Mass, Volum EXPERIMENT 1 Mass, Volume and Density
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Dial Caliperscalipers at the Conclusion of This Presentation, You Will Be Able To…
Forging new generations of engineers DialDial CalipersCalipers At the conclusion of this presentation, you will be able to… identify four types of measurements that dial calipers can perform. identify the different parts of a dial caliper. accurately read an inch dial caliper. DialDial CalipersCalipers GeneralGeneral InformationInformation DialDial CalipersCalipers are arguably the most common and versatile of all the precision measuring tools. Engineers, technicians, scientists and machinists use precision measurement tools every day for: • analysis • reverse engineering • inspection • manufacturing • engineering design DialDial CalipersCalipers FourFour TypesTypes ofof MeasurementsMeasurements Dial calipers are used to perform four common measurements on parts… 1. Outside Diameter/Object Thickness 2. Inside Diameter/Space Width 3. Step Distance 4. Hole Depth OutsideOutside MeasuringMeasuring FacesFaces These are the faces between which outside length or diameter is measured. InsideInside MeasuringMeasuring FacesFaces These are the faces between which inside diameter or space width (i.e., slot width) is measured. StepStep MeasuringMeasuring FacesFaces These are the faces between which stepped parallel surface distance can be measured. DepthDepth MeasuringMeasuring FacesFaces These are the faces between which the depth of a hole can be measured. Note: Work piece is shown in section. Dial Caliper shortened for graphic purposes. DialDial CalipersCalipers NomenclatureNomenclature A standard inchinch dialdial calipercaliper will measure slightly more than 6 inches. The bladeblade scalescale shows each inch divided into 10 increments. Each increment equals one hundred thousandths (0.100”). Note: Some dial calipers have blade scales that are located above or below the rack. BladeBlade The bladeblade is the immovable portion of the dial caliper. SliderSlider The sliderslider moves along the blade and is used to adjust the distance between the measuring surfaces. -

Check Points for Measuring Instruments
Catalog No. E12024 Check Points for Measuring Instruments Introduction Measurement… the word can mean many things. In the case of length measurement there are many kinds of measuring instrument and corresponding measuring methods. For efficient and accurate measurement, the proper usage of measuring tools and instruments is vital. Additionally, to ensure the long working life of those instruments, care in use and regular maintenance is important. We have put together this booklet to help anyone get the best use from a Mitutoyo measuring instrument for many years, and sincerely hope it will help you. CONVENTIONS USED IN THIS BOOKLET The following symbols are used in this booklet to help the user obtain reliable measurement data through correct instrument operation. correct incorrect CONTENTS Products Used for Maintenance of Measuring Instruments 1 Micrometers Digimatic Outside Micrometers (Coolant Proof Micrometers) 2 Outside Micrometers 3 Holtest Digimatic Holtest (Three-point Bore Micrometers) 4 Holtest (Two-point/Three-point Bore Micrometers) 5 Bore Gages Bore Gages 6 Bore Gages (Small Holes) 7 Calipers ABSOLUTE Coolant Proof Calipers 8 ABSOLUTE Digimatic Calipers 9 Dial Calipers 10 Vernier Calipers 11 ABSOLUTE Inside Calipers 12 Offset Centerline Calipers 13 Height Gages Digimatic Height Gages 14 ABSOLUTE Digimatic Height Gages 15 Vernier Height Gages 16 Dial Height Gages 17 Indicators Digimatic Indicators 18 Dial Indicators 19 Dial Test Indicators (Lever-operated Dial Indicators) 20 Thickness Gages 21 Gauge Blocks Rectangular Gauge Blocks 22 Products Used for Maintenance of Measuring Instruments Mitutoyo products Micrometer oil Maintenance kit for gauge blocks Lubrication and rust-prevention oil Maintenance kit for gauge Order No.207000 blocks includes all the necessary maintenance tools for removing burrs and contamination, and for applying anti-corrosion treatment after use, etc. -

