Machining Recommendations for Semi-Finished Engineering Plastics Content
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Roundup Giant Drill Bit Reaches Bottom of Escape Hole
..--'.■I- - :i: n'- y 'r \ 'f ■itti Arwag* Daily Net Press Ron T h e W «B th«r Vor ttke Week Ended raramal o f D. « . WmUimr B n s a a August S4, IM S ■ Clear and eool again toolglit. 13,521 Low 48 Is SO. Tuesday mm aj imd Member at the Audit plrassnt. High near W. Bwresu of Obvulstlaa , M aneh^ter-^A City o f ViUage Charm (assstfied AdserlMng m b Fug* 16) PRICE SEVEN CENTS' ▼OL. LXXXU, NO. 278 (SIXTEEN PAGES) MANCHESTER, CONN., MONDAlT, AUGUST 26, 1963 City af Contrasts Scene of March plex of greenery and, marble, a the same tinve. Although the crime lems. Most of these committees there without intermittent or bil EDITOR'S NOTE — The nation’s ious fever.’’ attention.. focuses Wednesday on monument that looks east to the has received wide and often lurid are ruled by Southerners. Some Capitol, north to the White House' publicity, it differs llttie from residents say these congressmen Like India's New Delhi and Washington when thousands of Brazil’s Brasilia. Washington is a civil lights advocates mass to west to the Lincoln Memorial and crime rates in other big cities have no sympathy for a 67 per south to the JTefferson Memorial of America. Washington is ninth cent Negro city with Integrated city created as a capital, with no dramatize the struggle for Negro other reason for life. It does not rights. The city that awaits them and the Tidal Basin rimmed with in size with a population of 764,- schools w d restaurants and is sketched In the following ar cherry trees. -

The Use of Micro Computed Tomography to Ascertain the Morphology of Bloodstains on Fabric
The use of micro computed tomography to ascertain the morphology of bloodstains on fabric. Dicken, L.1, Knock, C.1, Beckett, S.2, de Castro, T. C.3, Nickson, T.4, Carr, D. J.1 Authors’ addresses 1 Centre for Defence Engineering, Cranfield University at the Defence Academy of the United Kingdom, Shrivenham, SN6 8LA, United Kingdom. 2 Cranfield Forensic Institute, Cranfield University at the Defence Academy of the United Kingdom, Shrivenham, SN6 8LA, United Kingdom. 3 Sir John Walsh Research Institute, University of Otago, Dunedin, 9054, New Zealand. 4 LGC Forensics, Culham, Oxfordshire, OX14 3ED. Communicating Author Dr. C. Knock, Centre for Defence Engineering, Cranfield University at the Defence Academy of the United Kingdom, Shrivenham, SN6 8LA, United Kingdom. Telephone: +44 (0)1793 785335 Email: [email protected] 1 Abstract Very little is known about the interactions of blood and fabric and how bloodstains on fabric are formed. Whereas the blood stain size for non-absorbent surfaces depends on impact velocity, previous work has suggested that for fabrics the blood stain size is independent of impact velocity when the drop size is kept constant. Therefore, a greater understanding of the interaction of blood and fabric is required. This paper explores the possibility of using a micro computed tomography (CT) scanner to study bloodstain size and shape throughout fabrics. Two different fabrics were used: 100% cotton rib knit and 100% cotton bull drill. Bloodstains were created by dropping blood droplets from three heights; 500mm, 1000mm and 1500mm. Results from the CT scanner clearly showed the bloodstain shape throughout the fabric. -
ATK Instructions / ૂચના
