EXPANSION LINK BASINGSTOKE and DISTRICT MODEL ENGINEERING SOCIETY
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Ffestiniog & Welsh Highland Railways Route
The Ffestiniog & Welsh Highland Railways Route A Route for Train Simulator 2020 Welcome to the Ffestiniog & Welsh Highland Railways route Read-Me document in which I will attempt to highlight the various “non-typical” assets that have been developed in order to make the route as close to the original, prototypical route that has been possible. Thanks To……………… Steve Fleming for allowing me to take his original route and further develop it. “AndyS” for use of his signal scripts so that I could develop the unique signals on the Ffestiniog and his advice and guidance on their use. Xavier Guerra for his time and effort in providing various sound files, information, photographs and testing the route. In addition, he’s provided most of the new challenging scenarios included in this package. Page 1 of 15 Table of Contents 1. Background History ......................................................................................................................... 3 2. Development Plans ......................................................................................................................... 3 3. Major Enhancements from the Original ......................................................................................... 3 4. Phase 1 - Known Limitations ........................................................................................................... 4 5. Assets Required for this Route ........................................................................................................ 4 6. Installation Over the Previous -

Steam150 Booking Form
STEAM 150 'A NARROW-GAUGE ODYSSEY' FRIDAY 3rd MAY - MONDAY 6th MAY 2013 DAILY HIGHLIGHTS FRIDAY: • Gravity train from Dduallt - past England loco and slate empties at Minffordd. Ffestiniog Railway • Footplate rides with Hugh Napier at Blaenau Ffestiniog. • Three round-trips from Porthmadog to Blaenau Ff., including an additional • Boston Lodge Works open to holders of 'Steam 150' tickets. 16:00 train to connect with the late afternoon Conwy Valley Line service. Welsh Highland Railway • Additional 11:40 train from Porthmadog, terminating at Blaenau Ffestiniog. • ‘Yellow’ service with three round-trips from Porthmadog and Caernarfon. • Additional mid-afternoon vintage shuttle to and from Tan-y-Bwlch. (NOT included in 'Steam 150' Event and Sunday Rover tickets) • Evening Porthmadog to Minffordd shuttles, to view re-enactments of the • England hauled slate empties to and from Pont Croesor. 1963 'Centenary of Steam' gravity train between Rhiw Goch and Minffordd. • Additional train to Pont Croesor to view England loco and slate empties. Welsh Highland Railway (included in 'Steam 150' Event and Sunday Rover tickets) • Standard ‘Blue’ service of two round-trips from Porthmadog and Caernarfon. • Additional 'Queens of the Hill' train - double-headed by Linda and Blanche - (NOT included in 'Steam 150' Event and Friday Rover tickets) from Porthmadog to Caernarfon, returning via FR train from Minffordd. Both locomotives will have been turned to run chimney first to Caernarfon. SATURDAY: 'Horses to England Engines' (A separate 'Queens of the Hill' ticket is required for travel on this train) Ffestiniog Railway • 'Queens of the Hill' train continues to Blaenau Ffestiniog - following change • Horse haulage demonstration and early morning dramatised re-enactment of of locomotives - before a return to Porthmadog, enabling a full round-trip the 1863 delivery of Princess - from 08:00 at Harbour Station. -

Interpretation Concept Design Nov20
INTERPRETATION AND BOSTON LODGE PROJECT Concept Design RIBA 2 Mid-term Review 2nd December 2020 INTRODUCTION CONTENTS This document outlines our initial ideas for the Styleguide p3 new visitor experience and interpretation along the Ffestiniog & Welsh Highland Railways and it’s Moving interpretation p11 Engineering Works at Boston Lodge. Main hubs p14 Whilst the design work presented is still at concept Mini hubs & extra interpretation sites p20 stage, we feel they provide a robust framework on which to develop the interpretive strategy and detail Boston Lodge p23 design during the Delivery Phase. Programme & costs p34 Designs have been informed by and should be