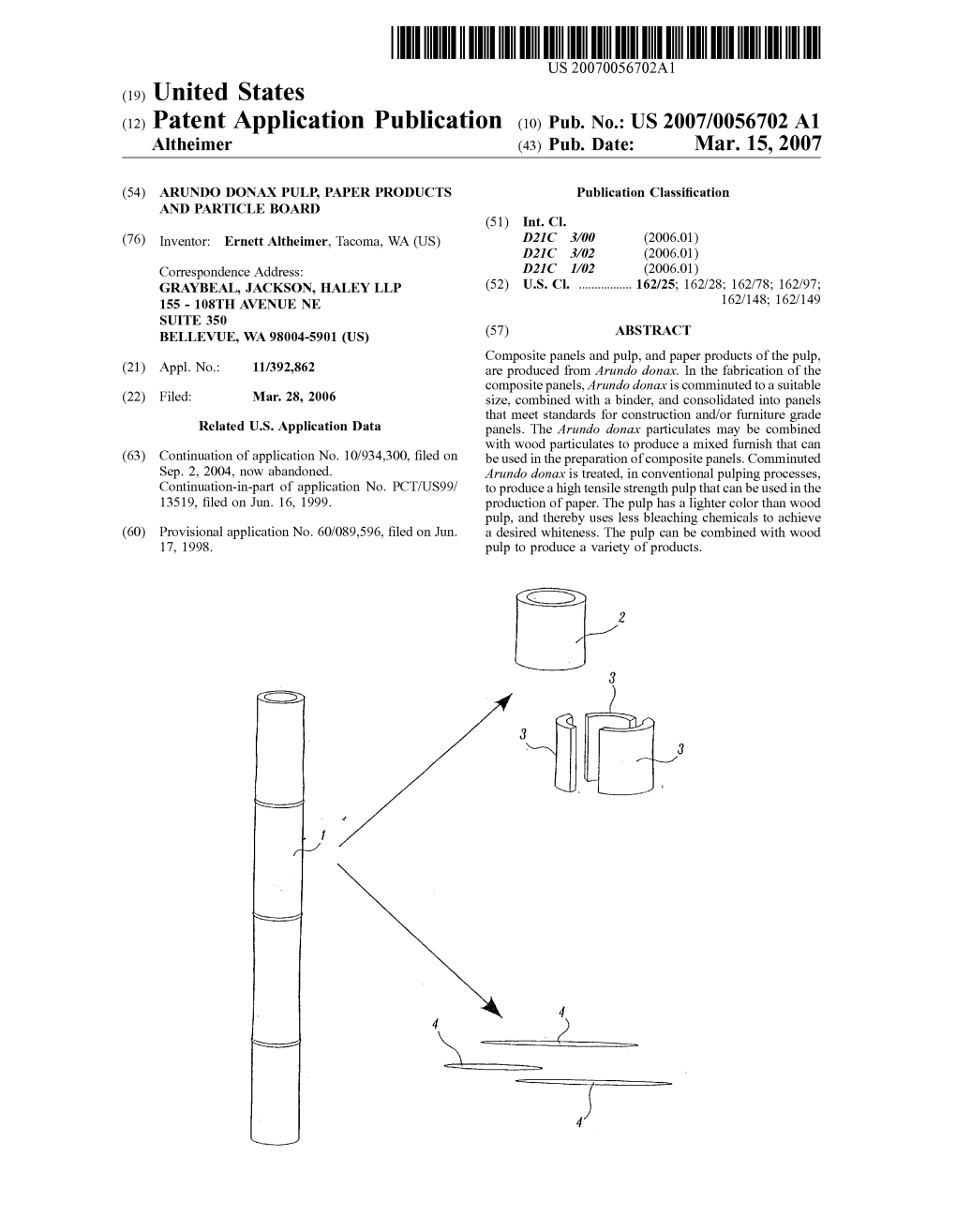
(12) Patent Application Publication (10) Pub. No.: US 2007/0056702 A1 Altheimer (43) Pub
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Basics of Kraft Pulping
Lignin Wood is composed of many chemical components, primarily extractives, carbohydrates, and lignin, which are distributed nonuniformly as the result of anatomical structure. Lignin is derived from the Latin term lignum, which means wood.1 Anselme Payen (1838) was the first to recognize the composite nature of wood and referred to a carbon- rich substance as the “encrusting material” which embedded cellulose in the wood. Schulze (1865) later defined this encrusting material as lignin. Lignin has been described as a random, three-dimensional network polymer comprised of variously linked phenylpropane units.2 Lignin is the second most abundant biological material on the planet, exceeded only by cellulose and hemicellulose, and comprises 15-25% of the dry weight of woody plants. This macromolecule plays a vital role in providing mechanical support to bind plant fibers together. Lignin also decreases the permeation of water through the cell walls of the xylem, thereby playing an intricate role in the transport of water and nutrients. Finally, lignin plays an important function in a plant’s natural defense against degradation by impeding penetration of destructive enzymes through the cell wall. Although lignin is necessary to trees, it is undesirable in most chemical papermaking fibers and is removed by pulping and bleaching processes. 1.1.1 Biosynthesis Plant lignins can be broadly divided into three classes: softwood (gymnosperm), hardwood (angiosperm) and grass or annual plant (graminaceous) lignin.3 Three different phenylpropane units, or monolignols, are responsible for lignin biosynthesis.4 Guaiacyl lignin is composed principally of coniferyl alcohol units, while guaiacyl-syringyl lignin contains monomeric units from coniferyl and sinapyl alcohol. -