ATK PROVISIONAL ANSWER KEY (CBRT) Name of the post Management Executive (Metal), (GMDC) Class-2 Advertisement No. 34/2020-21 Preliminary Test held on 04-07-2021 Question No. 001 – 300 (General Studies & Concern Subject) Publish Date 06-07-2021 Last Date to Send Suggestion(s) 13-07-2021 THE LINK FOR ONLINE OBJECTION SYSTEM WILL START FROM 07-07-2021; 12:00 PM ONWARDS Instructions / ૂચના Candidate must ensure compliance to the instructions mentioned below, else objections shall not be considered: - (1) All the suggestion should be submitted through ONLINE OBJECTION SUBMISSION SYSTEM only. Physical submission of suggestions will not be considered. (2) Question wise suggestion to be submitted in the prescribed format (proforma) published on the website / online objection submission system. (3) All suggestions are to be submitted with reference to the Master Question Paper with provisional answer key (Master Question Paper), published herewith on the website / online objection submission system. Objections should be sent referring to the Question, Question No. & options of the Master Question Paper. (4) Suggestions regarding question nos. and options other than provisional answer key (Master Question Paper) shall not be considered. (5) Objections and answers suggested by the candidate should be in compliance with the responses given by him in his answer sheet. Objections shall not be considered, in case, if responses given in the answer sheet /response sheet and submitted suggestions are differed. (6) Objection for each question should be made on separate sheet. Objection for more than one question in single sheet shall not be considered. ઉમેદવાર નીચેની ૂચનાઓું પાલન કરવાની તકદાર રાખવી, અયથા વાંધા- ૂચન ગે કરલ રૂઆતો યાને લેવાશે નહ (1) ઉમેદવાર વાંધાં- ૂચનો ફત ઓનલાઈન ઓશન સબમીશન સીટમ ારા જ સબમીટ કરવાના રહશે. -

TEXTILE and CLOTHING BA PART III, 5Th PAPER, By: Dr
Topic: TEXTILE AND CLOTHING BA PART III, 5th PAPER, By: Dr. AMARJEET KUMAR, Home Science Department, Rohtas Mahila College, Sasaram. E-mail ID: [email protected] Different types of Weaves Weaves are classified according to the interlacing of warp and weft yarns and the number of warp and weft yarn used. Variety can be achieved by using the basic weaves plain twill and sateen by varying the number of warp and weft yarns used. The different types of weaves are: Plain Weave This is a simplest form of weaving. The weft yarn passes over one warp yarn and under the next alternately across the entire width of the fabric. Plain weave has no wrong side unless coloured finish is applied to differentiate right or wrong side. Attractive fabrics can be obtained by varying the number of warp yarns and filling yarns. Most fabrics are made using plain weave. It produces strong and durable fabrics. Rib Weave: The rib appearance is produced by using heavy yarns in the warp or filling direction, by grouping yarns in specific areas, or by having a greater number of yarns in warp than filling. Examples are poplin, broadcloth and grosgrain. Basket Weave Two or more weft yarns pass alternately over and under two or more warp yarns. In this construction the fabrics are not durable, but are more decorative. Examples are coat and suit fabrics, hop sock. Twill weave The second basic weave pattern is the twill weave. A twill weave always shows diagonal ridges across the fabric. The twill or diagonal weave may run from left to right, or from right to left, both on the face and back of the cloth. -

