University of Birmingham Multi-Chamber Tyre Designing For
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Alhambra O W Ner's Manu Al
ALHAMBRA OWNER’S MANUAL Foreword This Instruction Manual and its corresponding supplements should be read carefully to familiarise yourself with your vehicle. Besides the regular care and maintenance of the vehicle, its correct handling will help preserve its value. For safety reasons, note the information concerning accessories, modifications and parts changes. If selling the vehicle, give all of the onboard documentation to the new owner, as it should be kept with the vehicle. Contents 3 Contents Manual structure . 5 Unlocking and locking . 74 Parking sensor system* . 203 Vehicle key set . 74 Park Assist system* . 207 Central locking and locking system . 78 Rear Assist system* . 212 Content . 6 Doors . 84 Cruise control system* . 217 Sliding doors . 85 Tyre monitoring systems . 220 Tailgate . 88 Safety First . 7 Electric windows . 93 . 225 Panorama sliding sunroof* . 96 Practical tips Safe driving . 7 Dear SEAT Driver . 7 Lights and visibility . 99 Driving and the environment . 225 Tips for driving . 7 Lights . 99 Running-in . 225 Adjusting the seat position . 10 Sun blind . 107 Ecological driving . 225 Transporting objects . 13 Windscreen wiper and washer . 109 Engine management and exhaust gas purification Rear vision mirror . 114 system . 228 Seat belts . 16 . 231 Brief introduction . 16 Seats and storage compartments . 118 Trailer towing Why wear seat belts? . 18 Seat adjustment . 118 Introduction . 231 Seat belts . 21 Seat functions . 121 Driving with a trailer . 233 Seat belt tensioners . 26 Head restraints . 127 Vehicle maintenance and cleaning . 242 Centre armrest . 129 Airbag system . 28 Caring for and cleaning the vehicle exterior . 242 Loading luggage compartment . 130 Brief introduction . 28 Caring for and cleaning the vehicle interior . -

Beadlocks.Pdf
Tire protection The Hutchinson Internal Beadlock is configured to fit the shape of the tire bead. It is easily installed on an appropriately sized two piece bolted together or three piece lock ring type wheel. Once the components are installed, increasing the footprint of the tire on the ground for improved traction is as easy as reducing the air pressure in the tires. Wheel, Beadlock, tire BEADLOCK Beadlock insertion Compatibility The Hutchinson Internal Beadlock complies with all main flat rim standards and has been used with all major - HUTCHBEADLOCK2014 : Hutchinson photos - Crédits tire brands. It is standard equipment on many military OE platforms and specialty vehicles that require low pressure operation but do not have need for runflat capability or mine protection. It also adapts to most 2 and 3 piece wheel configurations which www.escape-com.fr use CTIS. The Hutchinson Internal Beadlocks are available for a wide range of rims and tires from 12” to 36”. Hutchinson Beadlock mounted on a 3 piece lock ring wheel Conception & réalisation : & réalisation Conception Hutchinson Beadlock mounted on a 2 piece bolted together wheel HUTCHINSON INDUSTRIES INC - USA HUTCHINSON GmbH - Germany Phone: +1 609 394 1010 Phone: +49 (0) 621 39 71 399 - Fax: +49 (0) 621 39 71 406 [email protected] [email protected] HUTCHINSON SNC - France HUTCHINSON UK Phone: +33 (0)1 39 37 42 97 Phone: +44 (0)1952 677749 - Fax: +44 (0)1952 608498 [email protected] HUTCHINSON SRL - Italy Phone: + 39 02 93474192 - Fax: +39 02 93474178 The material stated in this brochure is for reference and capabilities purposes only. -
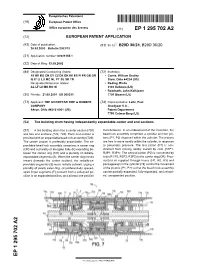
Tire Building Drum Having Independently Expandable Center and End Sections
Europäisches Patentamt *EP001295702A2* (19) European Patent Office Office européen des brevets (11) EP 1 295 702 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.7: B29D 30/24, B29D 30/20 26.03.2003 Bulletin 2003/13 (21) Application number: 02021255.1 (22) Date of filing: 19.09.2002 (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Currie, William Dudley IE IT LI LU MC NL PT SE SK TR Stow, Ohio 44224 (US) Designated Extension States: • Reding, Emile AL LT LV MK RO SI 9163 Kehmen (LU) • Roedseth, John Kolbjoern (30) Priority: 21.09.2001 US 960211 7790 Bissen (LU) (71) Applicant: THE GOODYEAR TIRE & RUBBER (74) Representative: Leitz, Paul COMPANY Goodyear S.A., Akron, Ohio 44316-0001 (US) Patent-Department 7750 Colmar-Berg (LU) (54) Tire building drum having independently expandable center and end sections (57) A tire building drum has a center section (720) therebetween. In an embodiment of the invention, the and two end sections (722, 724). Each end section is bead lock assembly comprises a cylinder and two pis- provided with an expandable bead lock assembly (726). tons (P1, P2) disposed within the cylinder. The pistons The center section is preferably expandable. The ex- are free to move axially within the cylinder, in response pandable bead lock assembly comprises a carrier ring to pneumatic pressure. The first piston (P1) is con- (CR) and a plurality of elongate links (K) extending be- strained from moving axially inward by rods (R1P1, tween the carrier ring (CR) and a plurality of radially- R2P1, R3P1). -

