Warp Threads Stress Variation During Handloom Weaving
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
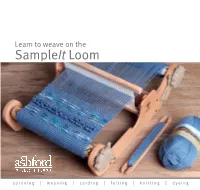
Learn to Weave on the Sampleit Loom
Learn to weave on the SampleIt Loom spinning | weaving | carding | felting | knitting | dyeing The Ashford SampleIt Loom assembly instructions Before Commencing - Please read the instructions Finishing the Wood - We recommend that the wood completely, identify the parts and note the assembly surfaces be waxed or sealed before assembly. This sequence. Use the sandpaper supplied to remove any protects the kiln-dried wood from climatic changes and sharp edges and corners. prevents it getting dirty or stained. The timber has a lovely variety of colour and grain. For a silky smooth matt finish, use the Ashford Wax Polish to enhance the natural colours and character of this timber. cardboard warp sticks threading clamps hook back roller handle left loom warp stick right loom side side back rail cog warping pawl peg reed front rail wood screws x 8 shuttles warp stick metal thread screws washers front roller round head warp stick ties screws 01 02 On the right loom side (with the brand) remove the protective wooden packer from the metal clicker pins, put the pawl in place, turn the loom side over and attach both pawls with a 20mm (¾in) round head screw. NOTE the "clicker pin" fits into the gap of the pawl. Rub a little candle wax on the thread to make assembly easier. DO NOT over tighten. The pawls should move freely. Leave 0.5mm (1/32in) gap under the head of the screws. 03 04 Secure the back rail to the right side with two wood screws. Secure the front rail to the right side with two wood screws. -

Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’S Cotton Frontier C.1890-1950
Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’s Cotton Frontier c.1890-1950 By Jack Southern A thesis submitted in partial fulfillment for the requirements for the degree of a PhD, at the University of Central Lancashire April 2016 1 i University of Central Lancashire STUDENT DECLARATION FORM I declare that whilst being registered as a candidate of the research degree, I have not been a registered candidate or enrolled student for another aware of the University or other academic or professional institution. I declare that no material contained in this thesis has been used for any other submission for an academic award and is solely my own work. Signature of Candidate ________________________________________________ Type of Award: Doctor of Philosophy School: Education and Social Sciences ii ABSTRACT This thesis explores the evolution of identity and community within north east Lancashire during a period when the area gained regional and national prominence through its involvement in the cotton industry. It examines how the overarching shared culture of the area could evolve under altering economic conditions, and how expressions of identity fluctuated through the cotton industry’s peak and decline. In effect, it explores how local populations could shape and be shaped by the cotton industry. By focusing on a compact area with diverse settlements, this thesis contributes to the wider understanding of what it was to live in an area dominated by a single industry. The complex legacy that the cotton industry’s decline has had is explored through a range of settlement types, from large town to small village. -

Victoria Mill, Watt Street, Sabden, Lancashire
ARCHAEOLOGICAL SCHEME OF WORKS REPORT: VICTORIA MILL, WATT STREET, SABDEN, LANCASHIRE Planning Reference: pre-planning NGR: SD 77582 37287 AAL Site Code: SAWS 18 OASIS Reference Number: allenarc1-321051 Report prepared for Skipton Properties Ltd By Allen Archaeology Limited Report Number AAL 2018115 July 2018 Contents Executive Summary .......................................................................................................................... 1 1.0 Introduction .......................................................................................................................... 2 2.0 Site Location and Description ............................................................................................... 2 3.0 Planning Background ............................................................................................................ 2 4.0 Historical Background ........................................................................................................... 2 Archaeology and History .............................................................................................................. 2 History of the Textile Industry ...................................................................................................... 3 5.0 Methodology ........................................................................................................................ 4 Building Survey ............................................................................................................................ -