Spring/Summer 2020 Lookbook Story & Philosophy This Is the Story About 3 Friends and a Comon Interest in Style and Quality
SPRING/SUMMER 2020 LOOKBOOK STORY & PHILOSOPHY THIS IS THE STORY ABOUT 3 FRIENDS AND A COMON INTEREST IN STYLE AND QUALITY. ADRIAN ROOS STARTED OUT ALREADY AT A VERY YOUNG AGE COMING FROM A FAMILY BUSINESS IN THE TEXTILE INDUSTRY HE AT EARLY AGE STARTED TO SEW TAILOR MADE JEANS IN THE SUBURBS ROSENGÅRD OF MALMÖ. RAW DENIM (BESPOKE) WAS HIS SIGNA- TURE. JAMA WARSAME AND ERNESTO PROSPERI BOTH COME FROM TWO DIFFERENT BACKG- ROUNDS. JAMA HAS WORKED IN THE TEXTILE INDUSTRY ALL HIS LIVE. HE PRACTICALLY GREW UP IN IT. ERNESTO PROSPERI ON THE OTHER HAND WAS A MARKETING MAN. JAMA AND ERNESTO ALL READY WHERE MAKING LEATHER GOODS WHEN THEY STARTED A CONVERSATION WITH ADRIAN. ALL THREE OF THEM HAD FOUND A COMMON INTEREST THEY WHERE TIERED OF FAST FASHION AND MASS PRODUCTION AND WANTED TO DO IT BETTER. FOCUS ON TRADITO- NELL CRAFTSMANSHIP AND CREATE A BRAND THAT FOCUSES ON HIGH QUALITY CLO- THING AND THE PURSUIT OF GARMENTS AND IDEAS THAT ARE MADE TO LAST. CLOTHES MADE BY HAND WITH UNIQUE DESIGN AND THE BEST MATERIALS AVAILABLE. SUSTAINABLE BOTH IN STYLE AND IN QUALITY. THEY WANTED TO MAKE THIS THEIR MANNER. THEY CREATED THEIR OWN STUDIO IN THE- RE HOMETOWN MALMÖ AND SO MANÉR WAS BORN. STYLE, AUTHENTICITY AND QUALITY, THAT IS OUR MANNER. DESIGN & CONCEPT TIMELESS DESIGN WITH A TWIST. OUR PRODUCTION IS NOT OUT OF MANUFAC- TURING ASPECT BUT A TAILORING ONE. FOR US THE INSIDE IS AS IMPORTANT AS THE OUTSIDE. OUR INSPIRATION FOR OUR COLLECTIONS IS BASED ON A CLASSIC LOOK IN A MODERN TIME. -

Design and Fabrication of Repromaster Dyeing Machine
ISSN (Online): 2455-3662 EPRA International Journal of Multidisciplinary Research (IJMR) - Peer Reviewed Journal Volume: 6 | Issue: 12 |December 2020 || Journal DOI: 10.36713/epra2013 || SJIF Impact Factor: 7.032 ||ISI Value: 1.188 DESIGN AND FABRICATION OF REPROMASTER DYEING MACHINE Orelaja O. A1* Lasisi L. A2 1 Department of Mechanical Engineering, 2 Department of Art and Industrial Design Moshood Abiola Polytechnic, Moshood Abiola Polytechnic, Abeokuta, Ogun State. Abeokuta, Ogun State. Abiodun O. I3 3 Department of Mechanical Engineering, Moshood Abiola Polytechnic, Abeokuta, Ogun State. Article DOI: https://doi.org/10.36713/epra5922 ABSTRACT Dyeing is a process of complete colouration of textiles, and this can be achieved by the type and the extent of pre- treatment imputed to produce an excellent absorbency and whiteness. Quality dyeing depends on factors such as pH, form of textile, type of fibre, formulation of dyeing recipe, initial preparation of dye solution, liquor mixture ratio, and selection of machinery mixing speed. This research work illustrates basic design and fabrication concepts of repromaster dyeing machine and also to achieve effective implementation of the ideal technology of dyeing. This machine was designed and fabricated to carry out textile dyeing for mass production. Although selection of machine depends on type of process to be carried out, which are batch, semi-continuous or continuous dyeing process. This repromaster dyeing is a continous process machine with an excellent dye output, it is faster, require less skill to operate and cost effective. This research work concept provides some firsthand information on some basic dyeing processes. KEYWORDS: Repromaster, machine, dyeing, working principle, continuous, fibre, colouration. -