Kraft and Soda Pulping of White Rot Pretreated Betung Bamboo
Kraft and Soda Pulping of White Rot Pretreated Betung Bamboo Widya Fatriasari, Riksfardini A Ermawar, Faizatul Falah, Dede HY Yanto, Deddy TN Adi, Sita H Anita, Euis Hermiati R&D Unit for Biomaterials, Indonesian Institute of Sciences Jl. Raya Bogor KM 46 Cibinong 16911. Corresponding author: [email protected] (Widya Fatriasari) Abstract This research was conducted to study the effects of pre-treatment with white-rot fungi on pulp properties of betung bamboo. Inoculum stocks of white-rot fungi (25 ml) were injected into polybags contained barkless fresh bamboo chips. Each polybag contained 214.9–286.8 g oven dry weight of chips. Bamboo chips in the polybags were inoculated by Pleurotus ostreatus and Trametes versicolor. Both of them were then incubated for 30 and 45 days at room temperature. Bamboo chips were cooked using soda and Kraft processes. The cooked bamboo chips were then defiberize using disc refiner for 3 times. Pulp yield, kappa number and degree of freeness of the pulp were then analyzed. The treatment of two white rot fungi, gave different effects on the characteristic of betung bamboo pulp. The effects of fungi treatment on kappa number and degree of freeness can be seen only at samples cooked using kraft process. Incubation time did not affect pulp yield of bamboo treated with both fungi, but it affected kappa number and degree of freeness of bamboo pulp cooked using kraft process. Bamboo treated with T. versicolor incubated for 45 days and cooked using kraft process produced the best pulp quality with high pulp yield. Key words: betung bamboo, biopulping, degree of freeness, kappa number, pulp yield. -

Lignin As a Source of Phenolic Compounds: from Lignin Extraction to Its Transformation by Different Routes
Lignin as a source of phenolic compounds: from lignin extraction to its transformation by different routes A dissertation presented by Javier Fernández Rodríguez In Fulfillment of the Requirements for the Degree Doctor of Philosophy in Renewable Materials Engineering by the University of the Basque Country UPV/EHU Under the supervision of Dr. Jalel Labidi Dr. María González Alriols Chemical and Environmental Engineering Department Engineering School of Gipuzkoa Donostia-San Sebastián 2020 (c)2020 JAVIER FERNANDEZ RODRIGUEZ “Dalli qui nu canta, verdi qui nu livanta” II Summary In the last decades, considerable interest has been put in using lignocellulosic streams, which have been traditionally considered as wastes, to be converted into value-added products, such as fuel, chemicals and biomaterials, which are currently obtained from fossil sources. Lignin, the most plenty polymer as an aromatic source in nature has been traditionally considered as a by-product or side stream from pulp and paper process, although lignin commercialization as a source of phenolic compounds has gained more and more relevance lately. However, several drawbacks have to be still overcome, such as the high polydispersity and high content in impurities of the obtained lignin samples, which lead to generate a recalcitrant behavior that hinders its transformation processes into high value- added chemical compounds. Lignin-based products must be competitive with their petroleum-derived counterparts. Hence, it is very important to design energetically efficient processes for lignin extraction and purification. For this purpose, lignin-based products have to be assumed as a section of an integrated biorefinery where multiple products are obtained and in this line being able to compete in a realistic scenario. -

