Of Modern Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OPTIMIZATION of BURNISHING PROCESS PARAMETERS on DIFFERENTLY HARDENED 20Mncr5 STEEL
OPTIMIZATION OF BURNISHING PROCESS PARAMETERS ON DIFFERENTLY HARDENED 20MnCr5 STEEL 1HIMANSHU KHANNA, 2HARISH PUNGOTRA, 3SANDEEP GANDOTRA 1M.TECH. STUDENT, BEANT COLLEGE OF ENGINEERING AND TECHNOLOGY GURDASPUR, PUNJAB 2ASSOCIATE PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA 3ASSISTANT PROFESSOR, DEPARTMENT OF MECHANICAL ENGINEERING, BEANT COLLEGE OF ENGINEERING & TECHNOLOGY, GURDASPUR - 143521, PUNJAB, INDIA E-mail: [email protected], [email protected], [email protected] Abstract: Surface finish designates the geometry and microstructural superiority of the machined surface. Different operations such as grinding, lapping, honing, buffing, barrel rolling, polishing, super finishing, and burnishing are required to be performed to achieve the high surface finish. Amongst all, burnishing is a process where the hard roller or a ball tool is engaged to the workpiece to get the better surface finish. In the present study, using Taguchi approach preliminary plan is made for the experimentation then according to it a roller burnishing of the 20MnCr5 workpiece at different input conditions is performed. From the analysis, it is concluded that the hardness of the material is the main contributing factor for burnishing process. Keywords - Burnishing, Depth of penetration, Feed, Speed, Hardness, Surface roughness. I. INTRODUCTION Morimoto & Tamamura (1991) compared different types of ball burnishing tools and concluded that the For reliable performance and prolonged life of cemented carbide and silicon nitride ceramic ball-tool contemporary machinery, its components require not tool showed best results regarding surface roughness. only high geometrical and dimensional geometrical Hassan et al. (1996) compared machined and accuracy but also with low surface roughness. The burnished specimens of commercially pure surface roughness has a vital role in functional aluminium and brass material. -

Headlok® and Spiderdrive® Are Registered Trademarks of OMG, Inc
® HeadLok PRODUCT DATA SPECIFICATIONS PRODUCT DESCRIPTION COATING The OMG HeadLok is a specialized, flat head OMG CR-10 corrosion resistant coating fastener engineered for a wide range of passes the corrosion requirements of FM panel applications including Structural Insu- Approval Standard 4470 and ETAG 006. lated Panels, Prefabricated Wall Panels, and APPLICATION USE Nailboard, and can also be used in wood, WITH structural concrete*, purlins*, corrugated Install the OMG HeadLok using a high torque, and structural steel substrates. low RPM screw gun. Bring underside of P the washer head flat to the surface. Do not FEATURES & BENEFITS overdrive. For steel substrates, proper point S • Three point and thread styles available style must be determined depending on the for fast installation. steel gauge thickness. W • Spade Point for use in in steel *For structural concrete, use the OMG SC HeadLok with spade points only. The fastener (18 - 22 ga.), structural concrete and DECK wood; must penetrate structural concrete decks a TYPES • Gimlet Point for use in dimensional minimum of 1-inch. Pre-drill using a 3/16-in. lumber; pilot hole at least 1/2-in. (13 mm) deeper than fastener embedment. • Drill Point for use in steel purlins PHYSICAL DATA** up to 3/16-in. thick. The 1/2-in. *For purlin attachment, use OMG HeadLok The data below is constant for each OMG HeadLok. with drill point only. drill point allows the fastener to be HEAD POINT STYLES SHANK drilled through the purlin before the *Prior to job-start, contact OMG to perform a .625" (15.87 mm) • Gimlet .190" (4.82 mm) threads engage. -
Power Edge Burnisher
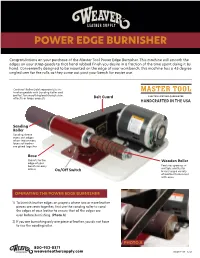
POWER EDGE BURNISHER Congratulations on your purchase of the Master Tool Power Edge Burnisher. This machine will smooth the edges on your strap goods to that hand rubbed finish you desire in a fraction of the time spent doing it by hand. Conveniently designed to be mounted on the edge of your workbench, this machine has a 45 degree angled arm for the rolls so they come out past your bench for easier use. Cordura® Roller (sold separately) is in- terchangeable with Sanding Roller and perfect for smoothing back/rough side LIMITED LIFETIME GUARANTEE of belts or larger projects Belt Guard HANDCRAFTED IN THE USA Sanding Roller Sanding sleeve evens out edges when two or more layers of leather are glued together Base Mounts to the Wooden Roller edge of your bench for easy Features grooves in access multiple widths for On/Off Switch burnishing a variety of leather thicknesses with ease OPERATING THE POWER EDGE BURNISHER 1) To burnish leather edges on projects where two or more leather pieces are sewn together, first use the sanding roller to sand the edges of your leather to ensure that all the edges are even before burnishing. (Photo A) 2) If you are burnishing only one piece of leather, you do not have to use the sanding roller. PHOTO A 800-932-8371 weaverleathersupply.com INSERT-137 6/21 OPERATING THE MACHINE 3) Next, apply Gum Tragacanth (item #50-2074) or Tokonole (50210-500-212) on the edges of your leather by using a wool dauber or a bottle with a small tip. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION
Parts and Instruction Manual - Mirage 27” Propane Burnisher IMPORTANT MACHINE INFORMATION DATE OF PURCHASE: _________________________________________________________ PURCHASED FROM: __________________________________________________________ ADDRESS: __________________________________________________________________ CITY: ____________________________STATE:_____________________ZIP:____________ PHONE: __________________________ CONTACT: ________________________________ MACHINE MODEL #:___________________ SERIAL #:_______________________________ ENGINE MODEL #:_______________________ SERIAL #:_____________________________ OWNERS INFORMATION NAME: ___________________________BUSINESS NAME: __________________________ PHONE #:________________________EMAIL ADDRESS: ____________________________ Parts and Instruction Manual - Mirage 27” Propane Burnisher Page I INTRODUCTION Operators Manual Mirage 27” Propane Burnisher This book has important information for the use and safe operation of propane powered floor burnishers. Failure to read this book prior to operating or attempting any service or maintenance procedure to your Minuteman machine could result in injury to you or to other personnel. Damage to the machine or to other property could occur as well. You must have training in the operation of this machine before using it. If your operator(s) cannot read English please have this manual explained fully before attempting to operate this machine. Este libro contiene información importante para el uso correcto y seguro de gas propano máquinas abrillantadoras. -