Machining Recommendations for Semi-Finished Engineering Plastics Content
Stock shapes Machining Recommendations for Semi-Finished Engineering Plastics Content 4 Processing of plastics (introduction) 5 Differences between plastics and metals 6 Extrusion technology 6 Tools and machines 7 Machining 8 Cutting 9 Turning 9 Milling 10 Drilling 11 Cutting threads 11 Planing / Plane milling 12 Grinding 13 Surface quality, reworking and de-burring 15 Machining guidelines 16 Interview with Hufschmied Zerspanungssysteme 18 Cooling and cooling lubricants 19 Annealing 20 Morphological changes and post-shrinkage 21 Dimensional stability 22 Product groups and material characteristics 22 TECAFORM AH / AD, TECAPET, TECAPEEK 22 TECAST T, TECAMID 6, TECAMID 66 23 TECANAT, TECASON, TECAPEI 23 TECA Materials with PTFE 23 TECASINT 24 Fibre reinforced materials 25 Special case of TECATEC 26 7 Machining errors - causes and solutions 26 Cutting and sawing 26 Turning and milling 27 Drilling Technical plastics PI High-temperature 572 °F plastics PAI PEKEKK PEEK, PEK LCP, PPS PES, PPSU PTFE, PFA PEI, PSU ETFE, PCTFE 300 °F PPP, PC-HT PVDF Engineering plastics PA 46 PC 212 °F PET, PBT PA 6-3-T PA 66 PA 6, PA 11, PA 12 POM PMP long term service temperature Standard plastics PPE mod. PMMA PP PE PS, ABS, SAN amorphous semi-crystalline Polymer Abbreviation Ensinger Nomenclature Polymer Name PI TECASINT Polyimide PEEK TECAPEEK Polyether ether ketone PPS TECATRON Polyphenylene sulphide PPSU TECASON P Polyphenylsulphone PES TECASON E Polyethersulphone PEI TECAPEI Polyetherimide PSU TECASON S Polysulphone PTFE TECAFLON PTFE Polytetrafluoroethylene -

Taconic RF-35TC, TSM-DS, TSM-DS3, RF-35A2 Processing
TSMDS, TSMDS3, RF35A2, RF35TC Multilayers with fastRise General Processing Guidelines Petersburgh, NY – Tel: 800-833-1805 Fax: 518-658-3988 Europe – Tel: +353-44-95600 Fax: +353-44-44369 Asia – Tel: +82-31-704-1858 Fax: +82-31-704-1857 www.taconic-add.com www.taconic.co.kr Table of Contents General Information 3 Handling of PTFE Laminates 3 Drilling for Double Sided PTFE Laminates 4 Drilling Multilayers Containing fastRise 6 Inner Layer Preparation/Registration 10 Hole Wall Preparation 11 Plasma 12 Plating 13 Soldermask 13 Solder Reflow 17 Maching/Routing 17 Use with fastRise for Multilayers 21 Appendix: Drilling Double Side PWBs 27 - 2 - General Information RF35TC, RF35A2, and TSM family (30, DS, DS3) are Thermally Stable ceramic filled Materials. The TSM DS family was developed to meet the demanding requirements for dielectric constant temperature stability and plated hole reliability for high temperature and varying environmental conditions. TSM DS and TSMDS3 are low loss, dimensionally stable thin core material for multilayer digital applications, that can be combined with our fastRise prepregs for the lowest stripline insertion losses. The TSMDS family uses a light weight style of fiberglass and very high loadings of ceramic particles yielding excellent dimensional and electronic performance, as well as ease of processing. TSMDS and TSMDS3 are available in thickness multiples of 0.005” (0.125mm), making it ideal for double-sided or multilayer applications. Processing recommendation for the TSMDS family are similar to other types of PTFE based Taconic materials. It should be noted that these recommendations are based on standard industry practices and optimal parameters may differ somewhat, depending on available processing equipment. -