Canalside Conservation Area - Conservation Area Appraisal
Canalside Conservation Area - Conservation Area Appraisal 1 Introduction 4 2 Planning Policy Framework 10 3 Summary of Special Interest 16 4 Location and Setting 18 4.1 Location and context 18 4.2 General character and plan form 18 4.3 Landscape setting 19 5 Historic development and archaeology 22 5.1 The origins and historic development of the area 22 5.2 Archaeology 28 6 Spatial Analysis 30 6.1 Character and interrelationship of spaces within the area 30 6.2 Key views and vistas 30 7 Character analysis 32 7.1 Definition of character areas 32 7.2 Activity and prevailing or former uses and their influence on the plan form and buildings 36 7.3 The qualities of the buildings and their contribution to the area 37 7.4 Local Details 40 7.5 Prevalent local and traditional building materials and the public realm 40 7.6 A summary audit of the heritage assets 41 7.7 The contribution made to the character of the area by the natural environment and its biodiversity value 52 7.8 Negative factors 53 7.9 Neutral areas 55 8 Community Involvement 58 9 The Setting of the Conservation Area 60 10 Summary and Conclusions 64 Appendices A Contact details 68 B Maps 70 B.1 Conservation Area Boundary 70 Canalside Conservation Area - Conservation Area Appraisal B.2 Burnley Town Centre in 1890 71 B.3 Burnley Town Centre in 1910 72 B.4 Burnley Town Centre in 1930 73 B.5 Scheduled Monument, Statutory and Locally Listed Buildings 73 B.6 Views and Vistas 73 B.7 The Setting of the Conservation Area 74 B.8 Conservation Character Areas 76 Canalside Conservation Area - Conservation Area Appraisal Introduction 3 Canalside Conservation Area - Conservation Area Appraisal 1 Introduction Conservation Areas and their Appraisal 1.1 All planning authorities are required to determine which parts of their area merit Conservation Area status. -

Lancashire Textile Mills Rapid Assessment Survey 2010
Lancashire Textile Mills Lancashire Rapid Assessment Survey Oxford Archaeology North March 2010 Lancashire County Council and English Heritage Issue No: 2009-10/1038 OA North Job No: L10020 Lancashire Textile Mills: Rapid Assessment Survey Final Report 1 CONTENTS SUMMARY................................................................................................................. 4 ACKNOWLEDGEMENTS............................................................................................. 5 1. INTRODUCTION..................................................................................................... 6 1.1 Project Background ..................................................................................... 6 1.2 Variation for Blackburn with Darwen........................................................... 8 1.3 Historical Background.................................................................................. 8 2. ORIGINAL RESEARCH AIMS AND OBJECTIVES...................................................10 2.1 Research Aims ........................................................................................... 10 2.2 Objectives .................................................................................................. 10 2.3 Blackburn with Darwen Buildings’ Digitisation .......................................... 11 3. METHODOLOGY..................................................................................................12 3.1 Project Scope............................................................................................ -