USE of NONWOOD PLANT FIBERS for PULP and PAPER INDUSTRY in ASIA: POTENTIAL in CHINA by Mudit Chandra Dr
USE OF NONWOOD PLANT FIBERS FOR PULP AND PAPER INDUSTRY IN ASIA: POTENTIAL IN CHINA By Mudit Chandra Degree Paper Submitted to the Faculty of Virginia Polytechnic Institute and State University in Partial Fulfillment of the Requirements for the Degree of MASTER OF FORESTRY IN WOOD SCIENCE AND FOREST PRODUCTS APPROVED: A. L. Hammett, Chairman J. D. Dolan C. D. West August, 1998 Blacksburg, Virginia USE OF NONWOOD PLANT FIBERS FOR PULP AND PAPER INDUSTRY IN ASIA: POTENTIAL IN CHINA by Mudit Chandra Dr. A. L. Hammett, Chairman Department of Wood Science and Forest Products (ABSTRACT) The pulp and paper industry around the world has been growing rapidly. As a result there has been a huge demand for pulp and paper making raw material. Recent years have seen a spurt in use of nonwood fibers being used as a raw material for this purpose. Although some of the nonwood fibers used for papermaking are used because of their fine paper making qualities, majority of nonwood fibers is used to overcome the shortage of wood fibers. As a result their use is more widespread in countries with shortage of wood. The use of nonwood fibers in pulp and paper industry is fraught with problems. Right from supply of raw material to the properties of finished paper, majority of nonwood raw material has proven to be economically inferior to wood. But over the last few years, technological breakthrough in almost all the fields of papermaking have made nonwood more competitive with wood as a raw material for papermaking. Although till recently, use of nonwood fibers for pulp and paper making was concentrated in countries with limited wood supply, it is now showing an increasing trend even in countries with adequate wood supply due to environmental considerations. -

Valorization of Kraft Lignin by Fractionation and Chemical Modifications for Different Applications
Valorization of Kraft Lignin by Fractionation and Chemical Modifications for Different Applications Selda Aminzadeh Doctoral Thesis Wallenberg Wood Science Center (WWSC) Department of Fiber and Polymer Technology School of Engineering Sciences in Chemistry, Biotechnology and Health KTH Royal Institute of Technology Stockholm, Sweden 14th December 2018, Stockholm, Sweden I Principal Supervisor Prof. Mikael Lindström Co-supervisors Assoc.Prof. Olena Sevastyanova Prof. Gunnar Henriksson Copyright © Selda Aminzadeh, Stockholm, 2018 All rights reserved Paper I © 2017 Springer Paper II © 2017 Elsevier Paper III © 2018 Accepted to Nanomaterials Journal Paper IV © 2018 Elsevier Paper V © 2018 Springer Paper VI © 2018 Manuscript ISBN: 978-91-7873-046-9 TRITA-CBH-FOU-2018-61 ISSN:1654-1081 Tryck: US-AB, Stockholm 2018 Akademisk avhandling som med tillstånd av Kungliga Tekniska Högskolan framläggs till offentlig granskning för avläggande av teknisk doktorsexamen i fiber och polymerteknologi fredagen den 14:e december 2018, Lindstedtsvägen 26, Stockholm, kl. 14:00 i sal F3. Avhandlingen försvaras på engelska. Opponent: Professor Hasan Jameel, North Carolina State University, USA II “Dedicated to my mother and father.” III Abstract Lignin is one of the most abundant biopolymers. Approximately 70 million tons of technical lignin is generated annually, but only little is used for products other than energy. The complexity of lignin hinders full utilization in high-value products and materials. In spite of the large recent progress of knowledge of lignin structure and biosynthesis, much is still not fully understood, including structural inhomogeneity. We made synthetic lignin at different pH’s and obtained structural differences that might explain the structural inhomogeneity of lignin. -