Wheeled Vehicle Drive Lines, Axles, and Suspension Systems
DOCUMENT RESUME . ED 212 802 CE 031 196 TITLE Wheeled.Vehicle Drive Lines, Axles, and Suspension Systems. Military Curriculum Materials for Vocational and Technical Education. INSTITUTION Army Ordnance Center and School, Aberdeen Proving Ground, Md.; Ohio State ,Univ., Columbus. National Center for Research in Vocational Education. 'BMWS AGENCY Office of Vocational and Adult Education (ED), Washington, D.C. PUB DATE [81] NOTE 300p.; For related documents see CE 031 194-197. EDRS PRICE MF01/PC12 Plus Postage. DESCRIPTORS *Auto Mechanics; Correspondence Study; Engines; Experiential Learning; Independent Study; Inservice Education; JatioTrainingi Learning Modules; *Military Training; *Motor Vehicles; Postsecondary Education'; *Repair; Secondary Education; *Technical Education; Vocational Education IDENTIFIERS Axles; Military Curriculum-Project; *Suspension Systems (Automotive) ABSTRACT This course is one of several sub6ourses thatmake up the entire Army correspOndencecourse on wheeled.vehicle maintenance. The subcrse is designed to provide the student with information about the o ation, malfunction diagnosis, maintenance, and repair of wheeled vehicle drive lines, axles, and suspensionsystems. It provides the basic theory, and also includes on-the-jobtask assignments. The subcourse is divided into six lessons coveringthe following topics: propeller shaft assemblies; introductionto axle assemblies; maintenance of axles; introduction to suspensionsystem components; maintenance of springs, shock absorbers, andframes; and maintenance of tires and wheels. Each lesson contains objectives, text, task assignments, and review exercises. Answers for the exercises are provided after the final lesson, along withan examination and application task test. This subcourse is designedfor student self-study, but could be used in smallgroup learning situations. (KC) *********************************************************************** *. Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -
University of Birmingham Multi-Chamber Tire Concept for Low
University of Birmingham Multi-chamber tire concept for low rolling- resistance Aldhufairi, Hamad; Essa, Khamis; Olatunbosun, Oluremi DOI: 10.4271/06-12-02-0009 License: None: All rights reserved Document Version Peer reviewed version Citation for published version (Harvard): Aldhufairi, H, Essa, K & Olatunbosun, O 2019, 'Multi-chamber tire concept for low rolling-resistance', SAE International Journal of Passenger Cars - Mechanical Systems, vol. 12, no. 2, 06-12-02-0009, pp. 111-126. https://doi.org/10.4271/06-12-02-0009 Link to publication on Research at Birmingham portal General rights Unless a licence is specified above, all rights (including copyright and moral rights) in this document are retained by the authors and/or the copyright holders. The express permission of the copyright holder must be obtained for any use of this material other than for purposes permitted by law. •Users may freely distribute the URL that is used to identify this publication. •Users may download and/or print one copy of the publication from the University of Birmingham research portal for the purpose of private study or non-commercial research. •User may use extracts from the document in line with the concept of ‘fair dealing’ under the Copyright, Designs and Patents Act 1988 (?) •Users may not further distribute the material nor use it for the purposes of commercial gain. Where a licence is displayed above, please note the terms and conditions of the licence govern your use of this document. When citing, please reference the published version. Take down policy While the University of Birmingham exercises care and attention in making items available there are rare occasions when an item has been uploaded in error or has been deemed to be commercially or otherwise sensitive. -