The Textile Mills of Lancashire the Legacy
ISBN 978-1 -907686-24-5 Edi ted By: Rachel Newman Design, Layout, and Formatting: Frtml Cover: Adam Parsons (Top) Tile wcnving shed of Queen Street Mill 0 11 tile day of Published by: its clo~urc, 22 September 2016 Oxford Ar.:haeology North, (© Anthony Pilli11g) Mill 3, Moor Lane Mills, MoorLnJ1e, (Bottom) Tile iconic, Grade Lancaster, /-listed, Queen Street Mill, LAllQD Jlnrlc S.lfke, lire last sun,ini11g example ~fan in fad steam Printed by: powered weaving mill with its Bell & Bain Ltd original loom s in the world 303, Burn field Road, (© Historic England) Thornlieba n k, Glasgow Back Cover: G46 7UQ Tlrt' Beer 1-ln/1 at Hoi till'S Mill, Cfitlwroe ~ Oxford Archaeolog)' Ltd The Textile Mills of Lancashire The Legacy Andy Phelps Richard Gregory Ian Miller Chris Wild Acknowledgements This booklet arises from the historical research and detailed surveys of individual mill complexes carried out by OA North during the Lancashire Textile Mills Survey in 2008-15, a strategic project commissioned and funded by English Heritage (now Historic England). The survey elicited the support of many people, especial thanks being expressed to members of the Project Steering Group, particularly Ian Heywood, for representing the Lancashire Conservation Officers, Ian Gibson (textile engineering historian), Anthony Pilling (textile engineering and architectural historian), Roger Holden (textile mill historian), and Ken Robinson (Historic England). Alison Plummer and Ken Moth are also acknowledged for invaluable contributions to Steering Group discussions. Particular thanks are offered to Darren Ratcliffe (Historic England), who fulfilled the role of Project Assurance Officer and provided considerable advice and guidance throughout the course of the project. -
PLANNING OFFICER To: JOHN MACHOLC – HEAD of PLANNING SERVICES Cc : Ref : AD/CMS Ext : 4513 Date : 18 JANUARY 2016
From : ADRIAN DOWD – PRINCIPAL PLANNING OFFICER To: JOHN MACHOLC – HEAD OF PLANNING SERVICES cc : Ref : AD/CMS Ext : 4513 Date : 18 JANUARY 2016 Re: APPLICATION 3/2015/0943 (PA) AND 0944 (LBC) HOLMES MILL, GREENACRE STREET, CLITHEROE The Holmes Mill complex comprises a range of buildings relating to the textile manufacturing process and is a Grade II listed building within Clitheroe Conservation Area. The mill complex is within the setting of a number of other listed buildings (including Grade I Clitheroe Castle – also scheduled and Grade II 56-60 Moor Lane) and the Grade II Clitheroe Castle Historic Park and Garden. Holmes Mill was listed on the 12 March 2013. The list description describes the Plan as: “the mill is sub-rectangular in plan with a yard along the east side of the complex and most buildings lying to the west of the yard. From south to north these buildings consist of the 1820s spinning block and size house, a 1910 boiler house with an earlier single-storey building and the mill chimney to its rear, a 1910 engine house, an 1830s beam engine house with the New Mill spinning block to its rear, and the partially rebuilt 1850s weaving shed. There is a single-storey gatehouse on the east side of the yard opposite the 1820s block”. The list description identifies the following Reasons for Designation: Architectural interest: Holmes Mill, with its three- and four-storey spinning blocks and warehouse, has architectural interest and makes a significant contribution to the local townscape; Date threshold: much of the Holmes Mill complex is largely unaltered and is recognisably of pre- 1840 date; Intactness: despite the loss of the weaving shed roof Holmes Mill remains a relatively intact textile mill complex complete with an in-situ 1910-built engine; Integrated site: the mill complex comprises a range of buildings relating to the textile manufacturing process. -
Institute of Management Services
Journal of the Institute of Management Services AchievingAchieevivingn eexcellencexccele lelencn e throughthhroouggh peoplepep opple andandd productivityprooduuctctiviviitty MManagement anagement Services Heading in the right direction Making lean count Winter 2011 Volume 55 Number 4 ISSN: 0 307 6768 CONTACTS Winter 2011 Volume 55 No 4 ISSN 0 307 6768 Management Services 27 Castle Street, Canterbury, Kent CT1 2PX Editorial Telephone +44 (0)1795 542429 The Institute of Management Services is the primary body in the UK Facsimile +44 (0)1795 535469 concerned with the promotion, practice and development of the range Email [email protected] Editorial deadline for the Spring 2012 issue is 3 February of methodologies and techniques for the improvement of productivity Publication date is 8 March and quality, known collectively as ‘Management Services’. This embraces the disciplines of industrial engineering, work study, organisation and Advertising methods, systems analysis, and a wide range of management information Rob Aspin and control techniques as illustrated in our Body of Knowledge. Telephone +44 (0)1795 542413 Fax +44 (0)1795 535469 The Institute acts as the qualifying body for the Management Services Email [email protected] profession in the UK, focusing developments in practice and knowledge Media Committee and acting as a forum for information exchange. This in turn enables our David Blanchfl ower, Julian Cutler, Mel Armstrong members who work under a variety of job titles across the whole of the UK economy, to make a more effective contribution to the well-being of Editor their own organisation and to the nation’s economy as a whole. Anne-Marie Jordan In addition to creating and upholding professional standards for the Designer Kate Hayward practice of management services through the adoption of a code of ethics and the provision of a system of qualifying examinations, the Institute Published by of Management Services collaborates with national and international The Deeson Group Ltd on behalf of professional bodies in similar fi elds. -

Conservation Management Plan Queen Street Mill, Burnley
46 Halifax Road Todmorden. OL14 5QG T: 01706 813214 J. David Storah Arch. Tech. Cert. E: [email protected] Richard A. Storah Dip. Arch. MA Cons (York) RIBA SCA AABC IHBC W: www.storah.com Conservation Management Plan Queen Street Mill, Burnley Our Ref: 12-044 February 2013 (Revised March 2014) RIBA Chartered Practice Architect Accredited in Royal Institute of British Architects Building Conservation Conservation Management Plan: Site Contents Introduction Commissioning and authorship About conservation planning. Aims, use and review Publication Section 1 − Understanding the heritage Section 2 − Statement of significance Section 3 – Risks and opportunities (Discussion draft - not included) Section 4 – Policies (Discussion draft - not included) Bibliography and Information Sources Appendix 1 Statutory Designations and Descriptions Scheduled Monument Listed Building Conservation Area Storah Architecture Contents: p. 1 of 1 February 2013 Our Ref: 12-044 (Revised March 2014) CMP Section 1: Conservation Statement: Queen Street Mill, Burnley 1 BACKGROUND TO THE CONSERVATION STATEMENT 1.1 Introduction Storah Architecture has been commissioned by Lancashire County Council to prepare a Conservation Management Plan for Queen Street Mill Textile Museum. The first stage in this plan will be a Conservation Statement presented as a discussion document to assess the significance of the building, its setting and its contents. Stakeholders who have an interest in the site will be then be able to comment on the document and help inform the management process. This statement has been prepared by CE Mace MA (Bldgs Archae.) and Richard Storah BA (Hons) Dip. Arch, MA Cons. RIBA SCA AABC IHBC 1.2 Queen Street Mill - A Summary Queen Street Mill Queen Street Mill is a steam‐powered weaving shed located in the mill village of Harle Syke above the town of Burnley, Lancashire. -