Part I Chemical Pulping
1 Part I Chemical Pulping Handbook of Pulp. Edited by Herbert Sixta Copyright © 2006 WILEY-VCH Verlag GmbH &Co. KGaA, Weinheim ISBN: 3-527-30999-3 3 1 Introduction Herbert Sixta 1.1 Introduction Industrial pulping involves the large-scale liberation of fibers from lignocellulosic plant material, by either mechanical or chemical processes. Chemical pulping relies mainly on chemical reactants and heat energy to soften and dissolve lignin in the plant material, partially followed by mechanical refining to separate fibers. Mechanical pulping involves the pretreatment of wood with steam (and some- times also with aqueous sulfite solution) prior to the separation into fibrous mate- rial by abrasive refining or grinding. Depending on its end-use, the material recov- ered from such processes – the unbleached pulp – may be further treated by screening, washing, bleaching and purification (removal of low molecular-weight hemicelluloses) operations. For any given type of production, the properties of the unbleached pulp are de- termined by the structural and chemical composition of the raw material. The variation in fiber dimension and chemical composition of some selected fibers is detailed in Tab. 1.1. By far, the predominant use of the fiber material is the manufacture of paper, where it is re-assembled as a structured network from an aqueous solution. Fiber morphology such as fiber length and fiber geometry have a decisive influence on the papermaking process. A high fiber wall thickness to fiber diameter ratio means that the fibers will be strong, but that they may not be able to bond as effec- tively with each other in the sheet-forming process. -

Cold Caustic Soda Pulping of Eucalyptus Saligna
Western Michigan University ScholarWorks at WMU Paper Engineering Senior Theses Chemical and Paper Engineering 6-1960 Cold Caustic Soda Pulping of Eucalyptus Saligna Tachipully A. Bhaskaran Western Michigan University Follow this and additional works at: https://scholarworks.wmich.edu/engineer-senior-theses Part of the Wood Science and Pulp, Paper Technology Commons Recommended Citation Bhaskaran, Tachipully A., "Cold Caustic Soda Pulping of Eucalyptus Saligna" (1960). Paper Engineering Senior Theses. 85. https://scholarworks.wmich.edu/engineer-senior-theses/85 This Dissertation/Thesis is brought to you for free and open access by the Chemical and Paper Engineering at ScholarWorks at WMU. It has been accepted for inclusion in Paper Engineering Senior Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact wmu- [email protected]. COLD CAUSTIC SODA PULPING OF EUCALYPTUS SALIGNA ( SENIOR STUDENT THESIS PRODUCED IN PARTIAL FULFILLMENT OF REQUIREMENTS FOR THE DEGREE OF BACHELOR OF SCIENCE IN PAPER TECHNOLOGY BY TACHIPULLY A. BHASKARAN DEPARTMENT OF PAPER TECHNOLOGY SCHOOL OF APPLIED ARTS AND SCIENCES WESTERN MICHIGAN UNIVERSITY KALAMAZOO, MICHIGAN JUN, 1960 T.A.B. COLD CAUSTIC SODA PULPING OF EUCALYPTUS SALIGNA TABLE OF CONTENTS 1. Summary------------------------------------------------ la 2. A Brief Description of the Genus Eucalyptus------------ 1 3. The Species Eucalyptus saligna------------------------- 2 4. Pulping of Eucalyptus saligna by Various Processes----- 3 5. Cold Caustic Soda Pulping of Eucalyptus Species-------- 7 6. Conclusions of Literature Survey----------------------- 10 7. Literature Cited--------------------------------------- 11 8. Experimental Design------------------------------------ 13 9. Experimental Work-------------------------------------- 14 10. Discussion of Results---------------------------------- 17 11. Conclusions-------------------------------------------- 19 WESTERN MICHIGAN Ut-' 1 V'" PS'TY L'BRARY KALAMAZOU, i-.lC; 1.1..:, ,. -