Repivoting Arbors - Slip Fit & Loctite Method Also “The Polishing and Burnishing of Arbors”
Repivoting Arbors - Slip fit & Loctite Method Also “The Polishing and Burnishing of Arbors” Another of the more advanced clockmaking tasks is the repivoting of arbors to replace worn or broken pivots. As with many aspects of clockmaking, there are a couple of approaches to this task. Ultimately, the replacement pivot needs to be concentric and properly burnished and this article discusses the “slip fit & Loctite method” which is the approach I used to successfully pass that part of my AWCI Certified Clockmaker exam. SECTION I: Repivoting Arbors Step 1: Determine Original Dimensions: Measure pivot diameter, pivot length, arbor shoulder to shoulder. Goal is to replicate the original dimensions for the certification test. This is not as critical in real practice as one can re-bush the pivot hole. a. Use the Vernier calipers to measure the shoulder to shoulder dimension. b. Use the micrometer for pivot diameter c. Use 1/100th or 1/64th ruler for pivot length Step 2: Check Lathe for Truth: Place male centers in headstock and tailstock to check for alignment. If they are not perfectly aligned, Loosen headstock & tailstock, realign until the male centers are pointed directly at each other and then snug up the headstock & tailstock. Recheck the male centers and if aligned, remove the male centers. If not aligned, which can happen after snugging them up, repeat the aforementioned re-alignment process. Step 3: Check Wheel for Truth: Fit up wheel in lathe & check wheel, arbor and remaining pivot for truth. Oppose arbor and pivot against a male center in the tailstock and adjust them as necessary. -
Powers-Tapper.Pdf
NEW CONCRETE SCREW TECHNOLOGY Tapper ®+ INSTALLATION PROCEDURES Using the proper diameter bit, drill a hole into the base material to a depth of at least 1/2” deeper than the embedment The required. A TAPPER+ drill bit Tapper+ is a must be used. Blow the hole clean of dust and other material. one-piece self-tapping concrete screw for use in a Select the TAPPER+ installation tool and drive socket to be used. variety of light to medium duty Insert the head of the TAPPER+ into the hex head socket or applications in base materials including Phillips head driver. Set the drill concrete, masonry and wood. It features motor to the “rotation only” a corrosion resistant Perma-Seal ® coating mode to install. and an optimized thread design for lower Place the point of the TAPPER+ through the fixture into the pre- installation torque. The screw also incorporates drilled hole and drive the anchor a gimlet drill point for wood base materials in one steady continuous motion until it is fully seated at the (no pre-drilling required). Tapper+ is available proper embedment. The driver in a variety of head styles and colors to match will automatically disengage from the head of the TAPPER+. the application. Note: Do not select a length that will result in an embedment into the base material which is greater than 2". Most concrete screw anchors cannot be Top Performance of properly driven to a depth of more than 2", especially the Tapper ®+ Sets a in denser base materials. New Standard for Concrete Screws Powers TAPPER ®+ ITW TAPCON ® VS. -