Harle Syke and Briercliffe Hayley Merrick
2 Harle Syke and Briercliffe Hayley Merrick START: Queen Street Mill, Queen Street (GPS waypoint SD 868 348) DISTANCE: 3 miles (5km) DIFFICULTY: HEIGHT GAIN: Explore the woodland and moorland countryside around Harle Syke and APPROX. TIME: 1 hour 30 minutes Briercliffe, with this three-mile route PARKING: Available at the beginning of the route along sections of the Burnley Way. ROUTE TERRAIN: Woodland paths, farmland, fields, tarmacked paths, wooden boardwalk This walk should take around an hour and a half to complete, but could take FACILITIES: None along the route longer if the weather has been poor. SUITABILITY: Not suitable for those with prams, trampers or wheelchair users, dogs permitted OS MAPS: Landranger 103 (Blackburn and Burnley), Explorer OL21 (South Pennines) The walker’s view HISTORY AND HERITAGE Hayley Merrick travels to Burnley for this walk Harle Syke is a small village within the parish of Briercliffe, three miles north of Burnley. The area This walk route was definitely one down to the River Don, then back up of the trickiest I’ve been involved quite a steep hill to reach another field is very popular with walkers, with the Burnley in since starting work with the magazine, at the top. There are some remnants of Way and the Bronte Way both passing through but the finished route stone steps leading up the hill here, but the parish, and the Pennine Way only a short “ is a fantastic one and they were a bit slippy so I stuck to the distance from the area. it’s well worth heading right hand side of them. -

Productivity and Social Organization: an Indian Automated Weaving Shed
On to optimizeRice: Productivity and A.K. Rice Productivity and Social Organization An Indian Automated Weaving Shed (1) The tendency to treat the technological and social organizations of an industrial unit as separate systems has sometimes led to difficulty when technological change has been introduced without adequate appreciation of its social repercussions. In their account of the Hawthorne Studies, Roethlisberger and Dickson (1939) described an industrial organization as a social system and drew attention to the interdependence of the technological and human organizations. In the human organization they included the formal and informal structures of groups. Trist and Bamforth (1951) showed that the introduction of the three-shift longwall cycle into British coal-mining resulted in the breakdown of an established social system and the mformation of maladaptive mechanisms as defenses against the social and psychological consequences of the technological organization. Rice and Trist (1952), investigating change in labor turnover, used a method of analysis which suggested that an understanding of the whole system--the socio-technical system, containing both technical and social dimensions--was necessary to explain both the kind and the direction of change in labor turnover when either technological or social change occurred. 1 (1) This paper, condensed from “Productivity and Social Organization in a Indian Weaving Shed: An Examination of the Socio- Technical Systems of an Experimental Automatic Loomshed.” Human Relations: 6:297-329, 1953, describes Rice’s first experiment in designing a form of work organization to optimize the technical and social dimensions. On to optimizeRice: Productivity and 2 This paper (2) describes a preliminary analysis of the socio-technical system of an experimental automatic loom shed, weaving cotton cloth, on the basis of which the methods of working were reorganized and an increase in productivity achieved. -

Learn to Weave on an Ashford Sampleit Loom
Learn to weave on the SampleIt Loom The Ashford SampleIt Loom assembly instructions Before Commencing - Please read the instructions Finishing the Wood - We recommend that the wood completely, identify the parts and note the assembly surfaces be waxed or sealed before assembly. This sequence. Use the sandpaper supplied to remove any protects the kiln-dried wood from climatic changes and sharp edges and corners. prevents it getting dirty or stained. The Silver Beech tree is a native of New Zealand and has a lovely variety of colour and grain. For a silky smooth matt finish, use the Ashford Wax Polish to enhance the natural colours and character of this timber. cardboard warp sticks clamps back roller handle left loom warp stick right loom warping side side peg back rail threading cog hook pawl reed front rail wood screws x 8 shuttles warp stick metal thread screws washers front roller round head warp stick ties clicker pins screws 01 02 Tap the two "clicker pins" for the pawls to the bottom of the Put the pawl in place, turn the loom side over and attach holes at each end on the right side. both pawls with a 20mm (¾in) round head screw. NOTE the "clicker pin" fits into the gap of the pawl. Rub a little candle wax on the thread to make assembly easier. DO NOT over tighten. The pawls should move freely. Leave 0.5mm (1/32in) gap under the head of the screws. 03 04 Secure the back rail to the right side with two wood screws. Secure the front rail to the right side with two wood screws.