Eagle® Racing Tire Guide 09
To get connected to the Goodyear Race Tire Distributor nearest you, dial 1-877-881-RACE Or call your nearest Distributor direct. WEST SOUTHEAST CANADA Carroll Shelby Enterprises, Inc. Huggins Tire Sales, Inc. Competition Tire Canada 6775 Speedway Blvd. 3801 North Main St. 360 York Rd. Bldg. M107 High Point, NC 27265 RR # 4 Las Vegas, NV 89115-1720 Phone: 336-869-2211 or 2913 Niagara On The Lake Phone: 702-430-5160 Fax: 336-885-7623 Ontario, Canada LOS1JO Fax: 702-430-5167 Phone: 905-684-7418 www.carrollshelbyent.com SOUTHWEST Fax: 905-684-1774 Carter-Maxwell, Inc. EAST 4215 N. Wilburn Ave. SHORT TRACK SALES Competition Tire East, Inc. Bethany, OK 73008 Larry Robinson Enterprises 150 Franklin St. Phone: 405-789-8253 Larry Robinson P.O. Box 1056 Fax: 405-789-9201 2632 S.W. Bear Paw Trail Reading, PA 19603-1056 Palm City, FL 34990 Phone: 610-375-6191 SOUTH Phone: 561-333-0082 Fax: 610-375-0196 Competition Tire South, Inc. Fax: 561-798-0380 771-28 Fentress Blvd. Email: [email protected] MIDWEST P.O. Box 11586 Competition Tire West, Inc. Daytona Beach, FL 32120-1586 12666 US 12 Phone: 386-274-5332 P.O. Box 666 Fax: 386-274-5442 Brooklyn, MI 49230 Phone: 517-592-6681 Fax: 517-592-3696 For current suggested retail prices, visit www.racegoodyear.com ® ©2008 The Goodyear Tire & Rubber Company. All rights reserved. 034110-11/08 Eagle Racing Tire Guide 09 034110gybdnscr_09RaceDataBk.indd 1-2 11/10/08 2:25:25 PM General Information Eagle® Dragway Special® No Warranty Tire Care Eagle Dragway Special Due to the conditions under which they operate, Goodyear Goodyear Racing Tires should not be stored near high Eagle Drag Radial MAKES NO WARRANTY AND SPECIFICALLY DISCLAIMS temperature, in direct sunlight, around welding areas, in overhead Eagle Drag Motorcycle ANY WARRANTY (INCLUDING ANY WARRANTY AS TO garage areas or around high-voltage electric motors. -

Low Pressure Revolution
2005 ISSUE BONUS Vol. XVIV, No. 6 November-December 2004 Comitted to Ecological Backcountry Travel Since 1984 FOURWHEELING ACADEMY FOURWHEELING ACADEMY RANCHO Low Pressure RS99700 Revolution NEW REMOTE CONTROL PANEL AND FITTINGS FOR RANCHO RS9000X SERIES SHOCKS EDITOR'S NOTE:The Ol' Coyote is pretty slow on social things. For By Harry Lewellyn years I've been doing these articles with the If you have been on many of my tours, help of friends, but you’ll know that you regularly get the seldom have provided Rancho 9000X cab adjustment pitch when proper credit. “From the we hit the washboard. I typically let you Coyote” on page 2 know that via the remote control, I can sig- thanks the players. They nificantly smooth out the annoying ride by deserve recognition. adjusting my shocks to maximum soft from within the cab, while moving. The annoying “brrrit” (trill your tongue) all but goes away. What’s new is that Rancho has By Harry Lewellyn changed the control panel, pump and tub- ing, and gone to easier, more secure snap Staun Products' Internal fittings. BeadLock™ is creating a low I’ll start in the cab, run you through tire pressure revolution. Words the firewall and out to the pump, and final- alone don't do this product jus- ly, to the shocks. Figure 1 Staun’s Internal, pneumatic BeadLock™ tice. Even if you don't read the RS99700 KIT entire article, take a look at the was awarded “Best Product Under $250” in 2004 by The kit has everything including new pictures. They are very impres- Australia’s 4WD Monthly magazine. -