Pulp and Paper Chemistry and Technology Volume 2
Pulp and Paper Chemistry and Technology Volume 2 Pulping Chemistry and Technology Edited by Monica Ek, Göran Gellerstedt, Gunnar Henriksson Pulp and Paper Chemistry and Technology Volume 2 This project was supported by a generous grant by the Ljungberg Foundation (Stiftelsen Erik Johan Ljungbergs Utbildningsfond) and originally published by the KTH Royal Institute of Technology as the “Ljungberg Textbook”. Pulping Chemistry and Technology Edited by Monica Ek, Göran Gellerstedt, Gunnar Henriksson Editors Dr. Monica Ek Professor (em.) Dr. Göran Gellerstedt Professor Dr. Gunnar Henriksson Wood Chemistry and Pulp Technology Fibre and Polymer Technology School of Chemical Science and Engineering KTH Ϫ Royal Institute of Technology 100 44 Stockholm Sweden ISBN 978-3-11-021341-6 Bibliographic information published by the Deutsche Nationalbibliothek The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie; detailed bibliographic data are available in the Internet at http://dnb.d-nb.de. ” Copyright 2009 by Walter de Gruyter GmbH & Co. KG, 10785 Berlin. All rights reserved, including those of translation into foreign languages. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanic, including photocopy, recording, or any information storage retrieval system, without permission in writing from the publisher. Printed in Germany. Typesetting: WGV Verlagsdienstleistungen GmbH, Weinheim, Germany. Printing and binding: Hubert & Co. GmbH & Co. KG, Göttingen, Germany. Cover design: Martin Zech, Bremen, Germany. Foreword The production of pulp and paper is of major importance in Sweden and the forestry industry has a profound influence on the economy of the country. The technical development of the industry and its ability to compete globally is closely connected with the combination of high-class education, research and development that has taken place at universities, institutes and industry over many years. -

Soda Pulping of Rapeseed Straw
CELLULOSE CHEMISTRY AND TECHNOLOGY SODA PULPING OF RAPESEED STRAW FRANTIŠEK POT ŮČ EK, BIJAY GURUNG and KATE ŘINA HÁJKOVÁ University of Pardubice, Faculty of Chemical Technology, Institute of Chemistry and Technology of Macromolecular Materials, 532 10 Pardubice, Czech Republic ✉Corresponding author:František Pot ůč ek, [email protected] Received September 18, 2013 The aim of this work was to conduct batch soda pulping of rapeseed straw (species Brassica napus L. convar. napus ) without and with addition of anthraquinone as a catalyst in the cooking liquor. To characterize the chemical composition of rapeseed straw, cellulose, holocellulose, lignin, ash, and extractives were determined. The effect of anthraquinone addition upon the degree of delignification, total yield, and amounts of rejects was investigated. For selected samples of pulp, the fibre length, degree of polymerization, as well as strength properties of soda and soda-AQ pulps were measured as well. The results obtained showed that the content of lignin in rapeseed straw is lower than that in softwoods. The presence of anthraquinone in cooking liquor accelerates delignification, however, for a given H- factor, lower kappa number and total yield were achieved, compared with cooking without anthraquinone. Also, anthraquinone in cooking liquor had a positive effect upon the decrease of rejects, mainly at a lower H-factor. The unbleached soda pulp comprising short fibres, below 1 mm, presented greater tensile strength in comparison with waste paper. Keywords : rapeseed straw, delignification, soda pulp, yield, anthraquinone INTRODUCTION Wood has been the dominant fibre source in process without anthraquinone addition, pulps the pulp and paper industry in the world so far, have been produced from canola stalks, 9 and although non-wood fibre material has been rapeseed straw 10 as well. -

Paper Task Force
PAPER TASK FORCE Duke University ** Environmental Defense Fund Johnson & Johnson ** McDonald's The Prudential Insurance Company of America ** Time Inc. TECHNICAL SUPPLEMENT – PART IIIA NON-WOOD FIBER SOURCES Non-Wood Plant Fibers as Alternative Fiber Sources for Papermaking (White Paper 13) July 1996 White Paper 13 was originally printed on paper containing 45% wheat straw, 40% recycled pulp and 15% chalk 1996 Environmental Defense Fund ii TABLE OF CONTENTS I. INTRODUCTION......................................................................................................................................1 A. PERSPECTIVES ON USING NON-WOOD FIBERS IN PAPER .............................................................................1 B. SCOPE OF THE PAPER ...................................................................................................................................2 C. STRUCTURE OF THE PAPER...........................................................................................................................3 II. FINDINGS ................................................................................................................................................5 III. HISTORICAL PERSPECTIVE............................................................................................................9 IV. FIBER ACQUISITION ........................................................................................................................10 A. FIBER TYPES AND YIELD POTENTIAL.........................................................................................................10 -