Bucket Hat Digital Instructions
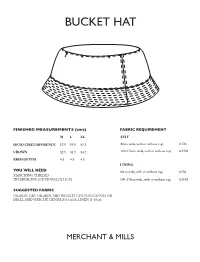
BUCKET HAT FINISHED MEASUREMENTS (cms) FABRIC REQUIREMENT M L XL SELF HEAD CIRCUMFERENCE 57.5 59.5 61.5 80cm wide, with or without nap 0.5M CROWN 32.5 33.5 34.5 100-150cm wide, with or without nap 0.35M BRIM DEPTH 4.8 4.8 4.8 LINING YOU WILL NEED 80cm wide, with or without nap 0.3M MATCHING THREAD. INTERFACING (OPTIONAL) X 15CM. 100-150cm wide, with or without nap 0.25M SUGGESTED FABRIC OILSKIN, DRY OILSKIN, MID WEIGHT COTTON CANVAS OR DRILL, MID WEIGHT DENIM (8-14oz) & LINEN (5-10oz). MERCHANT & MILLS Before you begin! PRINTING Please print your pattern at 100%, DO NOT SCALE to t paper. Before printing pattern, print out this page and measure the test square. e square should measure 10 x 10 cm. BUCKET HAT FINISHED MEASUREMENTS (cms) FABRIC REQUIREMENT M L XL SELF HEAD CIRCUMFERENCE 57.5 59.5 61.5 80cm wide, with or without nap 0.5M CROWN 32.5 33.5 34.5 100-150cm wide, with or without nap 0.35M BRIM DEPTH 4.8 4.8 4.8 LINING YOU WILL NEED 80cm wide, with or without nap 0.3M MATCHING THREAD. INTERFACING (OPTIONAL) X 15CM. 100-150cm wide, with or without nap 0.25M SUGGESTED FABRIC OILSKIN, DRY OILSKIN, MID WEIGHT COTTON CANVAS OR DRILL, MID WEIGHT DENIM (8-14oz) & LINEN (5-10oz). MERCHANT & MILLS 1 of 8 10 cm. PRINTING TEST Measure this square exactly to ensure your pattern is printed at the correct scale. The square should measure 10 x 10 cm. -
INTERNATIONAL LABOR STANDARDS PROGRAM MANUAL Revised June 2019
INTERNATIONAL LABOR STANDARDS PROGRAM MANUAL Revised June 2019 © Disney 1 TABLE OF CONTENTS I INTRODUCTION 4 II OVERVIEW OF GENERAL ILS PROGRAM REQUIREMENTS 5 III DISNEY CODE OF CONDUCT FOR MANUFACTURERS AND 7 THE MINIMUM COMPLIANCE STANDARD IV SOURCING RESTRICTIONS 10 V FACILITY DECLARATION AND AUTHORIZATION 12 VI ILS AUDITS 17 VII REMEDIATION OF NONCOMPLIANCE 25 VIII FACILITY LOSS OF PRODUCTION AUTHORIZATION 27 IX DISCLOSURE OF ILS AUDITS AND FACILITIES 29 X DISNEY’S ILS ETHICS POLICY 30 APPENDIX 32 A1 APPENDIX 1: Glossary of Terms 33 A2 APPENDIX 2: Frequently Asked Questions 35 A3 APPENDIX 3: Disney Code of Conduct for Manufacturers 39 A4 APPENDIX 4: Examples of Minimum Compliance Standard (MCS) Violations 41 A5 APPENDIX 5: Social Compliance Monitoring Organizations 43 A6 APPENDIX 6: Reference List of Social Compliance Consultants 45 A7 APPENDIX 7: Better Work Program Participation and Instructions 47 A8 APPENDIX 8: Permitted Sourcing Countries (PSC) 49 A9 APPENDIX 9: Facility and Merchandise Authorization (FAMA) Application 51 A10 APPENDIX 10: Sample Facility and Merchandise Authorization (FAMA) 53 A11 APPENDIX 11: Sample Code of Conduct Assessment Notification (COCAN) 54 A12 APPENDIX 12: Sample ILS Audit Agenda 55 A13 APPENDIX 13: Sample ILS Audit Records Checklist 56 A14 APPENDIX 14: Sample Corrective Action Plan 60 A15 APPENDIX 15: Sample Facility Loss of Production Authorization Letter 61 A16 APPENDIX 16: Sample Monthly Status Report 62 A17 APPENDIX 17: Sample FAMA Revocation Letter 64 A18 APPENDIX 18: Sample FAMA Revocation —UTS Letter (Unable to Schedule) 65 2 i | INTRODUCTION THE INTERNATIONAL LABOR STANDARDS PROGRAM APPLIES TO THE PRODUCTION OF PRODUCTS, PRODUCT COMPONENTS, AND MATERIALS IN PHYSICAL FORM containing, incorporating, or applying any intellectual property owned or controlled by The Walt Disney Company or its affiliates (“Disney”) produced for any purpose anywhere in the world (“Disney-branded products”). -