Vernier Caliper and Micrometer Computer Models Using Easy Java Simulation and Its Pedagogical Design Features—Ideas for Augmenting Learning with Real Instruments
Wee, Loo Kang, & Ning, Hwee Tiang. (2014). Vernier caliper and micrometer computer models using Easy Java Simulation and its pedagogical design features—ideas for augmenting learning with real instruments. Physics Education, 49(5), 493. Vernier caliper and micrometer computer models using Easy Java Simulation and its pedagogical design feature-ideas to augment learning with real instruments Loo Kang WEE1, Hwee Tiang NING2 1Ministry of Education, Educational Technology Division, Singapore 2 Ministry of Education, National Junior College, Singapore [email protected], [email protected] Abstract: This article presents the customization of EJS models, used together with actual laboratory instruments, to create an active experiential learning of measurements. The laboratory instruments are the vernier caliper and the micrometer. Three computer model design ideas that complement real equipment are discussed in this article. They are 1) the simple view and associated learning to pen and paper question and the real world, 2) hints, answers, different options of scales and inclusion of zero error and 3) assessment for learning feedback. The initial positive feedback from Singaporean students and educators points to the possibility of these tools being successfully shared and implemented in learning communities, and validated. Educators are encouraged to change the source codes of these computer models to suit their own purposes, licensed creative commons attribution for the benefit of all humankind. Video abstract: http://youtu.be/jHoA5M-_1R4 2015 Resources: http://iwant2study.org/ospsg/index.php/interactive-resources/physics/01-measurements/5-vernier-caliper http://iwant2study.org/ospsg/index.php/interactive-resources/physics/01-measurements/6-micrometer Keyword: easy java simulation, active learning, education, teacher professional development, e–learning, applet, design, open source physics PACS: 06.30.Gv 06.30.Bp 1.50.H- 01.50.Lc 07.05.Tp I. -

Intro to Measurement Uncertainty 2011
Measurement Uncertainty and Significant Figures There is no such thing as a perfect measurement. Even doing something as simple as measuring the length of a pencil with a ruler is subject to limitations that can affect how close your measurement is to its true value. For example, you need to consider the clarity and accuracy of the scale on the ruler. What is the smallest subdivision of the ruler scale? How thick are the black lines that indicate centimeters and millimeters? Such ideas are important in understanding the limitations of use of a ruler, just as with any measuring device. The degree to which a measured quantity compares to the true value of the measurement describes the accuracy of the measurement. Most measuring instruments you will use in physics lab are quite accurate when used properly. However, even when an instrument is used properly, it is quite normal for different people to get slightly different values when measuring the same quantity. When using a ruler, perception of when an object is best lined up against the ruler scale may vary from person to person. Sometimes a measurement must be taken under less than ideal conditions, such as at an awkward angle or against a rough surface. As a result, if the measurement is repeated by different people (or even by the same person) the measured value can vary slightly. The degree to which repeated measurements of the same quantity differ describes the precision of the measurement. Because of limitations both in the accuracy and precision of measurements, you can never expect to be able to make an exact measurement. -

1201 Lab Manual Table of Contents
1201 LAB MANUAL TABLE OF CONTENTS WARNING: The Pasco carts & track components have strong magnets inside of them. Strong magnetic fields can affect pacemakers, ICDs and other implanted medical devices. Many of these devices are made with a feature that deactivates it with a magnetic field. Therefore, care must be taken to keep medical devices minimally 1’ away from any strong magnetic field. Introduction 3 Laboratory Skills Laboratory I: Physics Laboratory Skills 7 Problem #1: Constant Velocity Motion 1 9 Problem #2: Constant Velocity Motion 2 15 Problem #3: Measurement and Uncertainty 21 Laboratory I Cover Sheet 31 General Laws of Motion Laboratory II: Motion and Force 33 Problem #1: Falling 35 Problem #2: Motion Down an Incline 39 Problem #3: Motion Up and Down an Incline 43 Problem #4: Normal Force and Frictional Force 47 Problem #5: Velocity and Force 51 Problem #6: Two-Dimensional Motion 55 Table of Coefficients of Friction 59 Check Your Understanding 61 Laboratory II Cover Sheet 63 Laboratory III: Statics 65 Problem #1: Springs and Equilibrium I 67 Problem #2: Springs and Equilibrium II 71 Problem #3: Leg Elevator 75 Problem #4: Equilibrium of a Walkway 79 Problem #5: Designing a Mobile 83 Problem #6: Mechanical Arm 87 Check Your Understanding 91 Laboratory III Cover Sheet 93 Laboratory IV: Circular Motion and Rotation 95 Problem #1: Circular Motion 97 Problem #2: Rotation and Linear Motion at Constant Speed 101 Problem #3: Angular and Linear Acceleration 105 Problem #4: Moment of Inertia of a Complex System 109 Problem #5: Moments -