150/5220-10C AIRCRAFT RESCUE and FIRE FIGHTING VEHICLES Initiated By: AAS-100 Change
Advisory U.S. Department of Transportation Federal Aviation Circular Administration Subject: GUIDE SPECIFICATION FOR WATER/FOAM Date: 2/18/02 AC No: 150/5220-10C AIRCRAFT RESCUE AND FIRE FIGHTING VEHICLES Initiated by: AAS-100 Change: 1. PURPOSE. This advisory circular (AC) contains receiving Federal grant-in-aid assistance, the use of performance standards, specifications, and these standards is mandatory. At certificated airports, recommendations for the design, construction, and the use of equipment meeting these standards satisfies testing of a family of aircraft rescue and fire fighting the requirements of Title 14 Code of Federal (ARFF) vehicles. Regulations (CFR) Part 139, Certification and Operations, Land Airports Serving Certain Air Carriers, 2. CANCELLATION. AC 150/5220-10B, Guide Subpart D-Operations, Subparagraph 139.317, Specification for Water/Foam Aircraft Rescue and Fire “Aircraft Rescue and Fire Fighting: Equipment and Fighting Vehicles, dated October 20, 1997, is canceled. Agents.” Features or design details not listed as required or optional in this document are not 3. APPLICATION. The Federal Aviation considered necessary unless a justification acceptable to Administration (FAA) recommends the use of the the FAA is provided. guidance in this publication for the preparation of ARFF vehicle specifications. For airport projects DAVID L. BENNETT Director, Office of Airport Safety and Standards CANCELLED 1 CANCELLED 2/18/02 AC 150/5220-10C CONTENTS CHAPTER 1. INTRODUCTION ........................................................................................................................ -

Are You Ready for Your Off-Road Experience? Upgrades
Experience the versatility and advanced design of the Gelande 2 for yourself. Packed full of capability, the Gelande 2 is ready for any challenging condition. Put your off-road driving to the test and see why the G2 is unmatched in its class! G2 is built with quality materials and craftsmanship. It can maneuver extreme descents and climbs with ease. The new R3 single speed transmission provides power down to the transfer case and out to the all new Yota II axles. The core of the G2 is built for the true off-road enthusiast. From customized options to tried and true performance. From emergency and expedition vehicles, to daily drivers and down and dirty off-road rigs. It can pull off many looks and with the endless add-ons offered, you will be able to customize your G2 and have it fit any identity. The G2 comes with 4 link rear and 3 link front with panhard bar as standard. The servo is mounted on the chassis out of view for a more scale appearance. Are you ready for your off-road experience? Upgrades RC4WD 1/10 Warn 8274 Winch 1/10 Land Rover Defender ARB Diff Cover for Yota II Axle D90 Hard Plastic Body Kit upgrades · Options · Licensed · Custom · Replacements & More BODY wheels Tires chassis Z-B0008 - 1/10 Land Rover Defender D90 Hard Plastic Body Kit Z-W0128 - 6 Lug Wagon 1.9” Steel Stamped Beadlock Wheels (White) Z-T0026 - Long Haul 1.7” Commercial 1/14 Semi Truck Tires Z-A0048 - K44 Ultimate Scale Front Axle Z-B0062 - 1/10 Land Rover Defender D90 Limited Edition Pre-Painted Green Z-W0130 - 6 Lug Wagon 1.9” Steel Stamped Beadlock -