reviewed in conjunction with the following documents: • Activity Plan • Interpretation Plan • Architectural Proposals INTERPRETATION AND BOSTON LODGE PROJECT • RIBA 2 CONCEPT DESIGN FOR NLHF MID-TERM REVIEW 2 STYLEGUIDE INTERPRETATION AND BOSTON LODGE PROJECT • RIBA 2 CONCEPT DESIGN FOR NLHF MID-TERM REVIEW 3 DESIGN APPROACH - INSPIRATION This page shows where we have taken inspiration from for the design approach for this project. A combination of colours, textures, materials and styles informed by the landscape, steam locomotives, the working industry and the existing signage and aesthetic of the railway. INTERPRETATION AND BOSTON LODGE PROJECT • RIBA 2 CONCEPT DESIGN FOR NLHF MID-TERM REVIEW 04 TYPOGRAPHY The fonts suggested here have been chosen to suit the bold, industrial style proposed in the colour palette Titles and moodboards. A font called ‘Almaq’ for the titles will establish this, with Helvetica Neue providing an accessible, easy to read sans serif font for the longer sections of body text. ALMAQ CAPS Almaq is a versitile font that can be adapted to produce Intro different styles. -
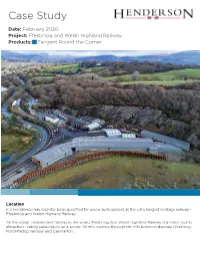
Welsh Highland Railway Products: Tangent Round the Corner
Case Study Date: February 2020 Project: Ffestiniog and Welsh Highland Railway Products: Tangent Round the Corner Location P C Henderson has recently been specified for a new build project at the UK’s longest heritage railway - Ffestiniog and Welsh Highland Railway. As the oldest independent railway in the world, Ffestiniog and Welsh Highland Railway is a major tourist attraction - taking passengers on a scenic 40 mile journey through the hills between Blaenau Ffestiniog, Porthmadog harbour and Caernarfon. Requirements P C Henderson’s Tangent Round the Corner sliding door hardware was specified for both Boston Lodge Works is the railway’s main entrances of the storage facility and then workshop and base for the daily train service. combined with vertical multi-hinge round the With over 55 carriages in service, the station corner doors to allow for easy access. required a storage facility which could house up to 30 carriages whilst also providing shelter for Why P C Henderson? train cleaning and preparation which could be done away from the public eye. The project brief “The project brief also included significant included the need for a robust entrance solution aesthetic importance to maintain a similar visual appearance to the original 19th century which could provide easy accessibility to the shed. workshop buildings on site. With its traditional Solution hardware components Tangent Round the Corner achieved this perfectly - whilst also Ian Hartill, Project Engineer at Ffestiniog Railway, providing protection against corrosion due to the commented “The original brief detailed the use systems galvanised steel track”, continued Ian. of traditional outward opening hinge doors which we have used in previous projects. -

Dundas Models Catalogue
UPDATED 2 nd EDITION DUNDAS MODELS 009 & 00n3 4mm SCALE NARROW GAUGE CATALOGUE 2018 £1 Welcome to DUNDAS MODELS 009 and 00n3 4mm Scale Narrow Gauge We produce a wide range of narrow gauge rolling stock kits under the Dundas Models name. Festiniog, Festiniog & Blaneau, Freelance, Glyn Valley , Robert Hudson, Lynton & Barnstaple, Snailbeach District Railways, Tralee & Dingle, Vale of Rheidol, Welsh Highland Railway & W.W.1 War Department are all covered here. We also produce loco kits to complement our rolling stock kits. Our highly detailed rolling stock kits are injection moulded in high impact polystyrene and come complete with metal wheels and additional detailing parts where appropriate. Couplings are not included but can be supplied by ourselves (see Page 19). A small range of etched brass rolling stock kits are also produced. Loco kits are manufactured in white metal with etched brass parts where required. As the leading UK 4mm Scale Narrow Gauge Specialists our aim is to provide the narrow gauge modeller with the widest selection of products available. We therefore stock the products of other manufacturers including kits, track and accessories, ready to run, locomotive chassis and narrow gauge books. See our illustrated Website for more details. INDEX Page 1 009 Locomotive Kits Pages 2/4 Festiniog Railway Page 5 Festiniog & Blaenau Railway Page 6 Freelance Kits Pages 