Vernier Scale 05/31/2007 04:10 PM
Vernier Scale 05/31/2007 04:10 PM 1. THE VERNIER SCALE Equipment List: two 3 X 5 cards one ruler incremented in millimeters What you will learn: This lab teaches how a vernier scale works and how to use it. I. Introduction: A vernier scale (Pierre Vernier, ca. 1600) can be used on any measuring device with a graduated scale. Most often a vernier scale is found on length measuring devices such as vernier calipers or micrometers. A vernier instrument increases the measuring precision beyond what it would normally be with an ordinary measuring scale like a ruler or meter stick. II. How a vernier system works: A vernier scale slides across a fixed main scale. The vernier scale shown below in figure 1 is subdivided so that ten of its divisions correspond to nine divisions on the main scale. When ten vernier divisions are compressed into the space of nine main scale divisions we say the vernier-scale ratio is 10:9. So the divisions on the vernier scale are not of a standard length (i.e., inches or centimeters), but the divisions on the main scale are always some standard length like millimeters or decimal inches. A vernier scale enables an unambiguous interpolation between the smallest divisions on the main scale. Since the vernier scale pictured above is constructed to have ten divisions in the space of nine on the main scale, any single division on the vernier scale is 0.1 divisions less than a division on the main scale. http://nebula.deanza.fhda.edu/physics/Newton/4A/4ALabs/Vernier_Scale.html Page 1 of 5 Vernier Scale 05/31/2007 04:10 PM scale, any single division on the vernier scale is 0.1 divisions less than a division on the main scale. -
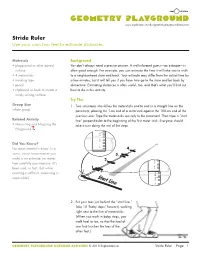
Stride Ruler Use Your Own Two Feet to Estimate Distances
www.exploratorium.edu/geometryplayground/activities Stride Ruler Use your own two feet to estimate distances. Materials Background • playground or other paved You don’t always need a precise answer. A well-informed guess—an estimate—is surface often good enough. For example, you can estimate the time it will take you to walk • 4 metersticks to a neighborhood store and back. Your estimate may differ from the actual time by • masking tape a few minutes, but it will tell you if you have time go to the store and be back by • pencil dinnertime. Estimating distances is often useful, too, and that’s what you’ll find out • clipboard or book to create a how to do in this activity. sturdy writing surface Try This Group Size 1. Two volunteers should lay the metersticks end to end in a straight line on the whole group pavement, placing the 1-cm end of a meterstick against the 100-cm end of the previous one. Tape the metersticks securely to the pavement. Then tape a “start Related Activity line” perpendicular to the beginning of the first meter stick. Everyone should • Measuring and Mapping the take a turn doing the rest of the steps. Playground Did You Know? No measurement is exact. In a 4. sense, every measurement you 3. make is an estimate, no matter 2. how carefully you measure. (It’s been said, in fact, that while 1. counting is difficult, measuring is impossible!) St art Line 2. Put your toes just behind the “start line.” Take 10 “baby steps” forward, walking right next to the line of metersticks. -