Document.Pdf
GUIDE TO THE ICONS: The drill and denim fabrics used in this range of workwear From cool lightweight options to rugged classic work wear… UPF 50+ Have a UPF 50+ rating for excellent ultraviolet protection The fabrics have been rated according to AS/NZS 4399:1996 The Workhorse team have combined years of customer insights with our experience globally sourcing quality products to develop The chambray fabrics used in this range of workwear industrial strength apparel for our demanding industry. UPF 30 30 Have a UPF 30 rating for very good ultraviolet protection We start with the proven, hard wearing fabrics Cotton Drill and The fabrics have been rated according to AS/NZS 4399:1996 Denim. Those fabrics have been relied on for centuries to provide the strength required for seriously tough work, and they form the foundation of the Workhorse Range. Workhorse High Visibility workwear meets or exceeds all relevant The classic twill weave, defined by the diagonal texture you see Australian and New Zealand standards, including: on your apparel, is characteristic of the diagonal weave used in the • AS/NZS 1906.4:2010 for high visibility materials production of ultra-modern carbon fibre materials for its strength. • AS/NZS 4602.1:2011 for high visibility safety garments - Customer focused designs HI-VIS - Rugged fabrics and manufacture DAY CLASS D - SUITABLE FOR DAY TIME USE - Dedicated and experienced support team HI-VIS - Quality Industrial Apparel DAY/Night CLASS D/N - SUITABLE FOR DAY AND NIGHT TIME USE HI-VIS Workhorse, designed to meet the challenges that Night CLASS N - SUITABLE FOR NIGHT TIME USE industry throws at us. -

Bruce Onobrakpeya and the Harmattan Workshop Artistic Experimentation in the Niger Delta
Bruce Onobrakpeya and the Harmattan Workshop Artistic Experimentation in the Niger Delta Janet Stanley Bruce Onobrakpeya (b. August 30,1932) is unique A LIFETIME OF GIVING BACK among Nigerian artists, not only because he has The Bruce Onobrakpeya Foundation (BOF), established in had one of the longest, most productive art careers 1999, is now the parent organization of the Harmattan Work- in all of Nigeria,1 but also because he bridges the shop. It became the conduit for the Ford Foundation fund- divide between the academy and the workshop, a ing which was critical to the Harmattan project over the next divide that bedevils the Nigerian art discourse and decade.5 Onobrakpeya has made significant financial contribu- practice, going back to the competing Aina Onabolu-Kenneth tions to the project from his own pocket and his art sales.6 He Murray philosophies (Oloidi 1998:42)/ Innovation and experi- has also received support from a few Nigerian corporations (e.g., mentation are hallmarks of Onobrakpeya's career, which carry Nestle Nigeria, Cadbury Nigeria, and Nigerian Breweries) and over into the Harmattan Workshop that he founded in 1998 in has enjoyed the collaboration and support of the National Gal- his hometown of Agbarha-Otor in the Niger Delta. Trained as lery of Art, Arthouse, the Society of Nigerian Artists, Signature a painter, Onobrakpeya graduated from the art program at the Gallery, Terra Kulture, and Omooba Yemisi Adedoyin Shyllon Nigerian College of Art, Science, and Technology in Zaria in 1961 Art Foundation (OYASAF). Private individuals have also con- (Fig. 1). A few years later, he participated in some of the Mbari tributed money and in-kind gifts.