7/8 Glyn Valley Tramway Pages 9/10 Robert Hudson Ltd. Page 11 Lynton and Barnstaple Railway Page 12 Tralee & Dingle Light Railway Page 12 Irish Narrow Gauge Page 7 Snailbeach District Railways Page 13 Vale of Rheidol Light Railway Page 14 Welsh Highland Railway Page 15/16 W.W.1 War Department Rolling Stock Page 17 Brass Kits Page 18 Accessories from our DM10A Vale of Rheidol Coach Page 19 Bemo Couplings, Accessories & Wheels DM13, DP01 & DP08 photographs copyright to Dundas Models Balance of Model Photographs copyright to Peco Publications Design by Dundas Models and Rachael Hastie Design 009 LOCOMOTIVE KITS DL01 Welshpool & Llanfair Light Railway Hunslet 2-6-2 Tank Loco No. -

CT Crane Tank
CT Crane Tank - a T type loco fitted with load lifting apparatus F Fireless steam locomotive IST Inverted Saddle Tank PT Pannier Tank - side tanks not fastened to the frame ST Saddle Tank STT Saddle Tank with Tender T side Tank or similar - a tank positioned externally and fastened to the frame VB Vertical Boilered locomotive WT Well Tank - a tank located between the frames under the boiler BE Battery powered Electric locomotive BH Battery powered electric locomotive - Hydraulic transmission CA Compressed Air powered locomotive CE Conduit powered Electric locomotive D Diesel locomotive - unknown transmission DC Diesel locomotive - Compressed air transmission DE Diesel locomotive - Electrical transmission DH Diesel locomotive - Hydraulic transmission DM Diesel locomotive - Mechanical transmission F (as a suffix, for example BEF, DMF) – Flameproof (see following paragraph) FE Flywheel Electric locomotive GTE Gas Turbine Electric locomotive P Petrol or Paraffin locomotive - unknown transmission PE Petrol or Paraffin locomotive - Electrical transmission PH Petrol or Paraffin locomotive - Hydraulic transmission PM Petrol or Paraffin locomotive - Mechanical transmission R Railcar - a vehicle primarily designed to carry passengers RE third Rail powered Electric locomotive WE overhead Wire powered Electric locomotive FLAMEPROOF locomotives, usually battery but sometimes diesel powered, are denoted by the addition of the letter F to the wheel arrangement in column three. CYLINDER POSITION is shown in column four for steam locomotives. In each case, a prefix numeral (3, 4, etc) denotes more than the usual two cylinders. IC Inside cylinders OC Outside cylinders VC Vertical cylinders G Geared transmission - suffixed to IC, OC or VC RACK DRIVE. Certain locomotives are fitted with rack-drive equipment to enable them to climb steep inclines; and were mainly developed for underground use in coal mines. -

CHARTS Heritage Railways Good Practice Site Visit to the Ffestiniog & Welsh Highland Railway
CHARTS Heritage Railways Good Practice Site Visit To The Ffestiniog & Welsh Highland Railway Introduction Railway Heritage was identified as one of the additional four good practices that the CHARTS project was required to consider. The Welsh Government was identified as the donor of this good practice and Partner 1 South Pelion and Partner 7 Vidzeme Tourism Association were identified as potential recipients on account of them both having heritage railways, and Partner 8 the National Institute for Research & Development in Tourism expressed interest in being an observer. It was decided to add on a site visit to the Ffestiniog and Welsh Highland Railways to the first thematic workshop on Climate Change held in Conwy on the 24th of September, 2012. A day long visit on the 25th of September was organised by Cadw with ECTN assistance. Background Narrow Gauge Heritage Railways are an important of the Welsh tourism product. There are a total of 10 narrow gauge railways which collectively carry in excess of 600,000 passengers in 2011. They are mainly run by charitable organisations and are heavily dependent on volunteer labour. Most were built to transport minerals principally slate from the mines to the coastal ports. The most recent one to be rebuilt is the Welsh Highland Railway at the cost of £28m with the aid of volunteers reopening a 25 mile route between Caernarfon and Porthmadog. The number of passengers carried by individual railways which reported figures for 2011 to the Welsh Government’s annual visitor attractions survey are listed below: Bala Lake Railway 20,420 Brecon Mountain Railway 72,439 Llanberis Lake Railway 73,539 Snowdon Mountain Railway 143,224 Talyllyn Railway 46,934 Vale of Rheidol Railway 41,319 The railways which did not submit figures were; Welshpool & Llanfair Railway, Ffestiniog Railway, Welsh Highland Railway and the Welsh Highland Heritage Railway. -