MODULE 5 – Measuring Tools
INTRODUCTION TO MACHINING 2. MEASURING TOOLS AND PROCESSES: In this chapter we will only look at those instruments which would typically be used during and at the end of a fabrication process. Such instruments would be capable of measuring up to 4 decimal places in the inch system and up to 3 decimal places in the metric system. Higher precision is normally not required in shop settings. The discrimination of a measuring instrument is the number of “segments” to which it divides the basic unit of length it is using for measurement. As a rule of thumb: the discrimination of the instrument should be ~10 times finer than the dimension specified. For example if a dimension of 25.5 [mm] is specified, an instrument that is capable of measuring to 0.01 or 0.02 [mm] should be used; if the specified dimension is 25.50 [mm], then the instrument’s discrimination should be 0.001 or 0.002 [mm]. The tools discussed here can be divided into 2 categories: direct measuring tools and indirect measuring or comparator tools. 50 INTRODUCTION TO MACHINING 2.1 Terminology: Accuracy: can have two meanings: it may describe the conformance of a specific dimension with the intended value (e.g.: an end-mill has a specific diameter stamped on its shank; if that value is confirmed by using the appropriate measuring device, then the end-mill diameter is said to be accurate). Accuracy may also refer to the act of measuring: if the machinist uses a steel rule to verify the diameter of the end-mill, then the act of measuring is not accurate. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

CVP-19: Procedures for the Checking of Critical Dimensions of The
OMR-CVP-19 PROCEDURES FOR THE CHECKING OF CRITICAL DIMENSIONS OF THE CONICAL MOLD AND TAMPER AND THE CALIBRATION OF PYCNOMETERS AASHTO T 84 A. PURPOSE These procedures are intended to provide instruction for the verification of critical dimensions of the conical mold and tamper. B. APPARATUS REQUIRED 1. Calibrated calipers readable to 0.001 inch (.025 mm) 2. Calibrated balance capable of weighing 500 grams and readable to 0.1 gram. 3. Straightedge or ruler. 4. Thermometer readable to 0.1 °F or 0.1 °C. C. PROCEDURE Conical Cone 1. Measure the inside diameter of the top of the conical cone to the nearest 0.001 inch (.025 mm) by taking two (2) readings 90° apart with calipers and record results. 2. Invert cone and repeat Step 1 and record. 3. Place cone on a flat glass plate. Measure and determine the height of the cone by using the calipers and a straightedge and record results. 4. Measure and record the thickness of the cone to the nearest 0.001inch (.025 mm) with calipers by taking two (2) readings 90° apart on the top and bottom of cone. Tamper 1. Measure diameter of face of tamper by taking two (2) readings 90° apart. 2. Weigh and record weight of tamper to nearest 0.1 gram. Pycnometers Volumetric Flask (500 cm) calibrated annually at 21.3 °C – 24.7 °C (70.4 °F – 76.4 °F) by the following procedure: 1. Volumetric flasks are weighed empty and recorded to the nearest 0.1 gram. 2. Volumetric flasks are filled with water to the mark at which it is calibrated. -

Measurements
Measurements INTRODUCTION Physics is a quantitative, experimental science that relies heavily on the ability to perform accurate, precise measurements. In this experiment, the basic techniques for making measurements and for analyzing data will be introduced. The physical characteristics of length, mass, volume, and density will be measured. THEORY In measuring physical quantities, it is important to use the proper measuring instruments. Often the degree of precision desired for a particular measurement determines the type of equipment that should be used. For measuring linear dimensions such as length, width, or height, there are two types of common instruments available: the straight-edged ruler and the caliper. The caliper consists of two jaws, one fixed and one movable, used to determine the distances between two surfaces or to measure the diameters of small objects. Note: The measurement error associated with each device is normally about half of the smallest dimension that the instrument is capable of measuring. The Digital Caliper Figure 1: Digital caliper The digital caliper consists of one fixed jaw, attached to a main beam, and one movable jaw that slides along the main beam. The instrument that we will be using in lab for these measurements can be set to readout in either English or metric units. The distance between the two measurement jaws is displayed on the LED digital readout display located on the slider. When measuring a linear dimension using the digital caliper, the workpiece is placed between the jaws, as close as possible to the main beam, and the jaws are closed making contact with the workpiece. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1.