Berengario's Drill: Origin and Inspiration
Neurosurg Focus 36 (4):E7, 2014 ©AANS, 2014 Berengario’s drill: origin and inspiration MICHAEL A. CHORNEY, B.S., CHIRAG D. GANDHI, M.D., AND CHARLES J. PRESTIGIACOMO, M.D. Department of Neurological Surgery, Rutgers–New Jersey Medical School, Newark, New Jersey Craniotomies are among the oldest neurosurgical procedures, as evidenced by early human skulls discovered with holes in the calvaria. Though devices change, the principles to safely transgress the skull are identical. Modern neurosurgeons regularly use electric power drills in the operating theater; however, nonelectric trephining instru- ments remain trusted by professionals in certain emergent settings in the rare instance that an electric drill is unavail- able. Until the late Middle Ages, innovation in craniotomy instrumentation remained stunted without much docu- mented redesign. Jacopo Berengario da Carpi’s (c. 1457–1530 CE) text Tractatus de Fractura Calvae sive Cranei depicts a drill previously unseen in a medical volume. Written in 1518 CE, the book was motivated by defeat over the course of Lorenzo II de’Medici’s medical care. Berengario’s interchangeable bit with a compound brace (“vertibu- lum”), known today as the Hudson brace, symbolizes a pivotal device in neurosurgery and medical tool design. This drill permitted surgeons to stock multiple bits, perform the craniotomy faster, and decrease equipment costs during a period of increased incidence of cranial fractures, and thus the need for craniotomies, which was attributable to the introduction of gunpowder. The inspiration stemmed from a school of thought growing within a population of physi- cians trained as mathematicians, engineers, and astrologers prior to entering the medical profession. -

Sharpen a Scraper... and Put It to Work Turn a Hook and Watch the Shavings fl Y by Andy Rae
Sharpen a Scraper... and Put It To Work Turn a hook and watch the shavings fl y By Andy Rae When smoothing wood, I reach for a rectangle of steel called a card scraper. Despite its humble appearance, a card scraper is remarkably versatile remove hardened glue, smooth at re�ining surfaces. It will exposed joints, and smooth and level dif�icult woods and it more maneuverable than a planea �inish. for Its reaching small size into makes tight spots, so you can preserve your supply of sandpaper. A scraper does it better, faster and without annoying dust. Scrapers come in all sorts beof shapesused in and specially sizes, includingdesigned planescurved and and scraper pro�iled. holders. Some can But my daily scraper is the card scraper, either thin (0.020- 0.025") or thick (0.30-.0.040") depending on the job at hand. Thinner scrapers excel at delicate work, where light cuts and 24 woodcraftmagazine.com Oct/Nov 2015 Sharpen a Scraper... and Put It To Work Scraper job descripti on scrapers are best for heavier work:�inesse smoothing are required. tabletops, Thicker removing milling marks, and the like. For most applications, the scraping work is done by a small hook along the working edge. With a little practice, you can use this tool to produce tiny shavings, even on hard and when worked with a plane. �igured woods that show tearout Smoothing fi gured wood is Leveling between coats enables to work properly, and I’ll show the perfect scraper assignment you to remove drips and other youScrapers how this require can be sharpening done with a because planing the workpiece surface irregulariti es in order to few basic tools. -