Happy Anniversary
July 2015 InsideNews and information for staff, volunteers and supportersMotion of the Ffestiniog & Welsh Highland Railways Happy Anniversary On August 3rd 1955, Prince hauled carriage 23 and Van 12 just a mile across the Cob embankment from Porthmadog Harbour Station - the first steam hauled passenger service on the reopened Ffestiniog Railway. Two days later, the loco entered regular passenger operation and was the mainstay of the service until Double Fairlie Taliesin - subsequently renamed Livingston Thompson and now in the NRM at York - returned to traffic in September the following year. This year, the 60th anniversary of the event was marked when the 152 year old loco re-enacted its historic run with the help of Single Fairlie Taliesin on a ten carriage train. The pair were in charge of the 1010 and 1335 services on Monday and Tuesday, with Linda deputising for Taliesin on the 5th. The event appeared on the ITV Wales Six O Clock news that evening, with driver Roger Van Praet and fireman Matthew Ellis (right) in a starring role. In the main picture, Allan Garraway is seen driving Prince. This monthly newsletter is distributed to those who request it by email and is also accessible from the main website at www.festrail.co.uk along with previous issues. Diary and event information is available on the online site. Feel free to print this document in order that people without web access can read it. Contributions, details of group meetings etc to [email protected] Minffordd Workshop progress Work continues apace on the new Minffordd workshop with the concrete floor now complete New Infrastructure Manager joins We're delighted to welcome Alex Spring, who joins us at the beginning of November as Infrastructure Manager. -

Welsh Highland and Ffestiniog Railway Stations
Welsh Highland Railway Ltd. and Festiniog Railway Co. 02 February 2011 station openings and closures LOCATION COMPANY OPENED CLOSED Caernarfon WHLR 14 October 1997 Bontnewydd WHLR 14 October 1997 Dinas Junction NWNG 15 August 1877 1 November 1916 Dinas Junction WH 31 July 1922 28 September 1936 Dinas WHLR 14 October 1997 Tryfan Junction NWNG 15 August 1877 1 November 1916 Tryfan Junction WH 31 July 1922 28 September 1936 Tryfan Junction WHRC 27 March 2011 Waenfawr NWNG 15 August 1877 1 November 1916 Waenfawr WH 31 July 1922 28 September 1936 Waunfawr WHLR 7 August 2000 Bettws Garmon NWNG 15 August 1877 1 November 1916 Bettws Garmon WH 31 July 1922 28 September 1936 Salem Halt WH 31 July 1922 28 September 1936 Plas-y-Nant WH 31 July 1922 28 September 1936 Plas-y-Nant WHLR 18 August 2003 Snowdon NWNG 1 June 1878 July 1881 Snowdon Ranger NWNG July 1881 January 1893 Quellyn Lake NWNG January 1893 1 November 1916 Quellyn Lake WH 31 July 1922 28 September 1936 Snowdon Ranger WHLR 18 August 2003 Rhyd-Ddu NWNG 4 May 1881 January 1893 Snowdon NWNG January 1893 1 November 1916 South Snowdon WH 31 July 1922 28 September 1936 Rhyd-Ddu WHLR 18 August 2003 Pitt's Head Halt WH 1 June 1923 28 September 1936 Hafod Ruffydd Halt WH 1 June 1923 28 September 1936 Meillonen Forest Halt WHRC 8 April 2009 Beddgelert WH 1 June 1923 28 September 1936 Beddgelert WHRC 8 April 2009 Nantmor Halt WH 1 June 1923 9 July 1934 Aberglaslyn Halt WH 9 July 1934 28 September 1936 Nantmor Halt WHRC 22 May 2010 Hafod-y-Llyn Halt WH 1 June 1923 28 September 1936 Hafod-y-Llyn Halt -
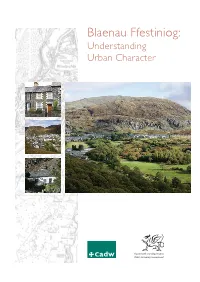
Blaenau Ffestiniog: Understanding Urban Character