2020 Canadian Price List
2020 Canadian Price List Still proudly serving Canada's racers [email protected] (905)641-8633 www.fcracetires.com GENERAL INFORMATION No Warranty Due to the conditions under which they operate, Goodyear MAKES NO WARRANTY AND SPECIFICALLY DISCLAIMS ANY WARRANTY (INCLUDING ANY WARRANTY AS TO MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE), EITHER EXPRESSED OR IMPLIED, with respect to Goodyear racing tires, tubes, safety spares or air containers and shall not be liable for any damages whatsoever including, without limitation, consequential or special damages, arising out of their use. Goodyear racing tires are designed and compounded solely for racing purposes and are not tested or labeled to meet FMVSS/ECE Regulations. It is therefore not only dangerous, but also illegal to sell for use or use race tires on public streets or highways. Pressure Recommendations Consult your Goodyear Racing Tire Distributor for specific recommendations for your local track. Tire changing should be done by trained personnel using proper tools and procedures. NEVER attempt to install and inflate a tire of one diameter on a rim or wheel of another diameter. All Goodyear racing tires are designed to be used on wheels or rims that are manufactured to Tire and Rim Association (T&RA) specifications and tolerances. Use of Goodyear racing tires on damaged or improper rims can cause the assembly to explode with force sufficient to cause injury or death. When inflating, always lock wheel on mounting machine or place in safety cage and use extension gauge and hose with clip on air chuck. STAND BACK. NEVER EXCEED 35 PSI TO SEAT BEADS. -

TM 9-2610-200-14, 1 November 1990
Downloaded from http://www.everyspec.com TM 999-9---2610226611002610----200220000200----14114414 This manual supersedes TM 9-2610-200-14, 1 November 1990 TECHNICAL MANUAL OPERATOR'S, UNIT, DIRECT SUPPORT, AND GENERAL SUPPORT MAINTENANCE MANUAL FOR CARE, MAINTENANCE, REPAIR, AND INSPECTION OF PNEUMATIC TIRES AND INNER TUBES Approved for public release; distribution is unlimited HEADQUARTERS, DEPARTMENT OF THE ARMY 1 SEPTEMBER 2000 Downloaded from http://www.everyspec.com TM 9-2610-200-14 WARNING Refer to specific maintenance procedures listed in the vehicle maintenance manual. Failure to comply with vehicle maintenance manual instructions could result in injury or death. WARNING Wheel/rim components can separate at any time and with very explosive force. Always stay out of the trajectory of components. Failure to do so could cause serious injury or death. TRAJECTORY WARNING Operating a vehicle with an underinflated or defective tire may lead to premature tire failure and may cause equipment damage and serious injury or death. WARNING Prior to dislodging tire beads, lockrings, or side ring flanges, be absolutely certain no air pressure remains in the tire. Serious injury or death could result. WARNING Never inflate a wheel assembly with wheel locknuts removed in an attempt to separate the inner and outer rim halves. The assembly will separate under pressure resulting in serious injury or death. WARNING Never re-inflate a tire that has been run flat or seriously underinflated without removing and checking for tire, tube or rim damage. a Downloaded from http://www.everyspec.com TM 9-2610-200-14 WARNING • Never exceed 3 psi (21 kPa) inflation prior to placing tire and wheel assembly into inflation safety cage or mounting on a tire change machine that has a positive lockdown device. -

AEV Wheel Installation and Care Guide
ALLOY WHEELS (16” & 17”) Installation Guide PLEASE NOTE - Beadlock Specific Installation - Page 2 WHEEL INSTALLATION, CARE & MAINTENENCE Inspect your new wheels thoroughly, and report shipping damage or defects prior to mounting tires. Returns will not be accepted after tires have been mounted to your wheels. TIRE MOUNTING AND BALANCING 1. Have your tires mounted at a reputable tire service center. Be sure the shop uses modern equipment. Tire mounting machines should have plastic “duck heads” to prevent marring the finish of your wheels 2. AEV wheels are compatible with your factory Tire Pressure Monitoring (TPM) rubber valve stems. If you do not have TPM, use the short style 1-1/2 inch long valve stems 3. The shop must have modern balancing equipment that utilizes “pin plates” to secure the front of the wheel in the lug holes. NEVER use “cones” to hold the wheel in the center cap area. This will result in a improperly balanced wheel and will most likely damage the clear coat, paint, or chrome finish 4. Remove center caps by pushing them out from the back side of the wheel using the handle of a screwdriver or similar blunt tool. Never pry center caps from the outside as this will likely damage the finish of the wheel 5. Dynamic “twin plane” balancing method should be used to guarantee a true balance. Never static balance your wheels. Use coated MC type “yellow” clip on weights and/or tape weights for best corrosion resistance and appearance INSTALLATION 1. Install lug nuts using a 19mm thin wall deep well socket.