Tools and Their Uses NAVEDTRA 14256
NONRESIDENT TRAINING COURSE June 1992 Tools and Their Uses NAVEDTRA 14256 DISTRIBUTION STATEMENT A : Approved for public release; distribution is unlimited. Although the words “he,” “him,” and “his” are used sparingly in this course to enhance communication, they are not intended to be gender driven or to affront or discriminate against anyone. DISTRIBUTION STATEMENT A : Approved for public release; distribution is unlimited. NAVAL EDUCATION AND TRAINING PROGRAM MANAGEMENT SUPPORT ACTIVITY PENSACOLA, FLORIDA 32559-5000 ERRATA NO. 1 May 1993 Specific Instructions and Errata for Nonresident Training Course TOOLS AND THEIR USES 1. TO OBTAIN CREDIT FOR DELETED QUESTIONS, SHOW THIS ERRATA TO YOUR LOCAL-COURSE ADMINISTRATOR (ESO/SCORER). THE LOCAL COURSE ADMINISTRATOR (ESO/SCORER) IS DIRECTED TO CORRECT THE ANSWER KEY FOR THIS COURSE BY INDICATING THE QUESTIONS DELETED. 2. No attempt has been made to issue corrections for errors in typing, punctuation, etc., which will not affect your ability to answer the question. 3. Assignment Booklet Delete the following questions and write "Deleted" across all four of the boxes for that question: Question Question 2-7 5-43 2-54 5-46 PREFACE By enrolling in this self-study course, you have demonstrated a desire to improve yourself and the Navy. Remember, however, this self-study course is only one part of the total Navy training program. Practical experience, schools, selected reading, and your desire to succeed are also necessary to successfully round out a fully meaningful training program. THE COURSE: This self-study course is organized into subject matter areas, each containing learning objectives to help you determine what you should learn along with text and illustrations to help you understand the information. -

Woodworking in Estonia
WOODWORKING IN ESTONIA HISTORICAL SURVEY By Ants Viires Translated from Estonian by Mart Aru Published by Lost Art Press LLC in 2016 26 Greenbriar Ave., Fort Mitchell, KY 41017, USA Web: http://lostartpress.com Title: Woodworking in Estonia: Historical Survey Author: Ants Viires (1918-2015) Translator: Mart Aru Publisher: Christopher Schwarz Editor: Peter Follansbee Copy Editor: Megan Fitzpatrick Designer: Meghan Bates Index: Suzanne Ellison Distribution: John Hoffman Text and images are copyright © 2016 by Ants Viires (and his estate) ISBN: 978-0-9906230-9-0 First printing of this translated edition. ALL RIGHTS RESERVED No part of this book may be reproduced in any form or by any electronic or mechanical means including information storage and retrieval systems without permission in writing from the publisher, except by a reviewer, who may quote brief passages in a review. This book was printed and bound in the United States. CONTENTS Introduction to the English Language Edition vii The Twisting Translation Tale ix Foreword to the Second Edition 1 INTRODUCTION 1. Literature, Materials & Methods 2 2. The Role Played by Woodwork in the Peasants’ Life 5 WOODWORK TECHNOLOGY 1. Timber 10 2. The Principal Tools 19 3. Processing Logs. Hollowing Work and Sealed Containers 81 4. Board Containers 96 5. Objects Made by Bending 127 6. Other Bending Work. Building Vehicles 148 7. The Production of Shingles and Other Small Objects 175 8. Turnery 186 9. Furniture Making and Other Carpentry Work 201 DIVISION OF LABOR IN THE VILLAGE 1. The Village Craftsman 215 2. Home Industry 234 FINAL CONCLUSIONS 283 Index 287 INTRODUCTION TO THE ENGLISH-LANGUAGE EDITION feel like Captain Pike. -

Antares, Inc. Fact Sheets Surface Engraving © 2011 - Antares, Inc
Antares, Inc. Fact Sheets Surface Engraving © 2011 - Antares, Inc. Section One - Burnishing Description Burnishing is a surface marking technique intended for coated metals - usually lacquered brass - where the coating is removed to expose the bare metal. It is a method of rotary engraving on metals that tends to bridge the gap between diamond drag (scratch engraving) and routing. The biggest advantage of burnishing is that it enables the engraver to produce wider line widths than are obtainable with a diamond graver with- out having to cut deeply into the metal. Burnishers can be used with single and multiple line fonts, and are excellent for producing detailed line and logo work on metal. Burnishing offers the ability to create enhanced effects on both lettering and graphics and is relatively simple process. Rotating Tools Non-Rotating Point Variable Tip Sizes Tip Only Cutting with Depth Surface Marking Only Application The most common application is on the brass plates on trophies and plaques. This “trophy brass” is a rela- tively hard material that yields excellent burnishing results. It is available in various gold tones with clear or colored lacquer coatings. When burnishing the gold material, the lacquer is removed exposing the bare metal. The burnished areas can then be oxidized or blackened resulting in a gold plate with contrasting black letters. (See “Color Filling Fact Sheet”). When burnishing the colored materials, the result is a colored plate with contrasting gold letters without the need for further treatment. Burnishing can also be done on materials other than brass. However, much of the success or failure de- pends on the hardness of the material.