------- Chapter rive Chapter Six The Latest Type Altineter ----- - ................ 5.5 TABLE OF CONTENTS , Chapter Seven Page The Most Recent Drafting Machine ........... -39.--- Chapter Eight Chapter Nine SmOnnB By Radar ....... - ------------------ In”.-- Chapter Ten Conclusion ------------ - ----- -. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

FIELD EXTENSIONS and the CLASSICAL COMPASS and STRAIGHT-EDGE CONSTRUCTIONS 1. Introduction to the Classical Geometric Problems 1
FIELD EXTENSIONS AND THE CLASSICAL COMPASS AND STRAIGHT-EDGE CONSTRUCTIONS WINSTON GAO Abstract. This paper will introduce the reader to field extensions at a rudi- mentary level and then pursue the subject further by looking to its applications in a discussion of some constructibility issues in the classical straight-edge and compass problems. Field extensions, especially their degrees are explored at an introductory level. Properties of minimal polynomials are discussed to this end. The paper ends with geometric problems and the construction of polygons which have their proofs in the roots of field theory. Contents 1. introduction to the classical geometric problems 1 2. fields, field extensions, and preliminaries 2 3. geometric problems 5 4. constructing regular polygons 8 Acknowledgments 9 References 9 1. Introduction to the Classical Geometric Problems One very important and interesting set of problems within classical Euclidean ge- ometry is the set of compass and straight-edge questions. Basically, these questions deal with what is and is not constructible with only an idealized ruler and compass. The ruler has no markings (hence technically a straight-edge) has infinite length, and zero width. The compass can be extended to infinite distance and is assumed to collapse when lifted from the paper (a restriction that we shall see is irrelevant). Given these, we then study the set of constructible elements. However, while it is interesting to note what kinds objects we can create, it is far less straight forward to show that certain objects are impossible to create with these tools. Three famous problems that we will investigate will be the squaring the circle, doubling the cube, and trisecting an angle. -

Verification Regulation of Steel Ruler
ITTC – Recommended 7.6 - 02- 01 Procedures and Guidelines Page 1 of 7 Sample Work Instructions Effective Date Revision 2002 00 Calibration of Steel Rulers Table of Contents PURPOSE…………………………………...2 Edges………………………………….4 3.5.1 Requirements ...............................4 WORK INSTRUCTION……………………2 3.5.2 Method of Calibration..................4 3.6 Thickness of the Side Edge………….5 1 Introduction…………………………2 3.6.1 Method of Calibration..................5 2 Items and Condition of Calibration…..2 3.7 Arc Radius at the Intersecting Position of the End and the Side 3 Technical Requirements and Calibration Edges………………………………….5 Method……………………………………….2 3.7.1 Requirements ...............................5 3.1 Exterior………………………………2 3.7.2 Method Calibration......................5 3.1.1 Requirements ...............................2 3.8 Width and Difference Between the 3.2 Flatness of ruler face………………..3 Lines…………………………………..5 3.2.1 Requirements ...............................3 3.8.1 Requirements ...............................5 3.2.2 Method of Calibration..................4 3.8.2 Method of Calibration..................5 3.3 Elasticity……………………………..4 3.9 Error of Indication…………………..5 3.3.1 Requirements ...............................4 3.9.1 Requirements ...............................5 3.3.2 Method of Calibration..................4 3.9.2 Method of Calibration..................6 3.4 Linearity of the Ruler End and Side 4 Treatment of the Calibration Result and Edges………………………………….4 the Calibration Period………………….7 3.4.1 Requirements ...............................4 -
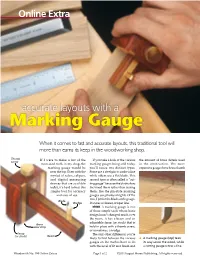
Marking Gauge
Online Extra accurate layouts with a Marking Gauge When it comes to fast and accurate layouts, this traditional tool will more than earns its keep in the woodworking shop. Thumb If I were to make a list of the If you take a look at the various the amount of brass details used screw most-used tools in my shop, the marking gauges being sold today, in the construction. The more marking gauge would be you’ll notice two distinct types. expensive gauges have brass thumb near the top. Even with the Some use a steel pin to scribe a line myriad of rulers, calipers, while others use a flat blade. This and digital measuring second type is often called a “cut- devices that are available ting gauge” because the blade slices today, it’s hard to beat this the wood fibers rather than tearing simple tool for accuracy them, like the pin-style marking and ease of use. gauges (see photos at right). Of the two, I prefer the blade-style gauge. Blade Wedge It scores a cleaner, crisper line. DESIGN. A marking gauge is one of those simple tools whose basic design hasn’t changed much over the years. It has a beam and an adjustable fence (or stock) that is Brass wear strip held in place with a thumb screw, or sometimes, a wedge. Fence The only other differences you’re (or stock) Beam likely to find between the various { A marking gauge (top) tears gauges on the market have to do its way across the wood, while with the level of fit and finish and a cutting gauge scores a line. -

Series GRM Workholding Clamps
Best Price Best Design Best Delivery SERIES GRM Workholding Clamps Sizes 1, 2, & 4 GRM124A PHD Series GRM Clamps Workholding Clamps The Series GRM Clamp continues to be the industry-leading pneumatic actuator of choice for material handling solutions worldwide. Its simple Size 4 design and rugged construction have proven customer satisfaction and loyalty since 1998. Three standard sizes (25, 32, and 40mm bores), 13 standard jaw styles, and countless options and accessories, make the Series GRM Clamp the most versatile and modular clamp in the world. Each and every aspect of the Series GRM Clamp was influenced by you, our customer. We pride ourselves in providing a product that suits your specific application needs. The Series GRM Clamp is a product that is meant to work for you and not a product that you make work. Contact your local distributor or PHD to learn more about Series GRM Clamps. Size 2 Size 1 1 6 Greater Clamping Forces, Flexibility, Durability, & 2 3 Low Cost 4 5 7 8 Product Features Major Benefits • Simple design 1 Fixed or spherical mounting brackets for side or rear mounting • Compact envelope size • Long life 2 Cam design locks clamp in the closed position ensuring part • High grip force retention if air pressure is lost • Fast field maintenance 3 Adjustable rotation stop allows for multiple jaw openings in • Jaws lock in the closed position ensuring part retention if air pressure one clamp (Sizes 2 and 4) is lost due to line rupture or power loss 4 Interchangeable hardened-steel jaws minimize costly • Lowest cost of