Blaenau Ffestiniog: Understanding Urban Character Blaenau Ffestiniog: Understanding Urban Character 1 Acknowledgements As part of this study, historical research and mapping was carried out by Govannon Consultancy (Dr David Gwyn) under contract to Cadw. Dr Gwyn has acknowledged the assistance of the following individuals in the preparation of his study: John Alexander, Martin Duncan, Falcon Hildred, Peredur Hughes, Bill Jones, Gwynfor Pierce Jones, Mary Jones, Michael J.T. Lewis, Steffan ab Owain and Mike Schumann. The Royal Commission on the Ancient and Historical Monuments of Wales (RCAHMW) provided most of the photography for this study. Sites for which further information is available on Coflein are listed in the appendix to this report. Finally, Cadw wishes to thank Falcon Hildred for the drawings on pages 16 and 24. 2 Contents Introduction 5 Aims of the Study 5 Historical Development 6 Blaenau Ffestiniog before the Slate Quarries 6 From Sheep to Slate: The Development of the Quarries 7 A Working Landscape 8 The Town Takes Shape: Infrastructure 10 Building a Town 14 Historical Topography 21 The Character of Building 23 Building Style and Detail 23 Materials: City of Slates? 32 Character Areas 37 1. Benar Road and The Square 37 2. Church Street 39 3. High Street and Summerhill 40 4. Diffwys Square and Lord Street 42 5. Maenofferen 43 6. Bethania and Mount Pleasant 44 7. Manod, Congl y Wal and Cae Clyd 46 8. Rhiwbryfdir 48 9. Tan y Grisiau, Glan y Pwll and Oakeley Square 49 Statement of Significance 51 Selected Sources 52 Appendix I 55 Endnotes 57 List of Maps pages 58–71 6. -
Boston Lodge Redevelopment & Interpretation Project to Receive
RHEILFFYRDD FFESTINIOG AC ERYRI FFESTINIOG & WELSH HIGHLAND RAILWAYS Gorsaf yr Harbwr • Harbour Station, Porthmadog, Gwynedd, LL49 9NF Ffôn • Phone: 01766 516062 Gwefan • Website: www.festrail.co.uk Ffax • Fax: 01766 516007 e-bost • e-mail: [email protected] Porthmadog, December 20th 2019 Boston Lodge Redevelopment & Interpretation Project to receive National Lottery Heritage Fund Support The Ffestiniog & Welsh Highland Railways is delighted to report that a £4.2 million project to redevelop the Railway’s historic workshops at Boston Lodge in Meirionnydd is to be supported by the National Lottery Heritage fund (NLHF). The Project has two primary aims. The first is to improve interpretation of the historical significance of the Ffestiniog & Welsh Highland Railways and the second is to secure the future of the historic railway works site at Boston Lodge by conserving the remaining 19th century buildings to ensure that they can continue to function effectively into the 21st century. More than 250,000 people a year visit the Railway. However, as the generations move on there is a concern that the major national (and international) historical significance of the Railway, and of the slate industry that it was built to serve, will become less apparent to those visitors. The Project will address this through a comprehensive and ambitious interpretation plan. Visitors wishing to explore the history of the Railway in depth will be given the opportunity to go beyond a normal tourist railway journey by visiting the Works at Boston Lodge to look behind the scenes. Guided tours will be central to this plan and volunteers will be sought who can deliver site interpretation to a highly professional standard. -
28) Portmadoc
28) Portmadoc The town of Portmadoc is of particular interest to the industrial archaeologist. From virtually nothing at the beginning of the nineteenth century, it was developed into a town and harbour of considerable importance by the end of that century, only then to decline again to an unexceptional, somewhat parochially minded market town fifty years later. At the turn of the nineteenth century, this area would have appeared vastly different. Not only was the town of Portmadoc non-existent, but also the site was a mere projection of rock and marsh on the edge of a large estuary extending as far inland as the Aberglaslyn Pass. It was at this time that William Alexander Maddocks, a local landowner, decided as a result of experiments in the Tremadoc area to construct a huge embankment across the estuary. By doing this Maddocks hoped to drain and cultivate this vast area, thereby adding about 2,000 acres to his estate. The construction of the embankment was also to lead to greatly improved communications between Merioneth and south west Caernarfonshire, as previously a very lengthy detour around the estuary had been necessary. Maddocks’ main interest in this aspect of the scheme was as part of a road link to his projected port at Porthdinllaen on the north coast of the Lleyn peninsula. Work on the embankment was started in 1808 and completed in 1811 after overcoming many difficulties. It can still be seen crossing what remains of the estuary, now carrying the line of the Festiniog Railway. The lower part occupied by the present road was added in 1836 as a result of the construction of the railway.