Special Considerations Affecting Improvements in the Cold Soda Pulping !Process
SPECIAL CONSIDERATIONS AFFECTING IMPROVEMENTS IN THE COLD SODA PULPING !PROCESS No 2101 December 1957 INFORMATION REVIEWED AND REAFFIRMED 1965 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5 WISCONSIN In Cooperation with the University of Wisconsin SPECIAL CONSIDERATIONS AFFECTING IMPROVEMENTS 1 IN THE COLD SODA PULPING PROCESS — By KENTON J. BROWN, Chemical Engineer Forest Products Laboratory, 2— Forest Service U. S. Department of Agriculture Summary The cold soda process, a high-yield semichemical-type pulping method de- veloped at the Forest Products Laboratory, was applied to several hard- woods to determine the effect of certain variables on liquor penetration, pulp opacity, and color. The species tested included aspen (Populus tremu- loides), paper birch (Betula papyrifera), southern red oak (Quercus falcata), soft maple (Acer spp. ), northern red and white oaks (Quercus spp. ), elm (Ulmus spp. ), ash (Fraxinus spp. ), and yellow birch (Betula alleghaniensis). The primary results were as follows: (1) The amount of caustic soda liquor absorbed by aspen and southern red oak woods was increased by (a) decreas- ing the moisture content of the wood, (b) decreasing the particle size, (c) increasing the hydrostatic pressure in the treating vessel, or (d) removing the air from the wood prior to treatment. (2) For a given yield, an increase in the temperature during cold soda pulp- ing decreased the opacity of the bleached pulp. (3) Increased refining in disk mills decreased the freeness, increased the amount of fine fibers, and increased the opacity of the pulp. -Presented at the Sixth Annual Pulp and Paper Conference held at the College of Engineering, University of Florida, Gainesville, Fla. -

The Relation Between the Supramolecular Structure of Cellulose and Its Hydrolysability
THESIS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY The relation between the supramolecular structure of cellulose and its hydrolysability AUSRA PECIULYTE Department of Biology and Biological Engineering CHALMERS UNIVERSITY OF TECHNOLOGY Gothenburg, Sweden 2015 The relation between the supramolecular structure of cellulose and its hydrolysability AUSRA PECIULYTE ISBN 978‐91‐7597‐301‐2 ©AUSRA PECIULYTE, 2015 Doktorsavhandlingar vid Chalmers tekniska högskola. Ny serie nr 3982 ISSN 0346‐718X Division of Industrial Biotechnology Department of Biology and Biological Engineering Chalmers University of Technology SE‐412 96 Gothenburg Sweden Telephone + 46 (0)31‐772 1000 Cover: Illustration of supramolecular structure of cellulose. Printed by Chalmers Reproservice Gothenburg, Sweden 2015 ii The relation between the supramolecular structure of cellulose and its hydrolysability AUSRA PECIULYTE Division of Industrial Biotechnology Department of Biology and Biological Engineering Chalmers University of Technology ABSTRACT The liberation of fermentable sugars from cellulosic biomass during enzymatic hydrolysis is often incomplete. One of the factors limiting the efficiency of enzymatic hydrolysis is the structural properties of cellulose. The aim of the work presented in this thesis was to increase our understanding of the relation between enzymatic hydrolysis and the structural properties of cellulosic substrates. The enzymatic hydrolysis of a number of cellulosic substrates derived from softwood preparations used in the pulp and paper industry, as well as model substrates, were studied. The differences in cellulosic substrates before and after enzymatic hydrolysis are described on the nanometre scale in terms of their supramolecular structure, i.e. the lateral dimensions of fibrils and fibril aggregates, the accessible surface area, the crystallinity and porosity, using solid-state nuclear magnetic resonance spectroscopy.